
基于伯格霍德曲线的轴类零件选材设计
2022-09-05 08:38范王展海侠女桂伟民
金属热处理 2022年8期
范王展, 海侠女, 桂伟民
(陕西法士特齿轮有限责任公司, 陕西 西安 710119)
在汽车传动系统中,轴类零件在动力传输过程中起到关键作用,在轴类零件的技术要求中,强度指标是极其关键的指标。但是,从成品上制取拉伸试样,制样难度大、时效性差,难以指导生产,因此,在实际质量控制过程中,一般将强度指标换算成硬度值,用硬度值进行工艺控制。
由于零件尺寸、材料淬透性、冷却强度都会对零件热处理硬度产生重要影响,变量较多,经常会出现在实际热处理条件下难以满足设计要求的问题。而零件尺寸受结构影响往往无法调整,冷却强度受工艺装备限制,可调范围有限,因此,材料选择成为关键因素之一。本文介绍了一种基于伯格霍德曲线,进行零件心部指定点位置硬度计算及材料选材设计的工程求解方法,大大提高了选材的科学性和合理性。
1 零件要求及工艺
某公司变速器副箱主轴,外圆最大直径为φ81 mm,图纸设计材料为20CrNi3H钢,零件渗碳淬火处理,要求3R/4处硬度为30~45 HRC。
该零件实际淬火工艺为某多用炉840 ℃下G油淬火,搅拌速度为600 r/min。经过多轮生产试验,约有30%的零件心部硬度无法达到30 HRC,心部硬度最低为26 HRC,需要重新选材。该20CrNi3H钢淬透性要求如表1所示。

表1 20CrNi3H钢的淬透性要求
2 基于伯格霍德曲线的选材设计
2.1 伯格霍德曲线介绍
伯格霍德曲线反映的是不同直径钢棒几个指定部位与端淬试样特定点冷却速度相同时,端淬点与钢棒直径的对应关系,如图1所示[1]。图1中仅引入了中等搅拌的水冷(淬火烈度H=1.2)和油冷(淬火烈度H=0.4)两组曲线。如图1所示,根据钢的淬透性来确定某一零件在特定点的硬度,进行强度校核;反之,也可以参考该曲线,根据所需要达到的硬度要求,结合材料的淬透性,进行选材。

