
轧制油系统在二十辊轧机的使用与优化
2022-10-29 01:24亓萌李春霞
中国重型装备 2022年4期
亓萌 李春霞
(山东泰嘉新材料科技有限公司,山东 济南 250000)
二十辊轧机轧制不锈钢采用的润滑冷却介质为纯油,主要成分为矿物油,添加多种添加剂调和而成,对轧制过程的带钢、轧辊、辊缝、背衬轴承进行冷却和润滑,并在带钢表面产生一层油膜保护带钢基体,同时可有效减小接触面的摩擦系数和摩擦力,使轧制力和轧制能量消耗降低,实现降低不锈钢变形抗力的目的,增大轧制压下量,降低轧制道次,实现更大压下,轧制出更薄的带材。
轧制过程中轧制带钢的变形会有80%以上转变为热能量,造成带钢与轧辊的温度升高,温度高会引起工作辊淬硬层硬度下降,严重影响带钢板面质量和轧辊的使用寿命,同时温度不均匀升高会造成工作辊、中间辊辊系局部不均匀变形,形成局部凸度,直接影响带钢的板型和板材精度,因此轧制油的化学性能稳定性和轧制油系统的可靠运行对轧制过程至关重要。
我公司二十辊轧机轧制油系统采用全自动控制,设计流量12 000 L/min,供液压力0.4~0.6 MPa,清洁等级NAS 8-11。
1 轧制油系统的组成及工艺系统流程
1.1 轧制油系统的组成
二十辊轧机轧制油系统由净油箱、污油箱、主过滤罐、二次过滤箱、二次过滤罐、磁过滤器和沉淀箱组成,主过滤罐为4个圆柱形过滤罐,内置圆柱状滤芯。二次过滤箱设计有二次过滤罐和磁过滤器装置,接收主过滤反吹下的废液进行再过滤提液,降低轧制油消耗,整个系统主要控制、动作和反吹介质采用压缩空气,由PLC系统和电磁气动阀进行自动控制。
1.2 工艺系统流程
轧制油系统污油箱中的轧制油通过泵打入主过滤罐,经过滤铁屑、颗粒物后流回净油箱,净油箱内的轧制油通过高压泵打入轧机各个冷却润滑分支,并通过收集槽流回污油箱。主过滤罐在时间继电器的控制下对主过滤罐进行滤芯反冲洗,冲洗后的底部沉积轧制油通过污油泵打入二次过滤箱,通过二次过滤箱上部的磁过滤器和二次过滤罐完成对废液的净化,过滤后提出的轧制油通过管道流回污油箱,过滤下的杂质进入沉淀箱存放。工艺流程图见图1。
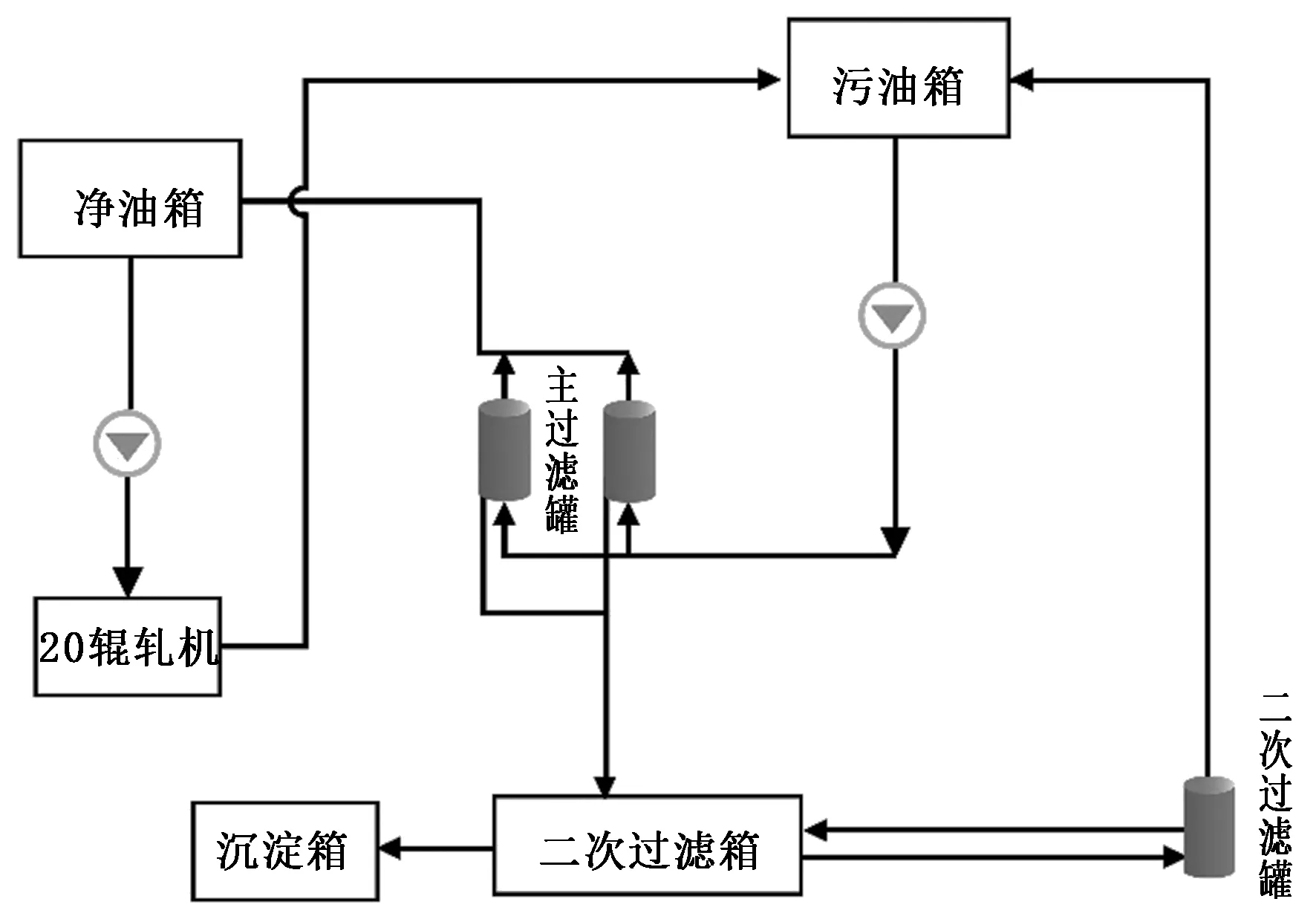
图1 工艺流程图
2 轧制油系统的使用与优化
2.1 轧制油系统的使用状况分析
轧制油系统有两个140 m3的油液储存箱,净液系统采用双泵供液,板面和轴承供液流量合计11 000 L/min,设置有8段分段冷却润滑管路,分别供液机架出口和入口的喷射梁和冷却板,冷却板采用上下垂直喷射,以此带来冲击能在带钢上表面产生一股源源不断的流动液,对板面冷却起到较好效果,经测试此种方式比正常冷却降温效率增加20%~25%。背衬轴承润滑冷却管路为独立设置,采用独立供液泵进行控制,对牌坊上部的A、B、C、D四根背衬轴承进行外圈润滑和冷却,提高背衬轴承的使用状态和寿命。
