篦冷机多模型控制技术的应用研究
2022-10-28 08:17华俊
四川建材 2022年10期
华 俊
(合肥水泥研究设计院有限公司,安徽 合肥 230051)
0 前 言
现代水泥工艺应时代、环保的要求发展起来,该工艺使用的核心冷却设备是篦式冷却机。篦式冷却机能够通过冷空气来骤冷高温熟料并气固换热实现热量的有效回收。但是如何实现对篦冷机的精确控制,来解决人工控制和半自动控制中遇到的不便,是使得水泥生产线稳定运行的关键。本文就篦冷机工作原理和多模型控制技术进行研究,通过研究体现了多模型控制技术比起人工控制来在解决耦合性、非线性和精确性的控制问题上的优势。图1为篦冷机。

图1 篦冷机
1 篦冷机内高温熟料层气固换热机理的分析
1.1 篦冷机的工作机理
篦冷机的工作机理是使用冷却的空气对熟料骤冷,骤冷过程中会发生料层与冷空气的热交换。篦冷机的具体工艺是水泥熟料从窑的喂料口进入冷却机,通过推动装置往复推动篦板使其在篦床上连续不断向出料口处低速移动。篦床由数列纵向排开的篦板组成由液压控制,篦板的运行速度是可以调节的,高温熟料会堆积在篦床上,且在活动篦床或者推动棒的作用下向前移动从而形成具有一定厚度的料层,鼓入的冷空气会垂直料层向上穿过篦床料层,整个冷却工艺将1 300℃~1 400℃的熟料在数分钟内骤冷到100℃以下。
1.2 篦冷机内高温熟料层的气固换热机理
水泥熟料在篦冷机的高温熟料层会进行气固换热,水泥生料在经过回转窑的煅烧后成为了温度可达1 400℃以上的半熔融状态的水泥熟料,煅烧后的高温熟料经回转窑口排出,受到惯性和高压的影响进入篦式冷却机的入口后凝结成块,并有了分裂,经过高温段后成为堆积的高温熟料颗粒并被篦冷机中的篦板往复推动着沿篦床的水平方向移动形成一定厚度的料层,这时篦冷机中的冷却风机垂直料层向上吹入冷空气。高温熟料和冷空气间发生了热交换[1],在高温段冷空气的温度会快速地升高,然后一部分高温气体(1 000℃~1 200℃)受到窑压的影响进入回转窑成为二次风继续为回转窑供热。在经过中温段进一步的冷却降温后,一部分高温气体(800℃~950℃)会朝着分解炉的方向运动,作为三次风供分解炉预分解或用作余热以供发电使用。一部分气体(400℃)作为了烘干空气,低温段中经过热交换的气体温度较低(150℃~300℃),通常除尘后会移动到出口直接排出。篦冷机的高温熟料层中熟料冷却过程中热量交换是基于料层厚度发生的,高温气体从回转窑的出料口移动到了篦冷机的出料口。由图2可见,高温熟料的输送和冷却可以分为入口段、高温段、中温段、低温段。其中中温段的气、固换热效率是有所下降的。熟料于冷空气进行换热之后,篦冷机出口处熟料的温度通常比环境温度高65℃左右。
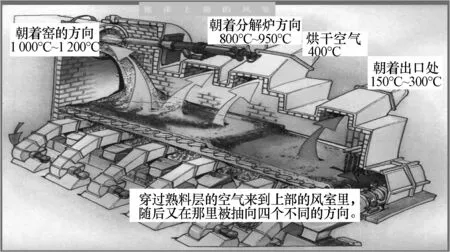
图2 气固换热后高温气体的移动
篦冷机的热回收效率取决于高温熟料与冷空气的热交换过程。该过程中存在有热辐射、热传导和渗流换热等多种能量的传递。虽然料层的分布和气固换热的方式具有复杂性,但是可以通过测量篦冷机中的气固温度,来进行篦冷机系统中操作参数的调整以及热回收效率的计算。
为保障篦冷机对水泥熟料的冷却效果和热回收效率,在使用时不仅要控制熟料料层厚度的均匀,还要确保二次风温的稳定。对这一点的要求体现在实际的生产中是进行篦冷机篦下压力的控制。篦下压力的增大,往往会增加篦床的料层厚度,进而使得水泥熟料的透气性变差;反之,篦下压力降低,料层变薄,透气性就会变好。但是,仅仅依靠人工和半自动是无法同时控制篦冷机的篦下压力、二次风温和油压极值等多重因素的,因而无法保证篦冷机冷却效果和热回收率。
因此,设计了篦冷机的多模型控制技术来根据不同的工况代入不同的模型来进行篦速的计算,进而达到较好的冷却效果和热回收效率。
2 篦冷机多模型控制技术
2.1 多模型控制技术
传统的鲁棒控制和自适应控制实现的是基于精确模型对较小系统或者恒定不确定性系统的控制。而多模型控制技术是根据被操作对象的范围,通过建立多个模型来模拟其动态特性然后分别建立相应的控制机器。根据控制机器,一旦被控对象发生较大的变化时,监控器便能够进行快速的识别和有效的决策。
2.2 手动和半自动控制的弊端
对篦冷机进行手动控制时,需要依赖操作员的经验知识,由于缺乏系统的理论指导,因此进行篦冷机气固换热控制的水平较低、操作人员设置的工艺参数不一定是合理的。参数设置不合理容易导致高温熟料的过冷却或欠冷却。高温熟料的过冷却会造成冷却风机耗费较大的电能,会导致热回收效率降低,熟料飞灰增加,进而造成熟料浪费和大气粉尘污染;高温熟料的欠冷却既影响了水泥品质,也容易引发“红河”效应,损坏篦板使得冷却风漏出篦冷机或篦板下各风室间串风。欠冷却会影响熟料的冷却进而中断生产线造成经济损失。
