
管线钢管焊接技术的研发现状与发展趋势
2022-09-20 06:15赵明李晴宋慧琴喻竹杨培庆郭圣龙耿会龙
金属加工(热加工) 2022年9期
赵明,李晴,宋慧琴,喻竹,杨培庆,郭圣龙,耿会龙
中国石油大学(华东) 山东青岛 266580
1 序言
油气管网是长距离油气输送的主要方式,是连接油气资源与其应用市场的核心纽带,也是保障国家能源安全的重要战略通道。在国务院政府工作报告《中华人民共和国国民经济和社会发展第十四个五年规划和2035年远景目标纲要》中明确指出:要进一步提高我国能源供给保障能力,加快建设天然气主干管道,完善油气互联互通网络[1]。根据国家发展和改革委员会与国家能源局制定的《中长期油气管网规划》,“十四五”期间我国油气管道建设将有更大发展,到2025年全国长输油气管网规模将达到24×104km,到2030年将达到30×104km[2]。
管道焊接是油气管网建设的关键工序。我国油气管网的大建设和大发展,对管道的焊接工艺、焊接设备和焊接材料等也提出了更高要求。本文综述了国内外管线钢管制造和油气管道建设中先进焊接技术的研发现状,并结合我国油气管网建设的特色,展望了长输油气管网建设工程中焊接技术的未来发展趋势。
2 管线钢的发展
随着社会生产力的发展,人类对石油和天然气的需求量越来越大,用于运输石油和天然气的管线钢也经历了巨大的发展。在X60级管线钢诞生之前,通常采用热轧正火态的含有C、Mn、Si的普通碳素钢作为输送油气管道用钢[3]。直到20世纪70年代,先后研发了X60级和X70级管线钢,拉开了油气管网建设的序幕[3-5]。在中国,X70级管线钢在“西气东输”“涩宁兰”“中亚”“中缅”“中俄”等管线工程中得以大量应用[6,7]。到20世纪80年代中期又开发出了X80级管线钢,并在世界范围内迎来了油气管网建设的高峰。在过去30多年中有大量的X80级油气管线工程项目陆续建成并投入使用[8-10]。X100级和X120级超高强管线钢诞生于20世纪90年代,截至目前,在世界范围内还没有正式投入到长输油气主管网的建设中,仅建有少量试用段用于测试和分 析[11-13]。
管线钢的发展史如图1所示。与X70级及以下级别的管线钢的开发和工程应用不同的是,X80级管线钢的综合力学性能和焊接性都非常好,从诞生至今一直是长距离油气输送管道的主要用钢。此外,在一些不需要增加年输送能力的长距离管道工程中,在不改变输送压力和钢管直径的情况下,通过降低X80级管线钢的壁厚,可有效地降低工程的建设成本,因此这些项目也首选X80级管线钢。
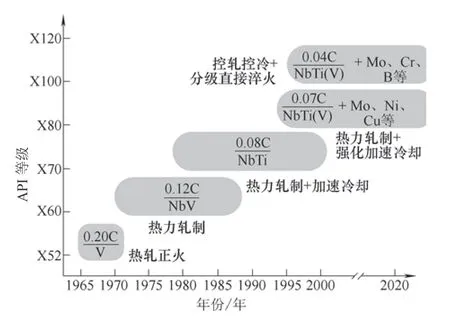
图1 管线钢的发展史
基于美国石油学会标准API SPEC 5L—2018《管线管规范》和中国国家标准GB/T 9711—2017《石油天然气工业 管线输送系统用钢管》,表1和表2分别给出了各种管线钢的主要化学成分和力学性能的参考指标值。根据不同的服役环境,钢板的化学成分不完全相同。此外,因不同厂家的生产轧制条件不完全相同,故所生产的成品之间也存在差异。结合实际工程项目的使用要求,微合金元素的具体含量及性能指标需要用户与供货商进行协商确定。总体来看,随着管线钢等级的增加,强度指标越来越高,对低温冲击韧度的要求也在增加。由此可见,随着油气输送压力的提高,对管线钢的安全等级也提出了更高要求。

