
基于PLC的口罩耳带熔接控制系统设计
2022-11-11 09:35郑芬吴泰行
电子测试 2022年19期
郑芬,吴泰行
(武昌首义学院,湖北武昌,430064)
0 引言
在疫情反复的情势之下,口罩如今已经成为个人日常基本防护用品之一了,可谓是随处可见。公共场合、人群密集场所,戴好口罩已成为了大众共识,我们戴起口罩,是对自己负责,更是对他人负责。经历了新冠疫情,消费者防护意识比以往更强,选择口罩比以往更为谨慎,对口罩的品质越来越重视[1]。口罩耳带熔接作为影响口罩质量的主要因素,其重要性不言而喻[2]。在口罩耳带的熔接过程中需要许多繁复的机械动作,融入PLC技术的电气自动化控制系统,在运行效率上更高,在保证长久可靠运行的同时,可快速地完成熔接工艺[3]。
1 口罩耳带熔接工艺流程
如图1所示为耳带熔接流程图。当口罩本体进入输送线上的口罩载具板时,传感器检测是否有口罩,再把信号传递给控制器,控制电机将口罩本体送到熔接位并计数,完成熔接后再被送出熔接位。
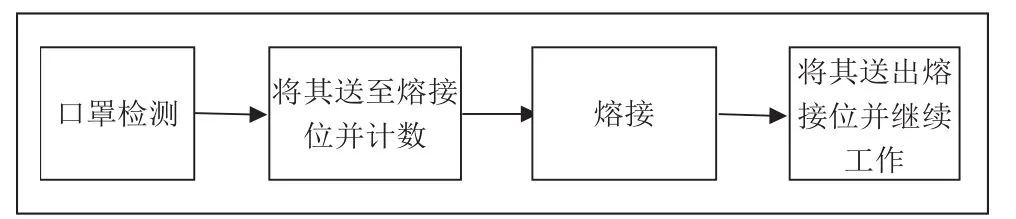
图1 耳带熔接流程图
熔接动作主要通过控制电磁阀来驱动气缸完成,这既是口罩耳带熔接的工艺要求也是口罩耳带熔接质量的重要保证。如图2所示为熔接动作简要流程图。当口罩本体送到熔接位停下时,需要将线盘上的耳带线拉取至口罩本体的熔接点上,然后将耳带线剪断,紧接着压料的气缸动作在固定口罩本体的同时将超声波熔接器与熔接原料靠近,这样就可以让超声波熔接器进行工作了。
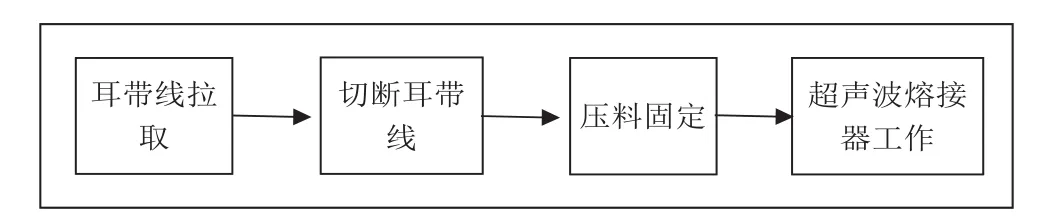
图2 熔接动作简要流程图
2 口罩耳带熔接控制系统结构分析
如图3所示为耳带熔接控制系统结构框图。控制系统的控制器选用PLC,其输入端主要是按钮和传感器。急停按钮用于紧急情况下对控制系统的即时停机,光电传感器用于检测口罩本体,设计中采用输出为开关量型号的传感器,不需要外加其他扩展模块。

图3 耳带熔接控制系统结构框图
输出端主要是驱动器、继电器、电磁阀。通过PLC控制脉冲给驱动器,由驱动器控制电机停止和启动。通过PLC控制继电器的得电状态来控制超声波熔接器的动作,这样可以很好地实现对熔接时间的把控,便于适应实际生产过程中的不同需求。同样地,PLC控制电磁阀就能对气缸的动作进行控制。
