荧光技术在表面无损检测应用研究
2022-11-10 09:58梁云岳黄宗晓周丽琴陈德盛
装备制造技术 2022年8期
梁云岳,黄宗晓,周丽琴,陈德盛
(广西电力职业技术学院,广西 南宁 530007)
0 引言
常用的无损检测的方法有射线照相检测、超声检测、涡流检测、磁粉检测、渗透检测、目视检测、泄漏检测、声发射检测、射线透视检测等。无损检测是指在不损害或不影响被检测对象使用性能,不伤害被检测对象内部组织的前提下,利用材料内部结构异常或缺陷存在引起的热、声、光、电、磁等反应的变化。随着技术的发展,TOFD(衍射时差法超声检测)、相控阵超声检测、射线数字化成像检测技术,得到了较大的发展与应用[1]。但传统检测仍然在实际应用中占据重要位置,磁粉和渗透检测在表面无损检测中仍然不可替代。
在实际工程检测铁磁性材料过程中,还是使用红磁膏、黑磁膏的磁粉检测,红色渗透剂、白色显像剂的着色渗透检测。为了提高无损检测的检出率、灵敏度、分辨力,荧光磁粉检测、荧光渗透检测方法已列入检测标准,是表面无损检测中一种精确的有效方法。
通过采用荧光磁粉检测与红磁膏磁粉检测,荧光渗透检测与着色渗透检测进行对比,包括:平板对接焊缝实验、适用范围、环境、操作方法、检测对象、检测灵敏度、检测分辨率、检测率,以及检测劳动强度、成本等进行比对分析,为检测技术人员在选择检测时提供参考依据。同时,也可作为高职院校相关专业的课程应用,服务于专业教学。
1 试验器材和方法
1.1 试验器材
四块平板焊缝试件:MT1-15、MT1-34、MT1-33、MT1-40,为避免表面质量对试验的影响[2-3],对试件焊缝两侧向外扩展25 mm表面影响检测的铁锈、氧化皮、焊接飞溅、铁屑、毛刺,分别开展着色渗透、荧光渗透、红磁膏磁粉、荧光磁粉检测比对试验。每块试件焊缝上表面缺陷有两处,为避免前一次试验对焊缝表面缺陷的影响,在每次试验完成时,利用清洗剂反复擦拭,直至上一次试验的痕迹消失,将表面污渍清洗干燥水分,并用丙酮和无水乙醇1∶1混合液浸泡一天,保证表面裂纹缺陷不被堵塞。
渗透检测:DPT-5着色渗透剂套装、Y-VT荧光渗透剂套装、标准镀铬试块(B型试块)。
磁粉检测:HR-1型红磁膏、YC-2荧光磁粉、便携式磁粉机,CX-230灵敏度试片、喷壶。
其他设备:黑光灯、相机、放大镜、照度计。
1.2 渗透检测方法
采用清洗剂对试块焊缝处表面清洗,干燥后着色或荧光渗透剂喷涂完全覆盖焊缝及两侧各25 mm,整个渗透时间不少于10 min,保持润湿状态。用干燥、洁净不脱毛的布擦拭大部分渗透剂,再蘸清洗剂进行擦拭,直至全部擦净,不得反复擦拭过洗。
在表面喷一层薄薄的显像剂自然风干,期间观察显像情况不少于7 min,放大镜观察,并使用相机拍照记录缺陷。若为荧光渗透,则应在黑光灯下观测显像情况。在试件一旁,将B型试块按照以上操作同时进行,验证以上检测方法的灵敏度和可行性。
