
山羊绒粗纺针织物起毛起球特性
2022-11-22 07:09胡锦健周彩琴
纺织科学与工程学报 2022年4期
王 卫,胡锦健,周彩琴,李 龙
(1.西安工程大学科技处,陕西 西安 710048;2.西安工程大学纺织科学与工程学院,陕西 西安 710048;3.江苏丹毛纺织股份有限公司,江苏 镇江 212351)
0 引言
从20世纪50年代起,纺织科技工作者就开始研究织物起毛起球。山羊绒针织物的起毛起球是相关企业最关注的课题,我国纺织行业“十四五”发展纲要在纺织行业“十四五”科技攻关及产业化项目中已经把羊绒针织品抗起球性研究作为高品质天然纤维制品加工技术的一项关键技术。织物起毛起球趋势由茸毛、纠缠、脱落的速度决定。纤维之间的摩擦以及纤维的弯曲刚度是影响茸毛形成的重要因素。毛球的脱落决定于纤维的耐磨性与强力[1]。织物起毛起球性能的测定有圆轨迹法、改型马丁代尔法、起球箱法、随机翻滚法。中国国家标准GB/T4802.3-2008-起球箱法规定毛粗纺织物的箱体转动数目7200转(转速60r/min),毛精纺织物的箱体转动数目14400转(转速60r/min),或者箱体的转动数目按照顾客的要求决定[2]。ISO12945-1标准说,没有测试预测适于所有类型纺织物,因此有必要约定特定织物结构起球测试的箱体转动数目[3]。由于山羊绒纤维的特性,山羊绒针织物起毛起球是羊绒业界共性研究话题。有关山羊绒针织物起毛起球研究,一些研究者[4-7]报道后整理方法对羊绒织物进行抗起毛起球处理。降低染色温度与缩短染色时间有利于提高山羊绒织物的起球等级[8];防缩处理的山羊绒针织物起毛起球等级高于未处理山羊绒针织物的起毛起球等级[9];走锭纺纱方法加工的山羊绒纱的针织物起毛起球等级高于环锭纺纱加工的山羊绒纱针织物的起毛起球等级[10]。服装的起毛起球是服用过程中织物受到各种摩擦作用所造成的。如果在一定时间内从织物上磨掉的茸毛与毛球速率大于新生成的茸毛与毛球速率,毛球在服装存在的几率就会降低,这与纤维材料、纱线与织物组织结构、摩擦条件等有关。本文采用起球箱法探讨5h内山羊绒针织物的起毛起球等级、磨掉纤维量以及织物表面毛球形态变化。
1 原料与性能测试
1.1 原料
山羊绒粗纺针织物由常用的三种纱线号数制作,针织物为平针组织。纺纱原料、纱线性能与织物参数见表1,其中山羊绒纱通过走锭纺纱方法加工。
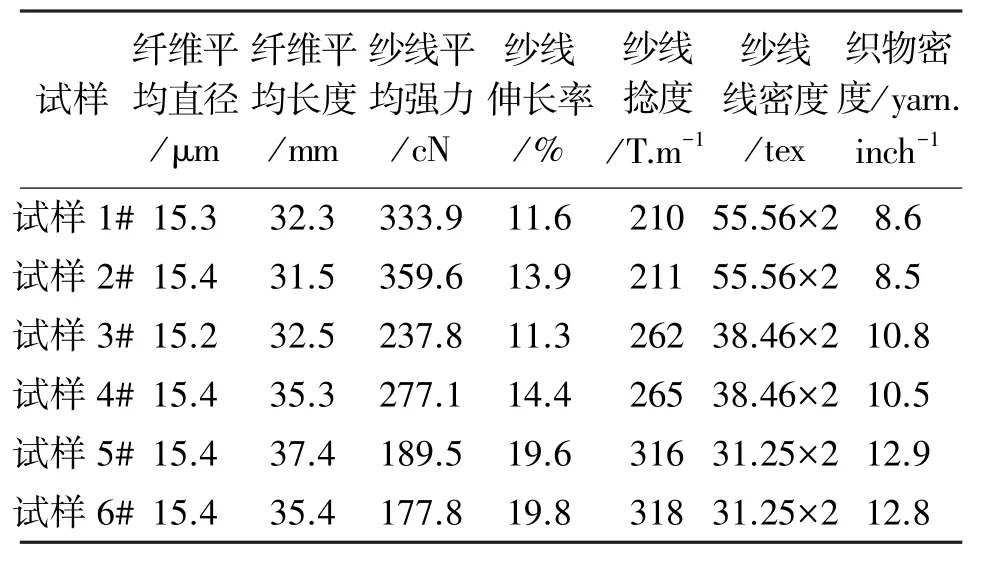
表1 织物试样参数
1.2 性能测试
织物起毛起球等级:按照标准GB/T 4802.3-2008方法测试,实验设计不同的测试时间,采用5级评价方法对测试后试样的起毛起球等级进行评价。
织物表面形态:织物试样用滚箱式起球仪测试一定时间后,采用显微镜观察织物试样表面的形态。
磨掉纤维量:织物试样用滚箱式起球仪测试一定时间后,停止起球仪转动,从箱体中收集磨掉的茸毛与毛球,用电子天平称其重量。
2 结果与分析
2.1 滚箱式织物起毛起球过程
在箱式起球过程中,箱体内放置的四个织物试样之间发生摩擦,并且试样与箱体内衬摩擦,在试样表面不断形成茸毛,其中部分低强力茸毛纤维因摩擦脱落进入箱体,其它茸毛纤维在织物表面纠缠形成毛球,当因摩擦导致固着纤维断裂时毛球脱落(见图1),否则毛球仍留在织物表面。织物起毛起球是一个动态过程,茸毛与毛球在织物表面不断生成,同时一些毛茸与毛球也从织物表面脱落。
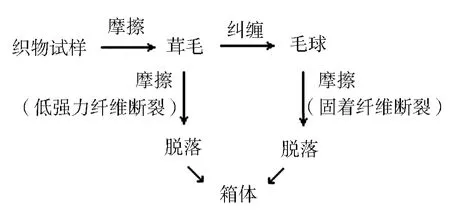
图1 起球箱法起毛起球过程示意图
2.2 试样起毛起球等级
设计试样起毛起球测试时间分别为1h,2h,3h,4h和5h,织物试样起毛起球测试结果见表2。对6个织物试样,测试时间从1h增加到5h,起毛起球等级降低,说明随着测试时间延长,试样表面新生成的茸毛和毛球速率大于脱落的茸毛和毛球速率。虽然6个织物试样所用的纤维长度有差异,测试时间2h时,试样的起毛起球等级没有明显差异。测试时间5h时,较长纤维的织物试样起毛起球等级高于较短纤维织物试样的起毛起球等级。因为随着测试时间延长,织物试样受摩擦次数增加,造成较短纤维构成的纱线表面的纤维端不断增多,在织物试样表面生成的茸毛和毛球速率增大,较短纤维织物试样起毛起球等级降低。

