
Ti3AlC2/Cu复合陶瓷的制备及摩擦磨损性能研究
2022-08-11 01:59李喜坤齐艳雨宋晓东
沈阳理工大学学报 2022年3期
李喜坤,齐艳雨,宋晓东,蔡 明
(沈阳理工大学 材料科学与工程学院,沈阳 110159)
Ti3AlC2材料因其优异的摩擦磨损性能,经常用于制备交互结构的设备;为维持设备长期顺利运行,相关材料必须要能经受住长时间和高强度的运行接触磨损,所以耐摩擦磨损性能显得尤为重要[1-5]。吕振林等[6-7]通过摩擦实验发现,Ti3AlC2材料的磨损率随载荷的增加而增加,当载荷较小时,摩擦热相对较小,表面生成的氧化膜不连续,材料本身的自润滑性能良好,因此摩擦系数大,磨损率低;当载荷增大时,磨料和样品之间的接触表面产生的热量增加,利于形成氧化膜,从而降低摩擦系数;同时,随着摩擦力的增加,磨损速度也开始增加。李喜坤等[8]利用真空热压烧结炉保温50min制得陶瓷试样Ti3AlC2,其质量分数最高为85.9%,硬度较高,尺寸适中。本文采用ZT(Y)系列真空热压炉(上海晨华电炉有限公司)烧结Ti3AlC2试样,并将在原料中加入的Cu含量作为变量,研究其对样品摩擦磨损性能的影响。
1 实验方法
1.1 配比设计
采用控制变量法设计配料比,加入Cu粉作为强化相,基体材料为Ti3AlC2陶瓷,制备Ti3AlC2/Cu复合陶瓷。具体的配料摩尔比为TiC∶Ti∶Al∶Cu=2∶1∶1∶n(铜摩尔数n=0.2、0.4、0.6、0.8mol)。
1.2 制备原料
采用湿法球磨的方式来制备原料粉末。磨球、原料粉末和无水乙醇的比例定为3∶1∶0.7,球磨机的运行速度为35r/min,混料时间为10h;混料结束后,将原料在真空烘干机内烘干;最后在真空热压烧结炉内烧结,烧结温度为1400℃,烧结时间为30min,烧结压力为30MPa。
1.3 性能测试方法和结构表征
利用金刚石线切割机(STX-603)(沈阳科晶自动化设备有限公司)对烧结后的试样进行切割,对切割后的试样利用金相试样磨抛机(TRUE 310E)(Bright Detection Equipment Ltd公司)进行粗磨和抛光;用Ultrima IV X射线衍射仪(日本理学)对样品的相组成进行定性分析;用MAIA3电子发射显微镜和能谱仪(德国TESCON公司)观察样品的表面形貌,分析样品的微观成分;利用HVS-50型数显维氏硬度计(莱州华煜众信试验仪器有限公司)对试样进行硬度检测;使用MDW-02型摩擦磨损试验机(济南益华摩擦学测试技术有限公司)对试件的性能进行测定。
2 实验结果与讨论
2.1 物相分析
图1为Ti3AlC2/Cu复合陶瓷在1400℃烧结后的XRD图谱,曲线0、1、2、3、4分别为添加 Cu 摩尔数为0、0.2、0.4、0.6、0.8mol的试样。
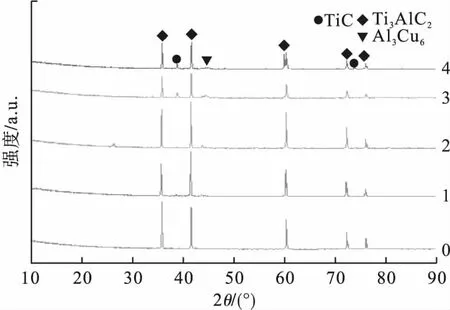
