
船用中速柴油机曲轴轴颈的抛光与检测研究
2022-09-14 09:44孙亚杰殷辉
大型铸锻件 2022年5期
孙亚杰 殷辉
(二重(镇江)重型装备有限责任公司,江苏 镇江 212000)
船用中速柴油机曲轴本体质量大,刚性差,加工易变形,属大型难加工零件,是整个柴油机最重要的部件之一,如图1所示。

图1 船用中速柴油机曲轴三维图
它承受连杆传来的力,将其转变为转矩通过曲轴输出并驱动柴油机上其他附件工作。曲轴受力情况复杂,受到离心力、惯性力的共同作用,因此曲轴要有足够的强度和刚度,同时轴颈表面需耐磨,以确保曲轴的工作均匀和具有良好的平衡性[1-2]。在机械加工完成以后,在对曲轴的检验过程中,不能只关注轴颈的尺寸精度、位置精度和表面粗糙度,而应重视曲轴在实际工作中,轴颈表面与滑动轴瓦的接触面积和接触效果是否满足要求,如果轴颈表面与滑动轴瓦的接触面不够良好,接触只是在某几个小点或某一块面积上,这样就会破坏油膜,该处所受的压力所产生的摩擦力必然比接触均匀的地方大得多,因而在运转时,发出的热量就大,轴承温度就必然高。相反,如果轴颈表面与滑动轴瓦接触得很好,各处受力均匀,摩擦面油膜完整,运转时,虽然也发出热量,但热量较小,而且分布在整个轴承上,这部分热量很容易散失,因此轴承不会产生高热。但是在装配以后,轴颈表面与滑动轴瓦接触面积和接触效果无法检验,同时现有的加工工艺也难以保证曲轴轴颈表面与滑动轴瓦能有理想接触面积和接触效果,对于船用中速柴油机而言,轴颈整体的接触面积要求≥65%以上是比较理想的。
1 典型加工工艺路线分析
船用中速柴油机曲轴的加工一般采用数控曲轴车床或大型卧式车床配专用的曲轴卡具加工完成,实力雄厚的企业也可采用车铣复合加工中心。典型的曲轴加工工艺路线如下所示:
锻造毛坯→粗加工→超声检测→去应力处理→车主轴颈→划线→钻两端法兰孔→粗精车连杆颈及拐臂→划线→精车主轴颈→铣平衡块安装面→钻→钳→粗精磨主轴颈→粗精磨连杆颈→划线→钻油孔→精车法兰面→钻攻法兰面上孔→抛光→磁粉检测→终检[3]。
通过对上述工艺路线的分析,无论采用何种加工设备,要获得理想的曲轴轴颈表面与滑动轴瓦接触面积,最终都要落实到抛光工序。