1.3 磁粉检测方法
首先用喷壶在焊缝表面做水断试验,如果能够完全润湿表面证明试件表面清理干净,将CX-230灵敏度试片用透明胶布贴在试块表面,便携式磁粉机边磁化边喷磁悬液,并验证灵敏度试片上的磁痕是否清晰可见。若清晰可见,可将便携式磁粉机两触点连线与焊缝方向成一定角度,每个角度磁化时间1~3 s,边喷施磁悬液边观察磁痕,从上往下沿焊缝方向逐步向前探测。待试件焊缝上表面水分自然干燥,利用相机记录缺陷磁痕。若荧光磁粉检测则应在黑光灯下进行以上试验操作。
2 磁粉与渗透检测比对试验
对同一平板焊缝试件,进行着色渗透检测、荧光渗透检测、红磁膏磁粉检测、荧光磁粉检测,通过检测对比得出以下结果(表1)。

表1 焊接工艺参数(14mm钢板需要2层焊接)

表1 平板焊缝试件检测比对图列表
试验结果表明:
(1)无论是磁粉还是渗透,荧光分辨率和灵敏度明显增强,显示较清晰。对于焊缝区裂纹、缺陷细节磁粉均比渗透检测更清晰明显。
(2)对荧光渗透检测,焊缝表面质量对渗透的影响较大,凹槽处清理不干净,细节很容易过洗导致不显示,但对荧光磁粉影响较小。因此,荧光渗透对检测灵敏度提高小,荧光磁粉的灵敏度最高。
3 渗透检测与磁粉检测的比对
磁粉检测适用于铁磁性材料的表面及近表检测缺陷的检测,渗透检测适用于非多孔性材料的检测。对于铁磁性材料,优先使用磁粉检测。
试块对比试验结果表明荧光检测明显优于非荧光检测,但为探究实际应用中情况复杂多样,对于铁磁性材料,在什么情况下可用渗透检测代替磁粉检测,或者着色渗透、荧光渗透、红磁膏磁粉、荧光磁粉四种检测方法的优势和实际应用的选取条件。
磁粉检测与渗透检测应用很广泛[4-5],荧光检测一般理解为是提高检测灵敏度的良好方法,但实际荧光检测普及率较少。现将着色渗透、荧光渗透检测、红磁膏磁粉检测、荧光磁粉检测四种方法进行多方位比较(表2)。
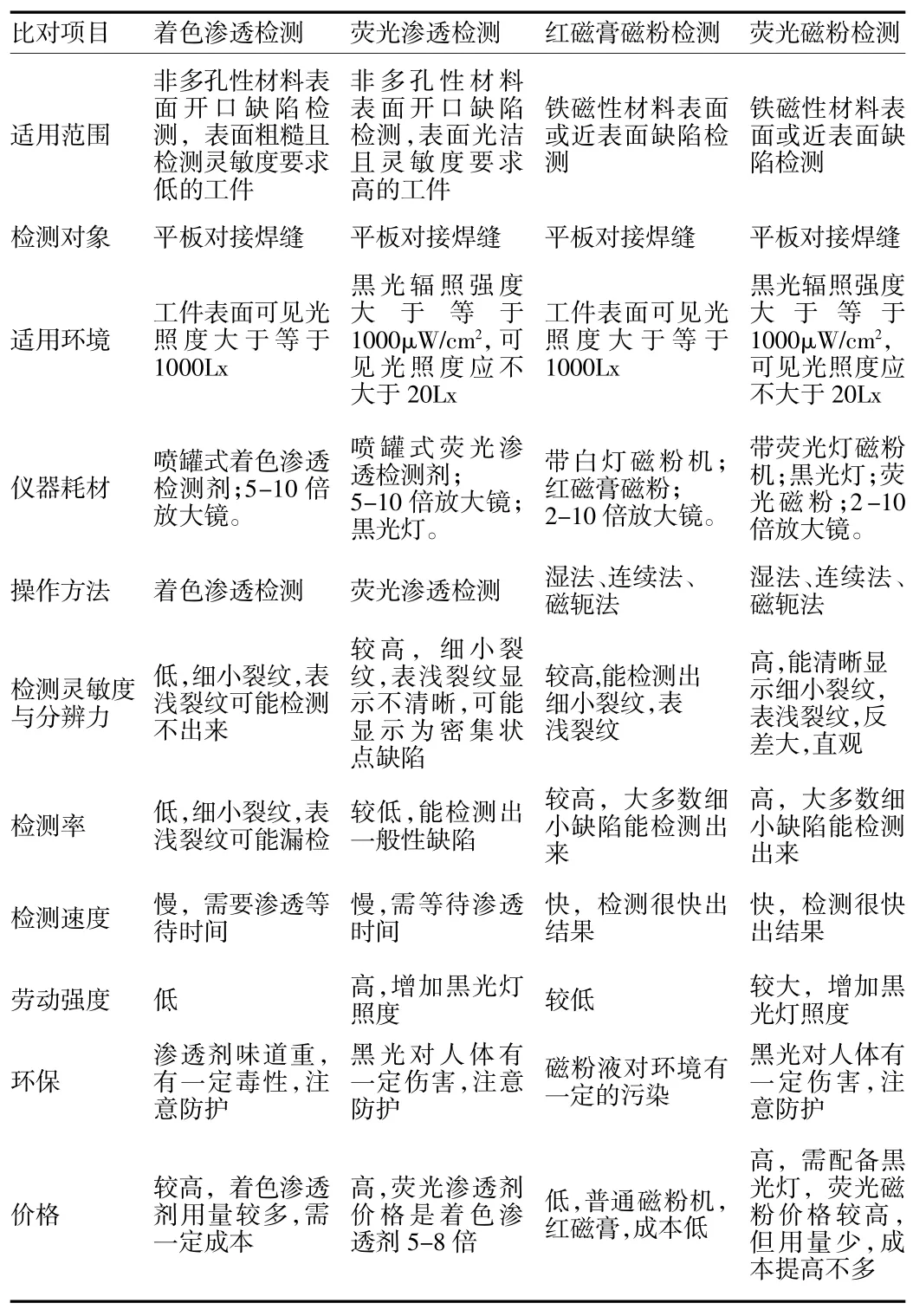
表2 渗透检测与磁粉检测的比对
(1)着色渗透检测
在表面无损检测中,常规的着色渗透检测,能够检测到大多数的肉眼难以分辨的裂纹,满足一般性表面检测的需求,且检测操作方便,但检测速度慢,适用于一般性的非铁磁性材料检测。而在实际应用过程中,根据生产现场的情况,在不方便磁粉检测的地方,如垂直面,顶面的检测,在要求低时,也可采用着色渗透法对铁磁性材料进行检测。
(2)荧光渗透检测
荧光渗透检测比着色渗透检测灵敏度要高,但需要在暗处,采用黑光灯观察分析。在检测现场实际工作中,采用黑光手电筒观察,效果较好。研究认为,荧光渗透与着色渗透相比,灵敏度提高不明显,有时在细节上表现还不如着色渗透,环境要求较高,成本较高,总体优势不明显。如没有特殊要求,一般可以不采用荧光渗透。