图1 伯格霍德曲线[1]
例如,某直径为φ20 mm的轴,要求油淬后R/2处硬度在30 HRC以上。根据图1(b)的伯格霍德曲线,直径φ20 mm在R/2处的硬度对应材料J6 mm处的端淬值,因此所选材料J6 mm处的端淬值>30 HRC就可以保证图纸要求。同理,直径为φ46 mm的轴,可根据材料J6 mm处的淬透性,确定油淬后零件的表面硬度。
2.2 实际淬火条件下伯格霍德曲线的绘制
图1中伯格霍德曲线只有2种淬火烈度H下的曲线,而零件在实际工艺条件下的冷却强度很难准确测量,是未知的,相应的其曲线与图1中的标准曲线是有差异的,直接利用标准曲线进行硬度计算、选材设计,会出现较大误差,因此需要绘制实际淬火工艺条件下的伯格霍德曲线。
首先,先选定一种常用材料,检测试验用料的淬透性。取20CrNi3H钢材料,检测实际淬透性如图2所示。
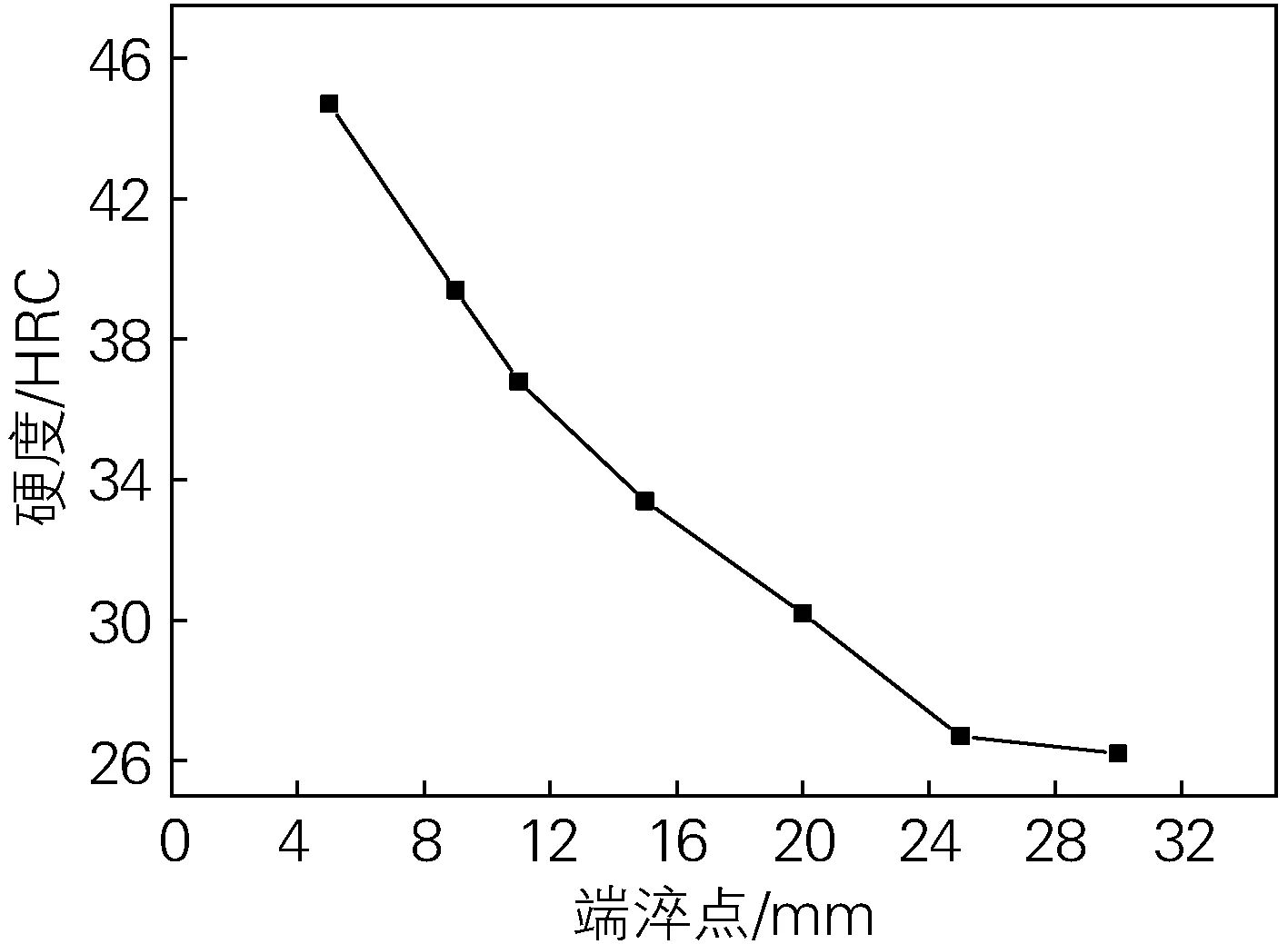
图2 20CrNi3H钢试验料的淬透性曲线
其次,将试验料制成不同直径料段,将其按照实际淬火工艺进行淬火冷却试验,检测棒料直径指定位置硬度。根据副箱主轴硬度要求,检测得到3R/4处硬度如图3所示。