2.3 应用多模型控制技术的篦冷机
将多模型控制技术应用于篦冷机能够提高篦冷机在不同工况下的实时性、精准性和稳定性[2]。多模型控制将篦冷机的复杂控制系统,转化成了多个模型控制机器,且每个控制机器间具有耦合关系,当实际工况出现较大变化时,也能够得到较好的控制。多模型控制器的输入变量为篦下压力、二次风温和油压极值,输出变量为篦速。根据神经网络算法对篦冷机系统的实际应用数据进行输入层、隐含层和输出层三层网络结构的训练,从而得到篦下压力和篦速的关系、二次风温和篦速的关系以及油压极值和篦速的关系。根据深度学习算法对窑入料量和控制器的目标值进行数据挖掘,得到基于不同窑喂料量的篦下压力、二次风温、油压极值参数,然后系统通过优化决策器的作用,实现控制器值的自动调节和优化。
当二次风温为1 050℃~1 180℃、篦床油压极值10 MPa以下时,可以启动篦下压力控制器调节篦速。一旦篦下压力偏离设定值,多模型控制系统便会自动地提高或降低篦速来稳定料层的厚度进而保证篦下压力的稳定。当启动篦下压力控制器时,多模型控制监视器会对二次风温和油压极值进行监测。一旦二次风温不在1 050℃~1 180℃,系统将自动地切换到二次风温控制器来控制篦速。当油压极值超过10 MPa时,系统将切换油压极值控制器,通过篦床的快速推动来减少料层厚度从而使油压恢复正常值。这三个模型控制器通过共同作用来进行篦冷机的控制。
3 篦冷机多模型控制技术的应用前景
经过多年的发展,篦冷机的性能已经有很大提升,如图3所示,由此可见,篦冷机多模型控制技术的应用前景十分广泛。通过多模型控制系统来控制水泥生产线中篦冷机的操作是方便简易的[3],服务器根据OPC接口从DCS系统中读取篦下压力、二次风温、篦速、油压极值、喂料量等现场数据,然后将读取到的数据上传到数据库中,多模型控制模块对数据进行分析,能够准确得出最合理的篦速目标值。服务器再通过OPC接口将篦速值传送至DCS系统实现对篦冷机篦速的设定。

图3 悬挂摆动篦式冷却机hsb6 000型
在人工操作方面,操作员通过篦冷机的操作界面能够清楚地了解熟料冷却系统当前的设备运行状态。在篦冷机的智能控制界面,操作员可以通过手动/自动按钮进行切换。当回转窑出现波动时,多模型控制器能够对冷却机参数的波动迅速响应,并对风机出口的压力进行监测。多模型控制技术的使用避免了设备跳停、传感器故障、断料等引起的篦冷机停止推料或过快推料的状况。当出现系统故障时,操作员可以切回手动控制模式,手动实现篦冷机的控制。
手动控制篦冷机时,二次风温度的范围为±40℃,当生料喂料量发生波动时,不及时调整篦速[4],篦下压力会形成较高的偏差,因而油压极值也频繁波动,进而损害液压设备。而多模型控制下的篦冷机,篦下压力会及时地按照目标值进行调整,二次风温和油压极值也会平稳波动。根据合肥水泥研究设计院有限公司的实际应用研究发现,多模型控制技术的使用使得篦冷机二次风温的波动降低了大约4%,而篦下压力的波动降低了3.6%,油压极值超过标准值的次数平均单日降低了47次。因此,多模型控制技术在篦冷机中有着较好的应用前景。
4 结 语
篦冷机是水泥生产线的关键设备,该设备在经过若干代的更新后可以实现较好的冷却效果和较高的回收率。但通过人工和半自动来进行机器控制存在有诸多问题,通过研究多模型控制技术并应用该技术实现对篦冷机的控制,避免了操作人员的主观性和随意性,通过提供自动、智能、标准的操作模式,实现了水泥生产线的智能化,这是水泥行业生产技术的一大进步。
[ID:013853]
猜你喜欢
绿色建筑(2022年4期)2022-08-19
建材发展导向(2022年3期)2022-04-19
建材发展导向(2022年1期)2022-03-08
汽车实用技术(2022年4期)2022-03-07
汽车维护与修理(2021年3期)2021-08-12
南京工业大学学报(自然科学版)(2021年4期)2021-07-18
建材发展导向(2021年23期)2021-03-08
世界有色金属(2020年2期)2020-12-09
——次级调压阀
汽车与驾驶维修(维修版)(2019年7期)2019-07-29
汽车与驾驶维修(维修版)(2015年4期)2015-08-16