图1 Cu/Ti3AlC2复合陶瓷XRD衍射图谱
由图1可以看出,试样中有Ti3AlC2相、TiC相和Al3.8Cu6.2相,且Ti3AlC2衍射峰的强度随Cu含量的增加呈现出先增强再减弱的趋势,Cu摩尔数为0.4和0.6时,Ti3AlC2在(104)的衍射峰强度最强。在配比为TiC∶Ti∶Al∶Cu=2∶1∶1∶0.8的复合陶瓷试样中多了金属间化合物Al3.8Cu6.2相。根据Ti-Al-C三元系烧结反应形成机理,当Cu的摩尔数超过0.6,Al将与反应体系中过量的Cu反应,形成金属间化合物Al-Cu,这将减少Ti3AlC2合成中的Al元素量,从而影响Ti3AlC2的合成效率[9]。
Ti3AlC2烧结过程中的反应机理为[10]
Ti+3Al=TiAl3
(1)
TiAl3+2Ti=3TiAl
(2)
TiC+TiAl=Ti2AlC
(3)
Ti2AlC+TiC=Ti3AlC2
(4)
Peng C等[11]采用XRD衍射法研究了Ti-A1-C三元体系的定量分析,结果表明,由于Ti3AlC2(a相)、Ti2AlC(b相)和TiC(c相)都具有一个或多个强度高的衍射峰,因此可通过特征峰定性和定量分析物相。结合图1的XRD图谱,利用公式计算Ti3AlC2和TiC的质量分数,其公式为
WTiC=1.084/(ITi3AlC2/ITiC+1.084)
WTi3AlC2=1-WTiC
(5)
式中:WTiC和WTi3AlC2分别代表TiC和Ti3AlC2的含量;ITiC和ITi3AlC2分别表示TiC(111)衍射峰强度和Ti3AlC2(104)衍射峰强度。表1为Ti3AlC2/Cu复合陶瓷物相种类的质量分数计算结果。
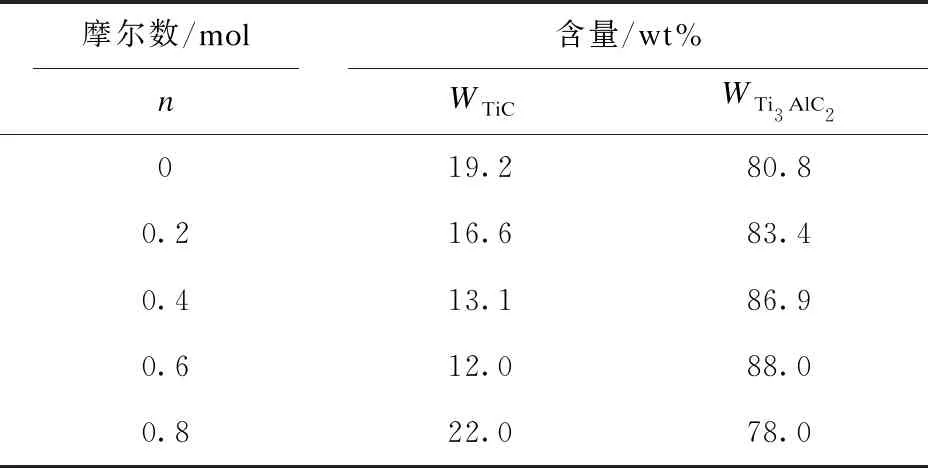
表1 Ti3AlC2/Cu复合陶瓷物相种类的质量分数
由表1可以看到,试样的摩尔比为TiC∶Ti∶Al∶Cu=2∶1∶1∶0.6时,试样中的Ti3AlC2含量最高;当Cu的摩尔数大于0.6时,Ti3AlC2的衍射峰强度降低。
2.2 显微结构分析
图2是烧结温度为1400℃的Ti3AlC2复合陶瓷放大5000倍的SEM照片。从图2可以看出,不同Cu含量的样品皆达到致密状态;烧结至1400℃后形成陶瓷粉末的颗粒形式不规则,晶粒大小不一。当Cu加入量较小时,较大晶粒的数量较多,较大晶粒与较小晶粒的尺寸差异较大;随着Cu的加入量增多,大晶粒逐渐减小,晶粒之间的尺寸差距逐渐减小。根据图1分析结果,Cu的加入会形成Al-Cu的金属间化合物。随着Cu含量的增加,金属间化合物的含量也会增加,这些金属间化合物起到细化晶粒作用。因此,当Cu的摩尔数超过0.6时,大晶粒的数量将减少,晶粒尺寸逐渐均匀。试样的摩尔比为TiC∶Ti∶Al∶Cu=2∶1∶1∶0.6和摩尔比为TiC∶Ti∶Al∶Cu=2∶1∶1∶0.8试样的晶粒尺寸较为均匀。