触摸屏作为人机交互界面的载体,是主要来实现生产线实际情况下控制系统中的参数的设定、虚拟按钮替代多个实体按钮开关的功能以及实时显示口罩生产数量等等。
3 口罩耳带熔接控制系统设计
口罩耳带熔接控制系统设计分为硬件设计、软件设计和人机界面设计。硬件部分主要从系统的硬件选型适配性考虑,阐述了系统选用的具体硬件型号并分析采用该器件的原因。软件设计部分从系统需完成的功能分析,采用模块化编程。人机界面设计着重于实用性,设置了相应的界面[4]。
3.1 硬件设计
西门子S7-1200系列作为为中小型PLC的佼佼者,无论是硬件的配置还是软件编程相对来说都具备很大的优势[5-6]。S7-1200系列的PLC可以兼容很多设备,TIA Portal软件可以全集成自动化的进行组态、编程和调试。本设计根据需求选择量1214CDC/DC/DCPLC,该CPU内部可直接输出高速的脉冲,不需外加扩展信号板。部分输入输出地址分如表1所示。考虑到触摸屏与S7-1200配套,采用了西门子精简系列面板KTP700 Basic PN机型,7英寸的屏幕,性价比也较高。

表1 部分输入输出地址分配表
光电传感器选用的是欧姆龙的E3Z-D62型号传感器,该传感器电源电压为12~24V,具有体积小的优势,易于安装在设备中。检测距离可达1m,响应时间低至1ms,可以用来感应是否有口罩本体经过输送线的载具盘。光电传感器接线图如图4所示。

图4 光电传感器接线图
电机作为系统中动力来源,将口罩本体精准的送至熔接位置并停下,需要频繁启动、停止,且可精准定位,所以选用了伺服电机[7]。本设计采用SIMOTICS S-1FL6系列伺服电机、西门子V90伺服驱动器,组成性能优化、易于使用的伺服驱动系统。该驱动器是SINAMIC经过多年沉淀研发出的产品,可以实现非连续运动的定位、调速等功能。
口罩耳带熔接过程中许多动作需要不同的气缸来完成,电磁阀的接线和气缸的气路合理设计是保证气缸动作的关键。电磁阀选用正泰4V210-08 DC24V两位五通常闭型,该型号电磁阀接线简便,不需区分正负极,在接线时两端可任意接PLC中的正负两极电源。
3.2 软件设计
口罩耳带熔接控制系统运行方式有两种,分别是自动和手动。自动运行时,控制系统可自动实现口罩本体的检测、耳带的熔接等各个机械动作,自动完成整个熔接的流程。手动运行时,根据现场实际情况或者在设备进行调试的时候,可以一步一步手动控制熔接过程。