(3)红磁膏磁粉检测
磁膏磁粉检测一般有红磁膏和黑磁膏两种,都适用湿法磁粉探伤,红磁膏对于黑色金属工件表面探伤能提高缺陷显示的对比度。本课题采用红磁膏磁粉湿法检测,从检测效果对比,磁粉检测的比渗透检测灵敏度要提高很多,检出率大大提高,细节显示很明显,这就是铁磁性材料优先采用磁粉检测的原因。红磁膏磁粉检测能满足常规性的表面无损检测。
(4)荧光磁粉检测
从研究对比分析,荧光磁粉检测与红磁膏磁粉检测对比,灵敏度有较大的提高,细节显示很清晰。在黑光灯照射下对比度明显,特别适合于拍照记录,也大大提高了检测人员的分析准确性。但它需要在一定黑暗环境下进行分析。经研究,采用黑光手电筒观察,在一定范围内,可代替黑光灯。在检出率要求较高时,采用荧光磁粉检测是一种较好的办法,比磁膏检测灵敏度、分辨力都有较大提高,劳动强度相对减少,成本提高也不多。
4 磁粉和渗透检测光照度的分析
对于检测过程要求的“适用环境”中,对白光照度与黑光照度的要求,有“工件表面可见光照度大于等于1000 Lx”、“黑光辐照强度大于等于1000 μW/cm2,可见光照度应不大于20 Lx”的表述。正确选择光照度是保证表面检测工作质量的重要环节[6],为了掌握白光照度的数值,采用白光照度计进行了不同环境和不同距离强光手电筒,实测参考值如表3所列。

表3 白光照度值测定数据表
在太阳光直射或明亮办公室里,不用补光即可满足光照度要求。在其他光照度不足的条件下可以通过强光手电补光达到光照度要求。
5 结语
通过对在铁磁性材料表面无损检测的渗透检测与磁粉检测进行比对,可得出以下结论:
(1)从灵敏度与分辨力的定性分析,从高到低分别为:荧光磁粉检测、红磁膏磁粉检测、荧光渗透检测、着色渗透检测。
(2)从定量分析,磁粉检测比渗透检测,灵敏度提高很大,能用磁粉检测的工件,一般不用渗透检测。
(3)对于普通材料渗透检测中,荧光渗透对比着色渗透,灵敏度提高不大,没有明显优势,综合评定不如着色渗透,没有特殊要求时可以不采用。
(4)磁粉检测中,荧光磁粉检测对比红磁膏检测,灵敏度、分辨力、对比度大大提高,有条件时建议采用,可得到较好的效果。
猜你喜欢
湖北农业科学(2022年12期)2022-07-21
矿冶(2022年2期)2022-04-19
今日农业(2021年9期)2021-11-26
商品与质量(2021年6期)2021-11-24
课程教育研究(2021年23期)2021-04-13
今日农业(2020年16期)2020-12-14
商品与质量(2020年43期)2020-11-27
数码世界(2019年4期)2019-05-10
数码世界(2018年5期)2018-12-21
电影(2018年10期)2018-10-26