轧制油污液系统设置有主过滤和二次过滤,分别对污油箱的循环轧制油和主过滤罐反吹下的轧制油进行过滤,设置二次过滤箱可有效对主过滤罐过滤下来的脏油进行再次过滤,提取部分干净的轧制油回流到污油箱,减少轧制油的消耗。主过滤罐设置有4层滤盘,每层滤盘设置有700个滤芯,轧制油自污油箱充入过滤罐后,由外向内经过滤芯完成过滤,此过程滤芯会将油液中的铁屑和颗粒物阻隔在滤芯上,控制系统根据设定的固定时间或通过过滤罐内的压差进行滤芯的反冲洗工作,卸油阀打开后排空主过滤罐内的轧制油,接通压缩空气由上向下分层进行反吹,压缩空气进入滤盘由内向外吹扫,将滤芯上的残留物吹至罐底,通过排污泵打入二次过滤箱,二次过滤箱体上设置有二次过滤罐和磁过滤器装置,二次过滤罐装备有与主过滤罐一样的滤芯,分别按照固定时间完成过滤和磁棒的转动刮污,去除油箱和油液中的铁磁性杂质,二次过滤罐反吹后的沉淀物最终进入沉淀罐存储。
在整个系统的运行过程中,净液系统的压力和流量对轧制工序影响较大,有效地降温和润滑可保证降低辊缝变形热和板面温度,保证油膜均匀性,防止板面热划伤缺陷的产生,现阶段系统总流量达到11 000 L/min,压力0.61 MPa,其冷却系统采用板式换热器,对背衬轴承和板面油液分别进行管道冷却,换热面积180 m2,通过测试在进水温度33℃的状况下降温效果较理想,可控温度精度为±2℃。主过滤罐对轧制油进行精细过滤,第一影响因素为主过滤罐内负压及过滤罐出口的流量,当主过滤罐内负压较大时,即滤芯堵塞较为严重,造成过滤罐出口流量降低,当流量较小后,大量的污油液会通过过滤罐的溢流口流回污油箱,过滤后进入净油箱的轧制油将变得较少,无法与净油泵的流量相配匹,造成净油箱液位逐渐下降,污油箱液位升高,产生混倒现象,造成轧制油箱串油,净液污染,在轧制过程中极易出现铬印、污染等板面质量问题。主过滤罐第二影响因素为滤芯的安装,如果安装时紧固不良或出现安装时的倾斜现象,在反吹或过滤时会出现掉落,造成过滤精度降低,油液无法达到生产工艺要求的颗粒物和清洁度要求,同时掉落的滤芯会堵塞排放口,造成过滤系统失效等状况,严重时影响净油箱的液位,轧机被迫停机。过滤罐第三影响因素为反吹时间的设定,如果设定的太频繁会造成轧制油浪费,过多的轧制油进入二次过滤箱,污油箱液位降低,滤芯的反冲使用寿命降低,如果设定的时间太短会造成滤芯堵塞,过滤不良,轧制油通过溢流口流回污油箱,过滤系统出现故障报警,影响使用。二次过滤设备中主要承担油液杂质的沉淀、磁粉过滤和主过滤后的污液过滤工作,其主要影响因素为磁过滤器的时间设定,如设定时间太短造成铁粉未有效沉积,磁棒运转时无法有效吸附铁粉,磁棒带出过多的轧制油流入磁粉接油盒,造成油液浪费,设定时间太长会造成磁粉粘结成块,刮油设备不能有效对结块进行处理,造成带病循环,降低磁过滤投用效果。