表1 管线钢的主要化学成分及参数 (%)

表2 管线钢的最小力学性能指标
3 管线钢纵缝焊接技术
目前,长输油气管线钢管根据纵向焊缝的焊接工艺不同可分为两类:直缝焊管和螺旋焊管(见图2)。当钢管的壁厚超过14mm时,需开X形坡口,采用多丝埋弧焊接工艺,先焊接内焊道,再焊接外焊道。两种不同壁厚管线钢板的坡口参数如图3所示,在实际制管时通常根据具体壁厚和使用情况来确定坡口的加工参数。在板厚较大时外焊道通常采用双V形复合坡口,以减少熔敷金属填充量。

图2 常见大直径管线钢管
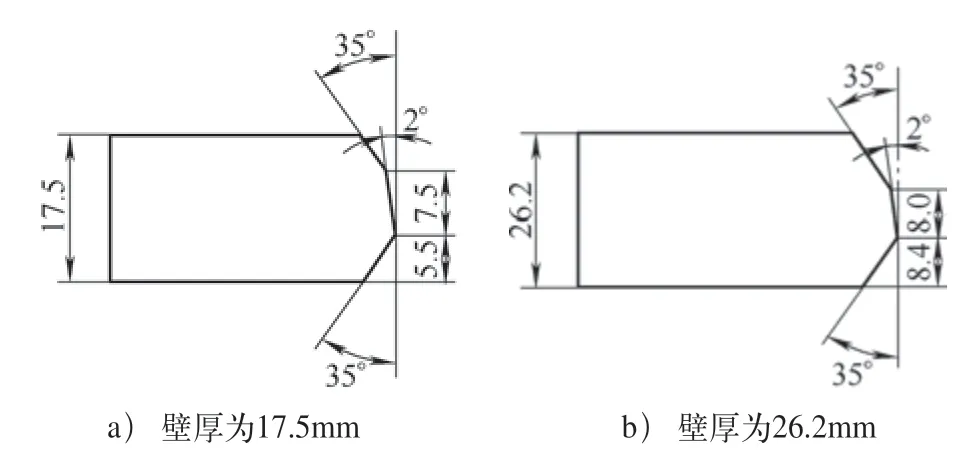
图3 纵向焊缝坡口示意
螺旋焊管成形过程如图4所示,螺旋焊管多丝埋弧焊焊接位置如图5所示。在展开的钢带两侧,首先需要加工出带有2~3 mm钝边的双V形坡口,再将钢带加工成筒体并采用熔化极气体保护焊(GMAW)进行固定。内部V形坡口在钢管的5点钟位置附近用双丝或三丝螺旋埋弧焊工艺焊接,外部V形坡口在钢管的1点钟位置附近用三丝或四丝螺旋埋弧焊接工艺焊接;先焊内焊道,再焊外焊道,外焊道距离内焊道约1.5个螺距。

图4 螺旋焊管成形过程
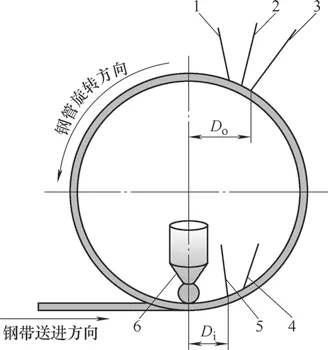
图5 螺旋焊管多丝埋弧焊焊接位置
采用UOE成形或JCOE成形的直缝焊管具有制造工艺简单、生产效率高、质量稳定可靠、规格不受限制,以及易于实现流水线生产等诸多优点,因而适用于各种等级和厚度的管线钢,市场竞争优势明显。而螺旋焊管强度比直缝焊管高,残余应力低,低温冲击韧度优异;此外,还能用较窄的钢带生产直径较大的螺旋焊管,以及用同样宽度的钢带生产不同直径的螺旋焊管。因此,尽管螺旋焊管的出现晚于直缝焊管,但螺旋焊管在全球的消费总量正在不断攀升。总体来看,较小口径的管线钢管大都采用直缝埋弧焊工艺制造,而大口径管线钢管则越来越倾向于采用螺旋埋弧焊工艺制造。
4 管线钢环缝焊接技术
为方便管道的铁路或公路运输,目前筒体的长度控制在24m以内。这些筒体经过组对焊接而成,就组成了覆盖全国和遍布全世界的油气输送管网。在长输管道建设工程中,环缝焊接质量是影响管道长期安全运行和使用寿命的关键因素之一。
管线钢管的壁厚通常为10~30mm,当钢管壁厚较小时,可采用带钝边的单V形坡口;随着钢管壁厚的增加,通常采用复合V形坡口(见图6a)或U形坡口(见图6b),有利于减少熔敷金属的填充量,提高焊接效率。
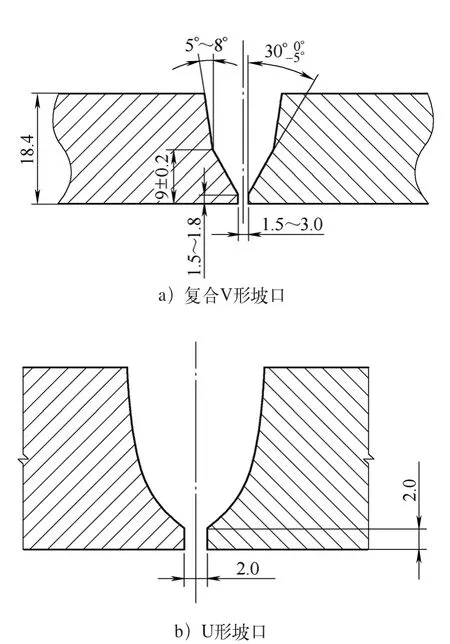
图6 环缝坡口示意