图2 Ti3AlC2/Cu复合陶瓷材料的 SEM照片
2.3 维氏硬度分析
图3是Ti3AlC2/Cu复合陶瓷在1400℃烧结后,利用维氏硬度计,采用300N试验力,保持10s得到的硬度值。由图3可见,Cu的加入改变了材料的硬度,加入Cu的复合陶瓷硬度均高于未加入Cu的试样硬度。试样的摩尔比为TiC∶Ti∶Al∶Cu=2∶1∶1∶0.8时,硬度达到最大值1081.66N/mm2。

图3 添加Cu含量对复合陶瓷硬度的影响
2.4 摩擦磨损数据分析
采用MDW-02型摩擦磨损试验机,摩擦副材质为氧化锆。实验条件为:室温,加载压力分别为30N和50N,摩擦时间为40min。表2为试样原始质量和经过30N载荷、50N载荷测试后的质量。表2中A0为空白对照组,A2、A4、A6、A8分别为添加Cu摩尔数为0.2、0.4、0.6、0.8mol的试样。

表2 试件加载荷前后质量 g
由表2可知,试件用氧化锆球摩擦后,质量都有一定程度的磨损。A0组试样的磨损量明显高于添加Cu为强化相的试样磨损量,Cu的加入可以提高Ti3AlC2陶瓷的耐磨性。A8组磨损量相较于其它组过大,结合图1发现,A8组试样中Cu的摩尔数达到了0.8,Al与反应体系中过量的Cu反应,形成金属间化合物Al-Cu,减少了Ti3AlC2合成中的Al元素量,从而影响Ti3AlC2的合成效率,使试样中Ti3AlC2含量较低,而Al-Cu金属间化合物分布不均匀,所以A8组试样不耐磨。一般来说,材料越硬,耐磨性越强,因此,硬度值往往被认为是衡量材料耐磨性的重要指标之一。虽然硬度是材料优良耐磨性的基础,但硬度与耐磨性之间的关系并不成正比。如该钢板的硬度过高,钢板表面材料容易脱落,不利于耐磨性。故在Cu的摩尔数为0.8时,试样的硬度即使达到最大值,其耐磨性也较低。由A2组可以看到,在经过50N载荷的摩擦磨损测试后,质量 反而比经过30N载荷磨损后增加了0.0003g;根据XRD分析结果,A2组试样的Ti3AlC2含量较低,TiC含量较高,而TiC硬度大;实验过程中,氧化锆磨球的下圆表面与试样直接接触,当试样比氧化锆磨球硬度更高时,磨球的球形表面会被逐渐磨平,而掉落的粉末颗粒会附着在试样的表面,当试样存在的孔隙较大时,颗粒会在载荷的作用下进入孔隙与试样表面契合,故A2组试验后质量反而增大。试样A6在50N载荷下损耗量最低,为0.0011g。
图4是不同强化相含量的Ti3AlC2/Cu复合陶瓷材料的摩擦系数形态趋势图,曲线0、1、2、3、4分别为添加Cu摩尔数为0、0.2、0.4、0.6、0.8mol的试样。
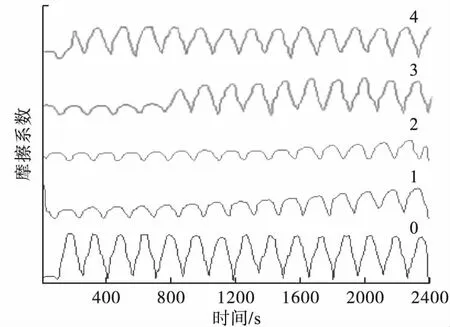
图4 Ti3AlC2/Cu复合陶瓷摩擦系数形态趋势图