目前比较常见的,利用包容在半个曲轴轴颈表面的砂带圈对曲轴轴颈的面接触进行抛光;或是利用环形砂带外侧磨削面和曲轴轴颈的线接触实现抛光轴颈。上述两种技术抛光过程中,都存在砂带圈对曲轴轴颈的接触面积过小,抛光效果难于达到理想的轴颈表面与滑动轴瓦的接触面积要求。
2 哈呋式曲轴粗抛光
为解决抛光过程中,砂带圈对曲轴轴颈的接触面积过小的问题,采用哈呋式结构设计抛光瓦,并将抛光工序分成粗抛光和精抛光两个工序。哈呋式曲轴粗抛光瓦总成结构如图2所示。
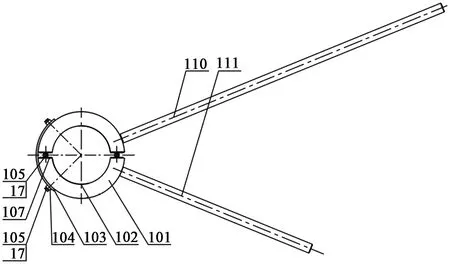
17—弹簧垫圈;101—抛光瓦片;102—砂纸;103—胶帆布平带;104—垫板1;105—六角头螺栓;107—垫板2;110—抛光杆1;111—抛光杆2。
在粗抛光曲轴轴颈时,将待抛光曲轴安装到车床上后,先按曲轴轴颈和抛光瓦片内壁尺寸配作砂纸,粗抛光时选用粗砂纸,利用垫板2压紧砂纸,并利用弹性垫圈和六角头螺栓将垫板2和砂纸固定到抛光瓦片上,将安装好砂纸的两片抛光瓦片套装到曲轴轴颈上,后在两片抛光瓦片外壁依次覆着胶帆布平带和垫板1,并利用弹性垫圈和六角头螺栓将上述胶帆布平带和垫板1分别连接到两片抛光瓦片上,使哈呋式结构抛光瓦一侧连接,另一侧可自由开闭,最后在两片抛光瓦片外侧分别安装上抛光杆1和抛光杆2,开动车床,曲轴随车床旋转,抛光时抛光杆2可搭在机床工作台上,利用抛光杆1的自重即可实现力的施加,也可人为在抛光杆1上施加外力,加速抛光的过程。抛光中,通过抛光杆1和抛光杆2打开哈呋式结构抛光瓦,可方便的观察抛光效果。待曲轴此轴颈抛光完成后,重复上述动作抛光下一个轴颈,直到抛光全部完成。
为进一步提高粗抛光的效率,可将哈呋式曲轴粗抛光瓦总成安装到曲轴粗抛光装置上,曲轴粗抛光装置结构如图3所示。
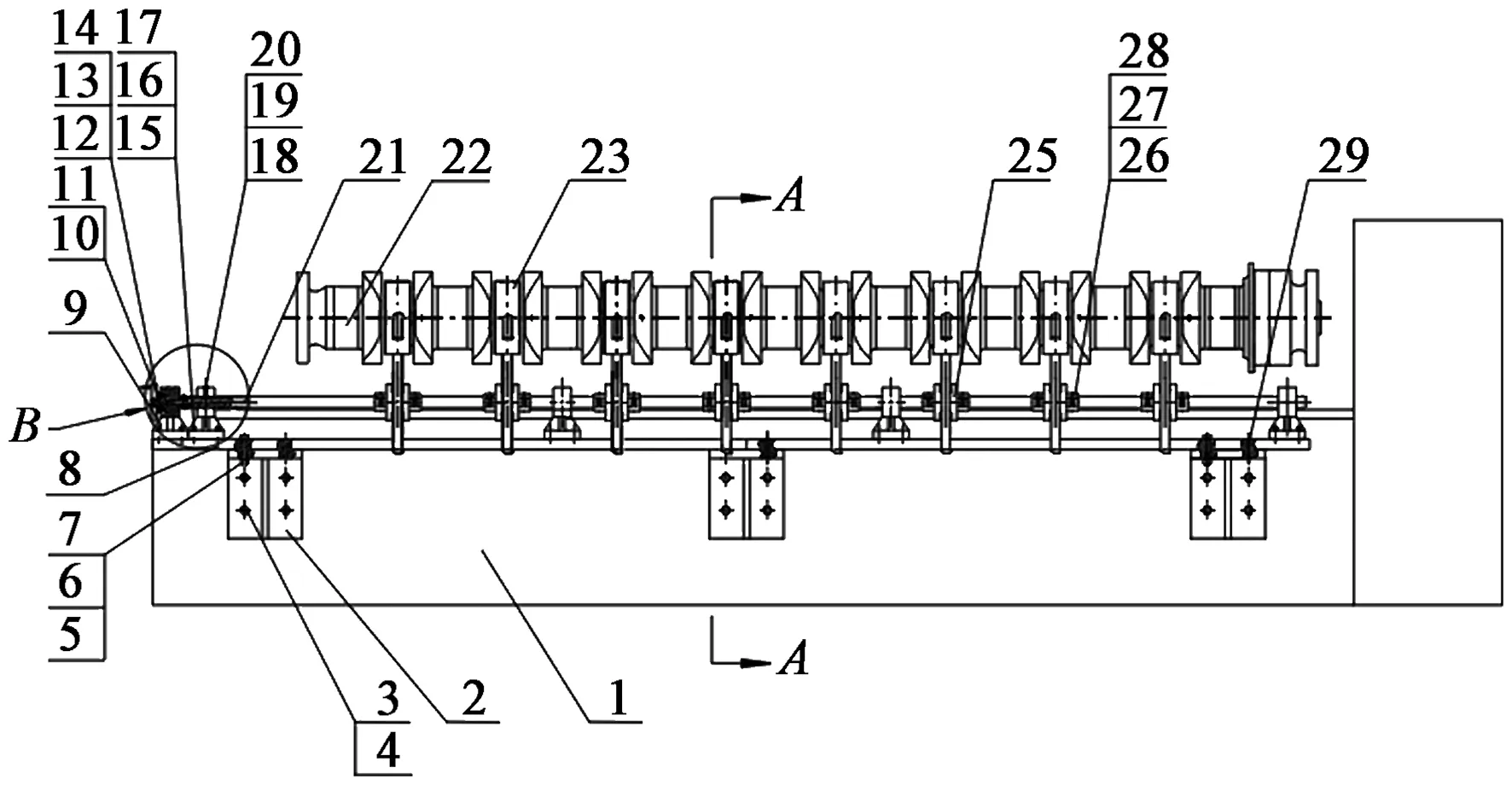
1—车床工作台;2—支撑板;3—六角头螺栓;4—平垫圈;5—内六角圆柱头螺钉;6—弹簧垫圈;7—六角螺母;8—底板;9—支架1;10—压块1;11—内六角圆柱头螺钉;12—手柄;13—销;14—轴;15—六角头螺母;16—T型槽用螺栓;17—弹簧垫圈;18—支架2;19—限位销;20—平垫圈;21—支撑杆总成;22—曲轴;23—哈呋式曲轴粗抛光瓦总成;25—挡块;26—卡箍;27—内六角圆柱头螺钉;28—弹簧垫圈;29—定位销;30—平键;31—支撑杆;32—压块2。