由于不同壁厚的环缝焊道层数各不相同,通常将位于钢管内壁的第一焊层称为根焊层。当管径足够大时,根焊层可从管道内壁施焊。从内往外,第二层称为热焊层,热焊层从管外施焊,要求与根焊层之间有足够的重熔量,防止未焊透和未熔合等焊接缺陷。此后的各焊层称为填充层,填充层的道次数与壁厚和坡口形状密切相关。最外层通常称为盖面层,以保证焊道具有足够余高,提高环缝接头强度。通常前一焊层对后一焊层有预热作用,后一焊层对前一焊层有焊后热处理效果。尤其是对X80及以上钢级的管线钢,焊前预热温度和层间温度要严格控制为150~200℃。
管线钢管环缝的焊接工艺方案复杂多样,可分为焊条电弧焊、半自动焊、自动焊或全自动焊。
4.1 焊条电弧焊
现场施工中的管道水平放置,环形焊缝由2~4名焊工采用立向下或立向上位姿同时进行焊条电弧焊,焊工的劳动强度非常大。
选用纤维素型焊条焊接X70级以下管线钢环缝时,根焊层采用立向上焊接具有较好的搭桥能力,填充层和盖面层采用立向下焊接效果较好。纤维素型焊条的典型焊接缺陷有夹渣、冷隔、缺口、气孔、侧壁打弧(由于坡口间隙不合适,或多层焊接时焊条运动过程中距离侧壁较近,导致电弧偶尔会在侧壁与焊条末端形成)和裂纹等。此外,纤维素型焊条不能满足高强管线钢对韧性的要求,且冷裂敏感性大。
选用碱性焊条立向下焊进行环缝焊接质量较优。通常碱性焊条的焊接效率高于纤维素型焊条,但采用碱性焊条进行根焊时,与纤维素型焊条相比,间隙要略宽,钝边要略小。碱性焊条可能产生的焊接缺陷包括引弧气孔、根焊层气孔、冷隔、侧壁打弧及夹渣等。
在实际管道建设工程中,通常采用纤维素型焊条打底,碱性焊条填充、盖面。此工艺被称为联合焊条电弧焊法(Combined-Electrode Manual Welding Method)。此种工艺方案既能保障环焊缝内层具有较好的塑韧性以及提高对输送介质的耐蚀能力,又能保障整个环焊缝接头具有足够的强韧性,以抵抗大变形。
4.2 半自动焊
半自动焊是手工操作和机械装置共同完成的一种焊接方式。其焊接热源的移动由手工操作完成,而送丝、送气等则由相应的机械装置完成。在管道环缝焊接中使用的半自动焊,一般使用焊条电弧焊打底,而填充焊及盖面焊则使用半自动焊。
例如,美国在夏延(CHEYNNE)平原管线项目中,采用的是PipePro450RFC焊接系统[14],RMT(短弧控制技术)打底,填充和盖面采用自保护药芯焊丝半自动焊。我国“西气东输”二线工程中,采用STT(表面张力过渡技术)打底+自保护药芯焊丝填充和盖面的半自动焊接方法[10]。焊接方向为全位置(5G)下向焊。焊前需预热,焊接时均采用单道焊,每层焊道由4名焊工中心对称施焊(见图7),以减小因受热不均匀而产生的焊接残余应力。

图7 环缝施焊方向及顺序
4.3 全自动焊
管道全自动焊是借助于机械和电气等方法使焊接过程实现完全自动化、程序化的焊接施工方法。全自动焊对于操作人员的焊接技术水平要求较低,焊接过程中受人为因素干扰较小,焊工劳动强度低;但全自动焊对设备的要求较高,好的全自动焊接工艺具有电弧燃烧稳定、焊缝成形美观、焊接效率高等优势。全自动焊接工艺在平原、沙漠、冻土等开阔地域的管道建设中具有显著优势。