如图5所示为PLC控制主程序流程图。整个程序是根据口罩耳带熔接工艺流程进行设计编写的,控制伺服电机采用了PLCopen运动控制指令来完成,简化了编程过程中的设计。
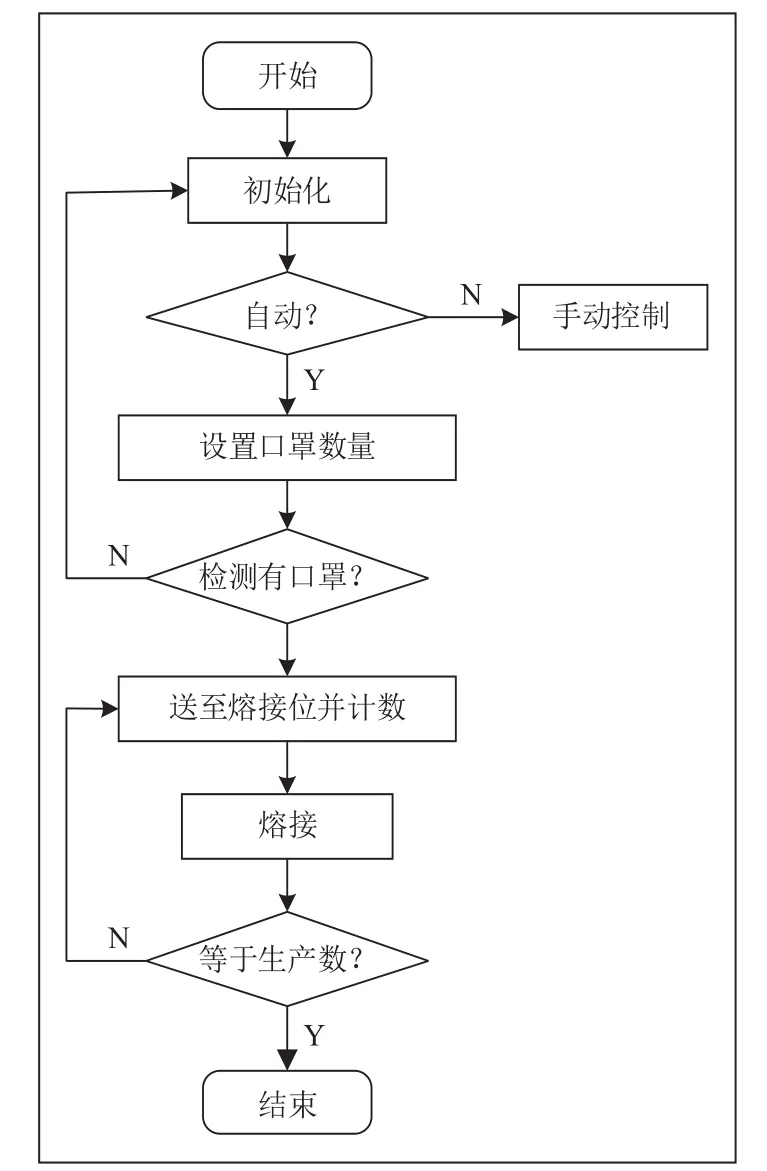
图5 PLC控制主程序流程图
3.3 人机界面设计
人机界面的开发可实现控制过程的可视化,减小操作人员的错误操作[8]。触摸屏界面编辑使用的是集成于TIA博途中的WinCC软件。本系统共设计了4个界面,包括启动界面、自动熔接界面、手动熔接界面、设置界面。
启动界面设计旨在提示操作人员系统已经启动,给操作人员提供了准备时间,防止上电之后的误触造成事故的发生。上电之后进入启界面,在设定的时间之后会自动切换到自动熔接界面,如图6所示。
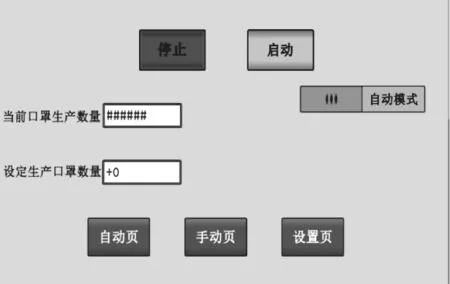
图6 自动熔接界面
手动界面由多个熔接动作按钮、手动模式/自动模式开关、返回按钮和3个屏幕切换按钮组成。设置界面如图7所示,主要用于修改熔接动作的时间和伺服电机的速度和定位的位移来达到工业现场的生产要求,可以更好地契合控制系统灵活性的设计宗旨。

图7 设置监界面
4 结论
本文分析介绍了口罩耳带的熔接工艺要求,从硬件和软件两方面阐述了具体的实现方案,对PLC在控制系统中的工作原理进行了一定的阐释,并简述了触摸屏操作界面的设计。系统设计采用西门子系列的触摸屏作为上位机,S7-1200系列PLC作为下位机,使用TIA博途软件进行硬件组态、程序编写、调试和仿真。相较常规的口罩耳带熔接系统,触摸屏及PLC的应用优化了操作过程,同时增加了设备的灵活性和可调节性。
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
百科探秘·航空航天(2022年6期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
航天制造技术(2022年2期)2022-05-17
建材发展导向(2022年1期)2022-03-08
科学导报·科学工程与电力(2019年7期)2019-09-10
知识就是力量(2018年7期)2018-07-11
科技创新与品牌(2015年10期)2015-10-27
高中生学习·高二版(2014年1期)2014-02-14