曲轴粗抛光装置是在车床工作台上安装支撑板,作为整个抛光装置的结构支撑,支撑板为弯板结构,一端连接车床工作台,另一端利用内六角圆柱头螺钉、弹簧垫圈、六角螺母将底板与支撑板固连,为保证安装定位准确,在支撑板和底板之间可配打定位销,底板中间位置上开设有安装定位支架1和支架2的平键槽,利用平键定位,同时在底板上对称开设2条梯型槽,利用六角头螺母、T型槽用螺栓、弹簧垫圈将支架1和支架2固连,其中支架1安装在底板的一端,多个支架2根据抛光曲轴的尺寸规格尽量布置均匀,且安装位置不影响轴颈抛光。在支架1的台阶孔内穿入台阶轴,后安装压块1,并利用内六角圆柱头螺钉将压块1固连到支架1上,轴可在支架1的内孔自由旋转,为人工操作方便,在轴的端面安装手柄,并利用销将手柄与轴固连,只要旋转手柄,就会带动轴旋转,轴带螺纹一端旋入压块2,压块2与支撑杆同样利用内六角圆柱头螺钉固连,支撑杆上靠近端面一侧开设一定长度的腰形槽,腰形槽的长度可根据所需抛光曲轴轴颈的宽度设定,限位销先套装平垫圈后旋入支架2,保证限位销的端部插入到支撑杆的腰形槽内,利用限位销限制支撑杆的旋转运动,但是在腰形槽的长度方向上可以左右有一定的移动量,当旋转手柄时,手柄带动轴旋转,轴通过与压块2的螺纹副,进一步带动支撑杆总成移动,当需要抛光曲轴时,先在相同相位的曲轴轴颈处,安放挡块,在挡块的两侧分别安装卡箍,并用内六角圆柱头螺钉和弹簧垫圈紧固,在需抛光的曲轴轴颈处安装哈呋式曲轴抛光瓦总成。
3 哈呋式曲轴精抛光
哈呋式曲轴精抛光瓦与哈呋式曲轴粗抛光瓦整体结果相似,哈呋式曲轴精抛光瓦总成结构如图4所示。只是为保证精抛光的效果,使整个哈呋式抛光瓦可以浮动抛光,在两片抛光瓦片一侧安装上抛光杆1,利用平垫圈、六角头螺栓、圆柱螺旋弹簧和六角头螺母将两片哈呋式抛光瓦连接,通过弹簧实现浮动。
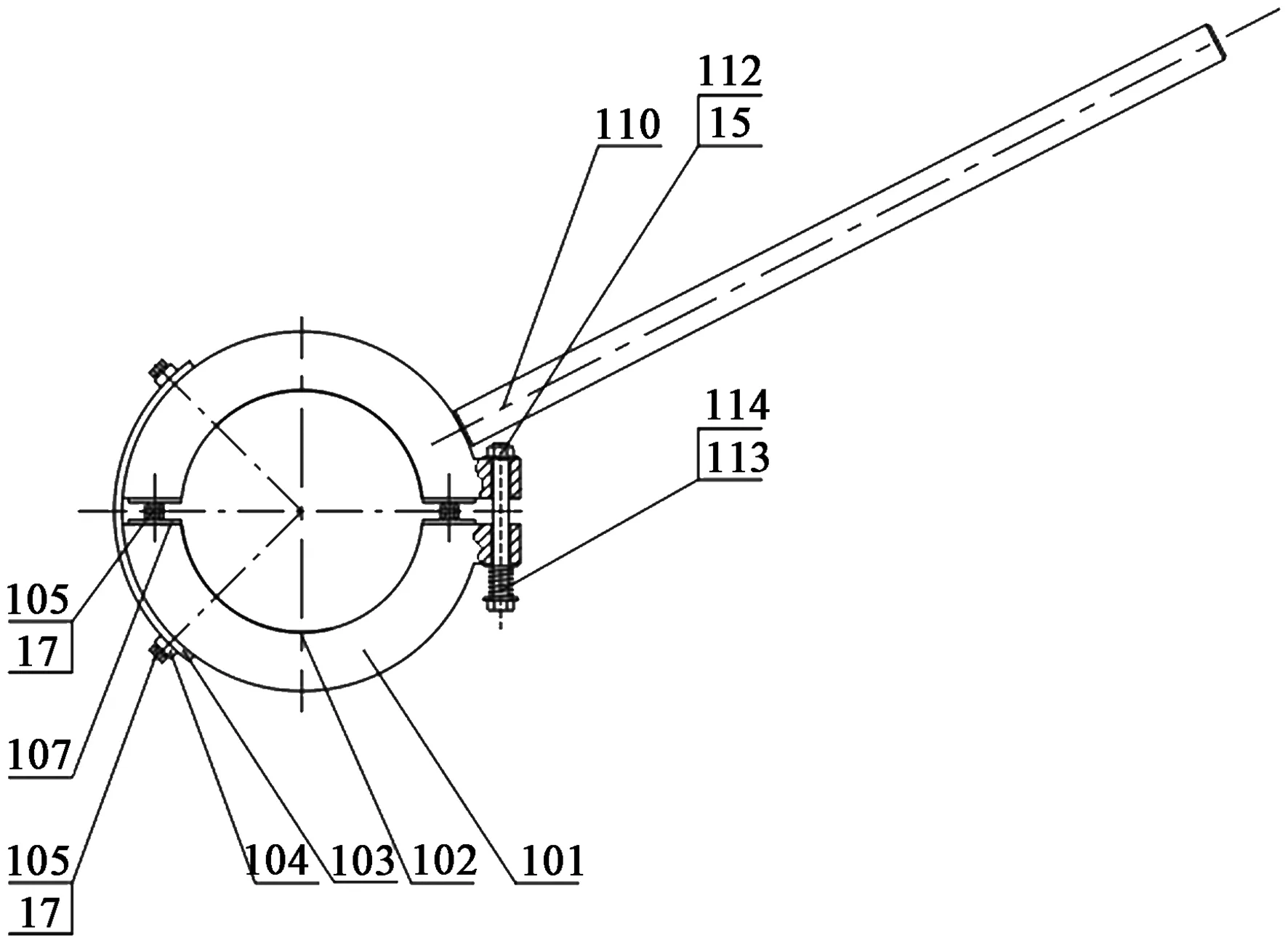
112—平垫圈;113—六角头螺栓;114—圆柱螺旋弹簧;其余标号同图2所示。