表2 不同测试时间试样起毛起球等级结果
图2为测试时间1h~5h试样3#表面外观状态。由图2看到,5小时内织物试样表面不断形成新的茸毛和毛球,且从织物试样上磨掉的茸毛和毛球速率小于摩擦中新生成的茸毛和毛球速率,试样表面上茸毛和毛球增多。由于毛球的固着纤维没有断裂,随着时间延长试样上毛球与周围茸毛再纠缠,导致试样表面上毛球外观形貌变大、结构紧密。


图2 不同测试时间内试样3#的外观
2.3 磨掉纤维量
起毛起球时间1h到5h,6个织物试样分别磨掉纤维(茸毛和毛球)量的测试结果见图3。从图3得到,测试时间从1h增加到5h,从织物试样上磨掉的纤维量呈现增加趋势。结合上页表2实验结果,随着时间延长,不仅试样表面生成大量毛茸、毛球,而且从试样表面磨掉的毛茸与毛球量也较多。对于6个试样,磨掉的纤维量(y,mg)与起毛起球测试时间(x,h)的关系如下,其中R为相关系数:

图3 不同测试时间磨掉的纤维量
试样1#,y=1.7383x1.8933,R=0.9999;
试样2#,y=2.2139x1.7239,R=0.9974;
试样3#,y=1.5176x2.0192,R=0.9967;
试样4#,y=1.8493x1.776,R=0.9985;
试样5#,y=4.8248x1.4884,R=0.9906;
试样6#,y=1.6698x1.8341,R=0.9989
在起毛起球测试时间5h内,6个织物试样磨掉的纤维量(y)与测试时间(x)均呈乘幂关系,且相关系数R>0.99.
在试样起毛起球测试时间5h内,设计相同时间间隔1h,每间隔1h从箱体内收集从磨掉的毛茸与毛球并称量,结果见图4。由图4可知,在起始的1h内,从织物试样上磨掉的毛茸与毛球较少,但是在随后的每1h内,从试样上磨掉的毛茸与毛球量依次递增。

图4 时间间隔1h磨掉的纤维量
3 结论
测试时间1h,织物试样起毛起球等级无明显差异,试样表面毛茸增多。在起毛起球测试初期的1h所磨掉的茸毛和毛球量小于起毛起球后期的1h所磨掉的茸毛和毛球量。测试时间延长,从织物试样上磨掉的茸毛与毛球量增加,织物试样表面存在的茸毛和毛球也增多。说明起球过程中随着时间增加,织物试样中的纱线因摩擦产生更多的纤维端,导致织物试样表面茸毛生成的速率不断增加。虽然时间延长磨掉的茸毛和毛球量也增加,但是从织物试样上磨掉茸毛和毛球的速率小于试样表面新生成茸毛和毛球的速率,造成试样表面茸毛和毛球积累。
猜你喜欢
纺织标准与质量(2022年3期)2022-08-10
中国纤检(2020年11期)2020-12-19
数学大王·低年级(2020年11期)2020-11-19
阅读(中年级)(2020年3期)2020-06-01
染整技术(2019年1期)2019-04-19
纺织报告(2019年6期)2019-03-26
茶叶通讯(2018年4期)2018-03-20
作文周刊·小学三年级版(2016年34期)2017-04-15
宠物世界·猫迷(2016年3期)2016-04-23
中国蔬菜(2015年12期)2015-08-08