图3 20CrNi3H钢不同直径棒料在实际热处理条件下3R/4处的硬度
最后,将3R/4处的硬度与材料淬透性曲线进行对应,可得出实际淬火工艺条件下,与试棒3R/4处相同冷速的端淬点。具体对应关系如表2所示,绘制的伯格霍德曲线如图4所示。
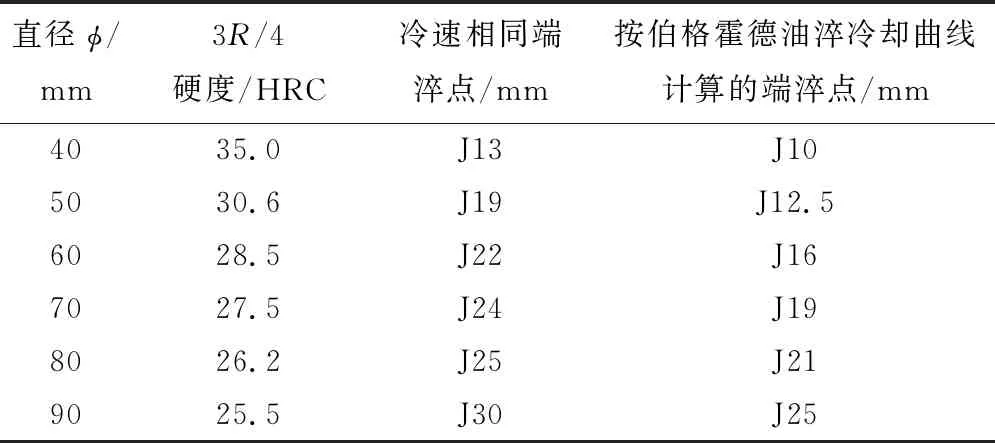
表2 20CrNi3H钢不同直径棒料3R/4处硬度与端淬点对应关系

图4 实际冷却条件下的伯格霍德曲线与中等搅拌油中冷却伯格霍德曲线对比
2.3 结果分析
不同直径棒料特定点对应的端淬距离,反映的是该条件下该零件该位置的实际冷却速度[2]。由于实际冷却速度与材料无关,是工件的外形尺寸和介质的冷却能力决定了工件各部分冷却的快慢和均匀性[3]。因此,实际试验中选用任何一种材料都是可以得到该淬火工艺条件下的伯格霍德曲线。淬透性曲线的来源和准确性,直接影响了最终试验结果的准确性。因此,建议选择多炉号的淬透性曲线以及保证淬透性钢的淬透性曲线[4]。
从表2及图4可以看出,该公司实际工艺条件下伯格霍德曲线较H=0.4油淬曲线后移,说明该工艺实际冷速H<0.4。
该零件最大外径φ81 mm,要求3R/4处硬度30~45 HRC。从图4可以看出,该尺寸3R/4处冷速相同端淬点为J25 mm,因此选材应选J25 mm为30~45 HRC的材料。图纸设计的20CrNi3H钢在J25 mm淬透性为24~30 HRC,显然无法满足设计要求。
3 选材改进及应用效果
3.1 选材改进
查相关标准,J25 mm淬透性在30~45 HRC的材料可供选择低碳渗碳钢有:GB/T 5216—2014《保证淬透性结构钢》中12Cr2Ni4HH、20CrMnMoHH、22CrMoHH钢以及EN 10084-2008《渗碳钢 交货技术条件》中18CrNiMo7-6+HL、14NiCrMo13-4+HL钢。考虑到钢材成本,选取GB/T 5216—2014中的22CrMoHH钢,为了进一步保证工艺窗口,淬透性J25 mm取上限30~38 HRC。
3.2 实际应用效果
经过多轮热处理试验,使用高淬透性22CrMoHH钢,副箱主轴3R/4处硬度可控制在32~36 HRC,而20CrNi3H钢控制在27~35 HRC,如图5所示。说明选择22CrMoHH钢可行,基于伯格霍德曲线进行选材结果比较可靠。

图5 20CrNi3H钢及22CrMoHH钢副箱主轴3R/4处硬度对比
4 结论
1) 利用伯格霍德曲线进行零件指定点硬度计算或者选材,要得到相对准确的结果,应该基于实际淬火工艺条件下,利用淬火试验,先得到该工艺条件下的伯格霍德曲线,再利用曲线进行计算。
2) 本文副箱主轴3R/4处硬度对应的相同冷速端淬点为J25 mm。
3) 从实际案例来看,基于伯格霍德曲线、结合材料的淬透性进行选材可靠性较高,在缺乏经验数据积累的情况下可有效提高选材的合理性和科学性。
猜你喜欢
金属热处理(2022年9期)2022-10-21
辽河(2022年3期)2022-06-09
金属热处理(2022年4期)2022-04-19
雪豆月读·中年级(2022年3期)2022-03-29
环球时报(2018-11-28)2018-11-28
环球时报(2018-05-23)2018-05-23
中国机械(2014年23期)2014-10-21
公务员文萃(2014年7期)2014-09-21
鸭绿江(2013年11期)2013-03-11