曲轴精抛光装置也可同曲轴粗抛光装置一样应用,曲轴精抛光装置结构如图5所示。开动车床,曲轴随车床旋转,抛光时,抛光杆1穿过滑块的孔,利用抛光杆1的自重即可实现力的施加,旋转手柄,手柄带动轴旋转,轴通过与压块2的螺纹副,进一步带动支撑杆总成移动,支撑杆总成的移动使穿过滑块的抛光杆1移动,使整个哈呋式曲轴抛光瓦总成可以抛光整个曲轴轴颈宽度,可以实现相同相位轴颈的抛光,显著提高抛光效率和节约人力成本,同时操作安全,简便。待曲轴此相位轴颈抛光完成后,重复上述动作抛光下一个相位轴颈,直到抛光全部完成。
24—滑块;其余标号同图3所示。
4 曲轴轴颈接触面积检测
曲轴在装配以后,曲轴轴颈表面与滑动轴瓦接触面积和接触效果是无法直接进行检验的,为此在抛光完成以后需要对抛光效果进行检验,曲轴轴颈表面接触面积的检验方法和步骤如下[4]:
(1)按曲轴型号配作专用的轴颈标准块和检验瓦
以MAN B&W L27/38P曲轴为例,制作的曲轴轴颈标准块按理想状态下的曲轴轴颈尺寸精度、形位精度制造,经铲刮和抛光处理后,仅允许存在少量的外凸点,不允许存在内凹情况,标准块的宽度可控制在200 mm以内,平面度和平行度控制在0.01 mm以内。检验瓦依据标准块进行配作,整个检验瓦的弧度可以选定为60°,在内侧粘贴一层厚度为3 mm且内径为∅250 mm±0.01 mm的AlSn6薄板,防止检验过程中,检验瓦擦伤曲轴轴颈表面,同时要求标准块和检验瓦的接触面积≥95%以上,检验瓦采用螺纹孔连接手柄,方便检验操作。具体的L27/38P曲轴检验瓦结构形式如图6所示。
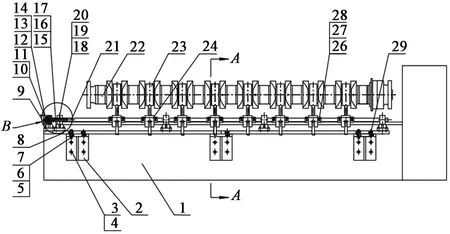
图6 L27/38P曲轴检验瓦结构
(2)利用湿膜测厚仪测量油膜厚度,模拟曲轴轴颈和轴瓦间油膜状态
在检验时,为模拟曲轴轴颈和轴瓦间油膜状态,首先在曲轴轴颈的表面均匀涂抹一层刮研蓝油,利用湿膜测厚仪测量油膜厚度。需要控制蓝油油膜厚度在4 μm以内,涂抹蓝油油膜厚度达到要求后方可进行后续检验。
(3)利用检验瓦和曲轴轴颈的相对运动,模拟曲轴轴颈和轴瓦的滑动状态
