吹扫氮气加热器制造工艺研究
2022-10-18 07:56王岩王立存
石油和化工设备 2022年9期
王岩 王立存
(锦西化工机械集团有限公司,辽宁 葫芦岛 125001)
U型管换热器的特点是管束可以自由伸缩,不会因管壳程之间的温差而产生热应力,热补偿性能好。管程为双管程,流程较长,流速较高,传热性能较好,承压能力强。管束可以从壳程内抽出,便于检修和清洗,结构简单,造价便宜。U型管换热器的缺点是管内清洗不便,管束中间部分的管子难以更换,又因最内层的管子弯曲半径不能太小,在管板中心部分布管不紧凑,所以管子数量不能太多,且管束中心部分存在间隙,使壳程流体易于短路而影响壳程换热。此外,为弥补弯管后管子壁厚的减薄,直管部分需用管壁较厚的管子。这就影响了U型换热器的使用场合,仅宜用于管壳壁温相差较大,或壳程介质易结垢而管程介质清洁和不易结垢,高温、高压、腐蚀性强的场合。
1 设备的结构特点和技术参数
1.1设备的结构如图1。吹扫氮气加热器的规格尺寸为Φ400X10X3550。壳程的氮气从N01管口进入,经过U型换热管中的高温蒸汽的加热,高温度氮气从N02管口排出。

图1
1.2 主要技术参数及节点图
1.2.1 设计参数见表1
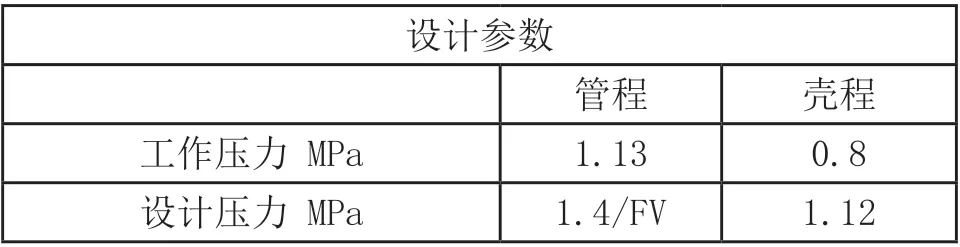
表1

工作温度(入口/出口) ℃ 190/181 13.8/177设计温度 ℃ 225 200介质名称 蒸汽 氮气主体材料 Q345R/10 Q345R焊接接头系数 0.85 0.85
1.2.2 主要节点图

2 壳程制造
2.1 壳程筒体组对焊接。壳程筒体组对环焊缝对口错边量≤2mm,直线度≤4.5mm,影响管子穿入的焊缝内表面磨平。对B类焊缝进行20%RT检测,按NB/T47013.2-2015中III级合格,技术等级AB级。
2.2 划线开孔。按施工图要求划各管口位置线,按位置线开孔,开孔时注意防变形。
2.3 组对焊接。按施工图要求组对各接管组件及支座垫板等。C、D、E类焊接接头表面进行100%MT检测,按NB/T47013.4-2015中I级合格。
3 管束组装
3.1 组装焊接。组装管板、拉杆、折流板和定距管,固定、校正骨架形状后穿入U型管束。对管板和换热管之间进行焊接。对管头进行100%PT检测,按NB/T47013.5-2015中I级合格。3.2 胀接。对换热管和管板进行贴胀。
3.3 耐压试验。利用试压环对壳程进行水压试验,试压试验温度≥5℃,检查所有焊接接头、管头无泄漏及可见的变形、异响。
4 管箱制造
4.1 管程筒体组对焊接。筒体、封头和管箱法兰组对前应先盘圆,严格按心线组对,组对时环焊缝对口错边量≤2mm,棱角度≤3mm。对B类焊缝进行20%RT检测,按NB/T47013.2-2015中III级合格,技术等级AB级。
4.2 划线开孔。按施工图要求划各管口和吊耳位置线,按位置线开孔,开孔时注意防变形。
4.3 组对焊接。按施工图要求组对各接管组件及吊耳。C、D类焊接接头和吊耳与封头焊接接头表面进行100%MT检测,按NB/T47013.4-2015中I级合格。
4.4 热处理。管箱组焊后应进行消除应力热处理。4.5 机加工。热处理后按图加工法兰螺栓孔和密封面。
5 设备总组装
5.1 组装与装配。按施工图要求组装管箱和壳程,检查设备整体及外观尺寸。
5.2 液压试验。管程进行压力试验,检查所有焊接接头及密封面不得有泄漏。
5.3 包装和运输。对碳钢表面按NB/T10558-2021标准进行除锈、喷漆。
6 小结
U型管换热器是管壳式换热器的一种。它有结构紧凑,体型小,占地面积小;换热性能好,热能利用率高,节能效果好;传热系数高等特点。促使U型管换热器在石油化工行业使用是比较广泛的。
猜你喜欢
劳动保护(2022年3期)2022-06-08
煤气与热力(2022年2期)2022-03-09
海峡姐妹(2019年6期)2019-06-26
振动工程学报(2019年2期)2019-05-13
科学与财富(2018年15期)2018-06-22
中国科技纵横(2016年23期)2017-04-06
科学与财富(2016年9期)2016-10-21
健康博览(2016年9期)2016-05-14
科技与企业(2015年3期)2015-10-21
建筑工程技术与设计(2015年30期)2015-10-21