2.2 轧制油系统的使用优化
2.2.1 操作优化
针对轧制油系统运行发现的问题分析原因进行操作优化,保证系统高效率运行。油液每30天化验一次,根据化验油的清洁度,设定主过滤罐运行时间,由于轧机投产在6个月,设置反吹运行时间为500 min,各过滤罐间隔时间反吹时间20 min,同时稳定过滤罐入口和出口流量,保证油量均衡。
提升轧制油喷洒流量,轴承润滑满流量3000 L/min运行,冷却润滑流量8000 L/min运行,达到满流量喷洒,控制压力大于0.55 MPa。
做好循环冷却水的温度调整,控制轧制油温度稳定性±2℃;二次过滤罐设定反吹时间为400 min,过滤罐间隔反吹时间15 min。二次过滤箱磁过滤器设定运行时间为20 min,间隔105 min。保证空压站系统的高效运行,控制轧制油系统的压缩空气压力,稳定在0.5~0.6 MPa。通过过滤罐窥视孔做好滤芯的检查工作,及时进行修复。设备运行过程中做好各阀门和设备的维护保养工作,保证高效率运行,提高润滑效果。
2.2.2 优化后的初期效果
经过测试,磁过滤器优化较为明显,铁粉收集由20天提高至45天,且带出的油量明显减少,轧制油过滤量稳定在3100~3170 L/min,未再出现油箱液位不均衡现象及轧制油串油事故,轧制油过滤清洁度经3个月运行,检测指标稳定,各设备运转良好,系统稳定性明显提高,未出现因系统不良产生的质量缺陷。后期将根据检测结果及时调整控制时间,做好设备调整和维护,使轧制油系统持续高效地为轧制提供服务。
3 结束语
轧制生产是单台机组全流程的一项运转,任何设备的不良都会间接或直接造成生产问题,需要我们在生产过程中不断地寻找问题,分析问题,解决问题,需要在运行过程中不断地对系统进行维护和优化,总结经验和教训,方能让设备更加可靠、高效地运行,保证轧制产品的质量,提高轧制效率。
猜你喜欢
作文小学中年级(2021年12期)2022-01-21
自我保健(2020年8期)2020-10-27
重型机械(2020年3期)2020-08-24
百姓生活(2020年12期)2020-05-06
商品与质量(2019年15期)2019-07-26
贵州农机化(2019年1期)2019-01-08
建材与装饰(2018年44期)2018-11-21
中国军转民(2017年9期)2017-12-19
财经国家周刊(2017年13期)2017-07-12
西南交通大学学报(2016年6期)2016-05-04