操作中,为保证安全和不擦伤成品曲轴,将待检曲轴放在其专用堆放架上,将检验瓦紧贴在曲轴轴颈表面,手动检验瓦使其在曲轴轴颈表面120°范围内匀速滑动,反复几次,模拟曲轴轴颈和轴瓦的滑动状态。
(4)接触面积和接触效果的评判
通过衡量蓝油在检验瓦上的残留面积和效果,来评判抛光曲轴是否达到规定的要求。要求蓝油在整个检验瓦上分布均匀,允许存在某几个小点或某几块面积上的接触不良,但不允许存在大面积的接触不良,整体的接触面积要求≥65%以上,实施中可以封样处理。同时为了保存检验记录,可以把蓝油分布情况拓印在检验记录表上留存备查,作为曲轴轴颈接触面积和接触效果验收合格的依据。
5 结束语
曲轴受力情况复杂,要有足够的强度和刚度,同时轴颈表面需耐磨,以确保曲轴的工作均匀和具有良好的平衡性,在对曲轴的检验过程中,不能只关注轴颈的尺寸精度、位置精度和表面粗糙度,而应重视曲轴在实际工作中,轴颈表面与滑动轴瓦的接触面积和接触效果,如果接触只是在某几个小点或某一块面积上,就会破坏油膜,该处所受的压力所产生的摩擦力必然比接触均匀的地方大得多,因而在运转时,发出的热量就大,轴承温度就必然高。本文为提高轴颈表面与滑动轴瓦接触面积和接触效果,而采用的哈呋式粗、精抛光方法;提供的哈呋式曲轴抛光瓦及装置,实现了对柴油机曲轴轴颈的抛光,使曲轴轴颈表面与滑动轴瓦的接触面积满足检验标准,同时哈呋式曲轴抛光瓦及装置结构简单、成本低,操作方便且效率高。同时给出了抛光后曲轴轴颈表面接触面积的检验方法和步骤,利用此种哈呋式抛光工艺和检验方法,可以最大程度的保证曲轴轴颈和轴瓦摩擦面的油膜完整,提高曲轴寿命,实践价值巨大。
猜你喜欢
防爆电机(2022年2期)2022-04-26
发明与创新·小学生(2021年3期)2021-03-25
科学与财富(2020年3期)2020-04-02
发明与创新·中学生(2018年1期)2018-02-02
科学与财富(2017年32期)2017-12-20
中国新闻周刊(2017年23期)2017-07-12
科技创新导报(2016年8期)2016-10-21
中国机械(2015年1期)2015-10-21
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年1期)2014-09-23