熔化极气体保护焊(GMAW)是管道全自动焊接中应用最普遍的焊接技术。CRC-Evans和CAPS就是成功开发的全自动焊接系统[15,16]。这种成套的全自动焊接系统,对管端的坡口加工精度要求非常高。CRC-Evans工艺的根焊层是通过安装在内对口器上的6把焊枪同时在管道内侧施焊,可有效地提高焊接生产效率并防止管口翘曲变形。其他各焊层从管道外部立向下施焊,每个焊层的厚度约为3mm,对于18m m厚的钢管约需要焊接6个焊层。C A P S工艺的核心技术是双丝串列熔化极气体保护焊接(Tandem-GMAW),是由克兰菲尔德大学为阿拉斯加天然气管道项目开发的窄间隙焊接工艺。
管道环缝全自动焊接工艺在发达国家已日趋成熟,焊接一次合格率可达97%~98%。虽然我国管道全自动焊接技术起步较晚,但如今也有了巨大进步,在大口径、厚管壁的“西气东输”三线和四线管道建设中已有使用。
5 发展趋势与展望
国内外对于X80级及以下等级管线钢的冶炼、轧制、成形和焊接等相关技术已趋于成熟。对于X100级和X120级管线钢,还需要进行深入的开发和探究。对于某些特殊服役环境使用的管材,可以通过调节合金化的途径使其具有特殊的性能,比如:抗酸性管线钢要求具有一定的耐腐蚀性能、优良的抗氢致开裂(HIC)和硫化物应力腐蚀(SSCC)性能;深海用管线钢的力学性能指标则更加严格,不但要求具有高强度、良好的低温冲击韧度和抗裂韧度,同时还要求很低的屈强比;通过常发生地质灾害地区的管道,应采用大应变管线钢,在保证钢管高强度和高韧性的同时具有低的屈强比、高的均匀塑性变形伸长率、高的形变硬化指数和高的临界屈曲应变能力,以防止因大应变引起管道屈曲、失稳和延性断裂进而引发灾难性事故。未来的管线钢将朝着低碳含量、多合金化、高强度、高韧性、抗大变形及耐腐蚀等方向发展。
目前,我国直缝焊管和螺旋焊管的加工技术已相当成熟,但油气管道全自动焊接的应用还不是很广,管口组对与打底焊接全自动化方面的装备和技术比较薄弱。管线建设中环缝焊接以半自动焊为主,口径较小时采用焊条电弧焊,焊道修补采用钨极氩弧焊。管线建设中最为关键的组对工序和打底焊接装备还有许多关键技术亟待攻克。此外,与高等级管线钢相配套的焊接材料的研发也相对滞后。
油气管网建设不仅为经济建设与社会发展提供和输送能源,也为改善人类居住环境、维护社会稳定和保障国家安全提供有力保障。目前,我国正在新建的油气输送主管道一般都选用X80或X70级管线钢管,支管路一般采用X52、X60、X65级管线钢管。选用大直径、大壁厚的超高钢级管材及采用12MPa以上的高压输送是石油和天然气输送管道未来发展的重要趋势。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
快乐语文(2021年15期)2021-06-15
焊管(2020年8期)2020-09-08
科学技术创新(2020年16期)2020-06-28
中国新技术新产品(2020年6期)2020-06-19
童话世界(2020年13期)2020-06-15
模具制造(2019年7期)2019-09-25
故事大王(2019年4期)2019-05-14