由文献[11]可知,摩擦系数随时间变化的趋势是由样品和摩擦副之间的表面接触力决定的。磨损初期,接触面受力较大,摩擦系数变化相对稳定;随着磨损过程的进行,摩擦表面温度升高、表面软化,摩擦表面上的陶瓷颗粒被拉出摩擦表面甚至断裂,表面的保护丧失,磨损机制改变。从图4中可以看出,曲线在摩擦磨损过程中显示了稳定趋势。
图5为A4组和A6组试样载荷为30N时,两组试样测试后的微观形貌。从图5中看到,A6组的试样烧结后更加致密,在测试后,试样表面的摩擦痕迹十分规则;A4组的试样只有部分致密。
图6为A4组和A6组载荷为50 N时,两组试样测试后的微观形貌。由图6可以看出,当载荷为50N时,试样空隙更加明显,用显微镜观察两者的划痕,发现A4组的划痕更深。从XRD的分析结果可以看出,A4组的Ti3AlC2质量分数高于A6组的Ti3AlC2质量分数;A6组Al-Cu金属间化合物的含量高于A4组样品。金属间化合物的硬度较高,均匀分布在基体中起到分散强化的作用,因此A6样品的界面强度高于A4样品。当界面强度高时,氧化磨损和轻微的磨粒磨损是主要的磨损机制。从图5和图6可以看出,加载相同大小的负荷后,磨损痕迹表面的微小形态有很大的差异:A4样品的磨损面,在摩擦过程中反复产生接触应力,导致明显的疲劳磨损,样品的磨损面有明显的凹槽,由于接触应力的作用,基体发生了塑性变形,有颗粒拔出,发生了磨粒磨损;A6样品的磨损面平滑,无明显的凹槽,磨损机制为氧化磨损和轻微的磨粒磨损。所以A6样品的耐磨性更好。

图5 30N载荷下 A4 和A6试样的微观形貌

图6 50N载荷下 A4 和A6试样的微观形貌
综上所述,摩尔比为TiC∶Ti∶Al∶Cu=2∶1∶1∶0.6的试样耐磨损性能最佳。
3 结论
采用热压烧结技术制备了不同摩尔配比的Ti3AlC2/Cu复合陶瓷材料,Cu作为强化相增强了材料的耐摩擦磨损性能。
当TiC∶Ti∶Al∶Cu的摩尔比为2∶1∶1∶0.6时,采用真空热压烧结法在1400℃、保温30min、压力为30MPa的条件下,能够制备出较高纯度且致密的 Ti3AlC2材料,其中 Ti3AlC2含量达到88%。
在摩擦磨损性能测试后发现,摩尔比为2∶1∶1∶0.6的试样耐磨损性能最佳,此时试样A6在50N载荷下损耗量为0.0011g,低于空白组试样的损耗量0.0108g。添加Cu作为强化相后,Ti3AlC2材料的摩擦磨损性能有所提升。
猜你喜欢
机械工程材料(2022年10期)2022-11-21
钢铁钒钛(2022年4期)2022-09-20
模具制造(2022年6期)2022-07-26
铸造设备与工艺(2022年1期)2022-04-26
金属热处理(2022年2期)2022-03-16
英美文学研究论丛(2018年2期)2018-08-27
中国机械(2014年23期)2014-10-21
鸭绿江(2013年11期)2013-03-11
雕塑(2000年4期)2000-06-24
雕塑(2000年4期)2000-06-24
