
热处理对激光增材制造Ferrium M54钢微观组织及力学性能的影响
2022-11-29 02:49赵忠超姜庆伟
金属热处理 2022年11期
赵忠超, 宁 静, 苏 杰, 姜庆伟
(1. 昆明理工大学 材料科学与工程学院, 云南 昆明 650093;2. 钢铁研究总院有限公司 特殊钢研究院, 北京 100081)
Ferrium M54钢是一种二次硬化型高合金超高强度钢,具有优异的强韧匹配性和显著的抗应力腐蚀能力,且成本低,广泛应用于飞机起落架等航空航天领域[1-3]。Ferrium M54钢部件的传统制造工艺需要许多热加工步骤,后续需要大量的机加工,导致生产周期长,成本高[1,4-5]。激光增材制造是一种快速成形的增材制造技术,其与传统制造工艺相比具有许多独特优点,如无模具、材料利用率高、生产成本低、自由度高等[6-8]。激光增材制造(Laser additive manufacturing,LAM)特别适合生产难加工的高性能大型金属部件[8]。目前在超高强度钢领域,已开展了大量增材制造工艺参数及工艺参数对其性能的研究[9-10]。
目前关于激光增材制造超高强度钢的报道,主要是集中在沉积态组织表征,热处理工艺及力学性能方面的研究。如刘正武等[11]研究发现激光熔化沉积15-5PH 钢的沉积态组织是由马氏体+铁素体组成,同时析出大量细小的NbC。王俊等[12]研究了时效处理对激光增材制造17-4PH沉淀硬化不锈钢的微观组织及力学性能的影响。王志会等[13]分析了激光增材制造AF1410钢沉积态和热处理后的微观组织、硬度、室温拉伸性能变化。
本文采用激光增材制造技术(LAM)制备了Ferrium M54二次硬化超高强度钢,研究了沉积态及传统热处理后M54钢微观组织及力学性能的变化规律,探索了改善激光增材制造M54二次硬化超高强度钢性能的热处理工艺,以期为其工业化应用提供参考。
1 试验材料与方法
试验使用的Ferrium M54钢的球形粉末(见图1)是通过等离子旋转电极雾化法制备,粉末的粒度为50~150 μm,粉末及成品的化学成分见表1。

图1 激光增材制造用Ferrium M54钢的粉末形貌Fig.1 Morphology of the Ferrium M54 steel powder used for LAM

表1 Ferrium M54钢粉末以及沉积成品的化学成分(质量分数,%)
LAM系统中配备了TruDiode 4006激光器、D70同轴送粉熔覆头、ABB六轴机器手等,基板采用30CrMnSiA钢,经打磨、酒精擦拭处理。取沉积方向(DD)为纵向,扫描方向(SD)为横向,激光增材制造工艺参数:激光束功率为1800 W,光斑直径为φ3 mm,扫描速度为2.6 mm/s,单层沉积厚度为0.8 mm,送粉速度为16.21 g/min。在高纯氩气下逐层沉积,最终成形出尺寸为40 mm×50 mm×80 mm的沉积块,沉积过程如图2(a)所示,成品件如图2(b)所示。

图2 激光增材制造示意图(a)及成品件(b)Fig.2 Laser additive manufacturing diagram(a) and finished product(b)
热处理制度参考传统Ferrium M54钢的热处理工艺,首先对试样进行固溶处理,在1075 ℃保温75 min后空冷(AC),然后在1060 ℃保温1 h,油淬(OQ),随后在-73 ℃ 深冷处理 2 h,最后分别在495、510和525 ℃ 下进行时效处理,保温5 h后空冷。
热处理后的试样经磨制、机械抛光后用4%硝酸酒精腐蚀,使用OLYMPUS GX53光学显微镜和Quanta 650型扫描电镜(SEM)对沉积态及热处理后的微观组织进行分析,同时还利用X射线衍射(XRD)技术对物相进行分析。拉伸性能检测依据GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》在WDW-300E力学拉伸试验机进行室温拉伸测试,使用Quanta 650型扫描电镜观察了断口形貌。依据GB/T 4340.1—2009《金属材料 维氏硬度试验 第1部分:试验方法》,利用TH300数显维氏硬度计进行硬度测试,加载载荷砝码1 kg,保荷时间10 s。
2 试验结果与讨论
2.1 沉积态微观组织
激光增材制造Ferrium M54二次硬化超高强度钢组织受工艺参数、沉积块形状、尺寸的影响[14]。根据激光增材制造微熔池、冷速快的特点[15],当熔池温度降到Tm以下时先凝固为铁素体,随着温度下降,铁素体转变为奥氏体,高温铁素体受到冷速制约转变不完全保留下来小部分,当温度下降到Ms点以下时,奥氏体转变为马氏体成为主要相。
Ferrium M54钢沉积块横截面和纵截面的微观组织如图3所示,从图3(a)可以看出,横截面为密集的胞状结构,纵截面的胞状微观组织出现了溶解,表明激光增材制造Ferrium M54钢的沉积态组织为沿沉积方向生长的柱状晶。
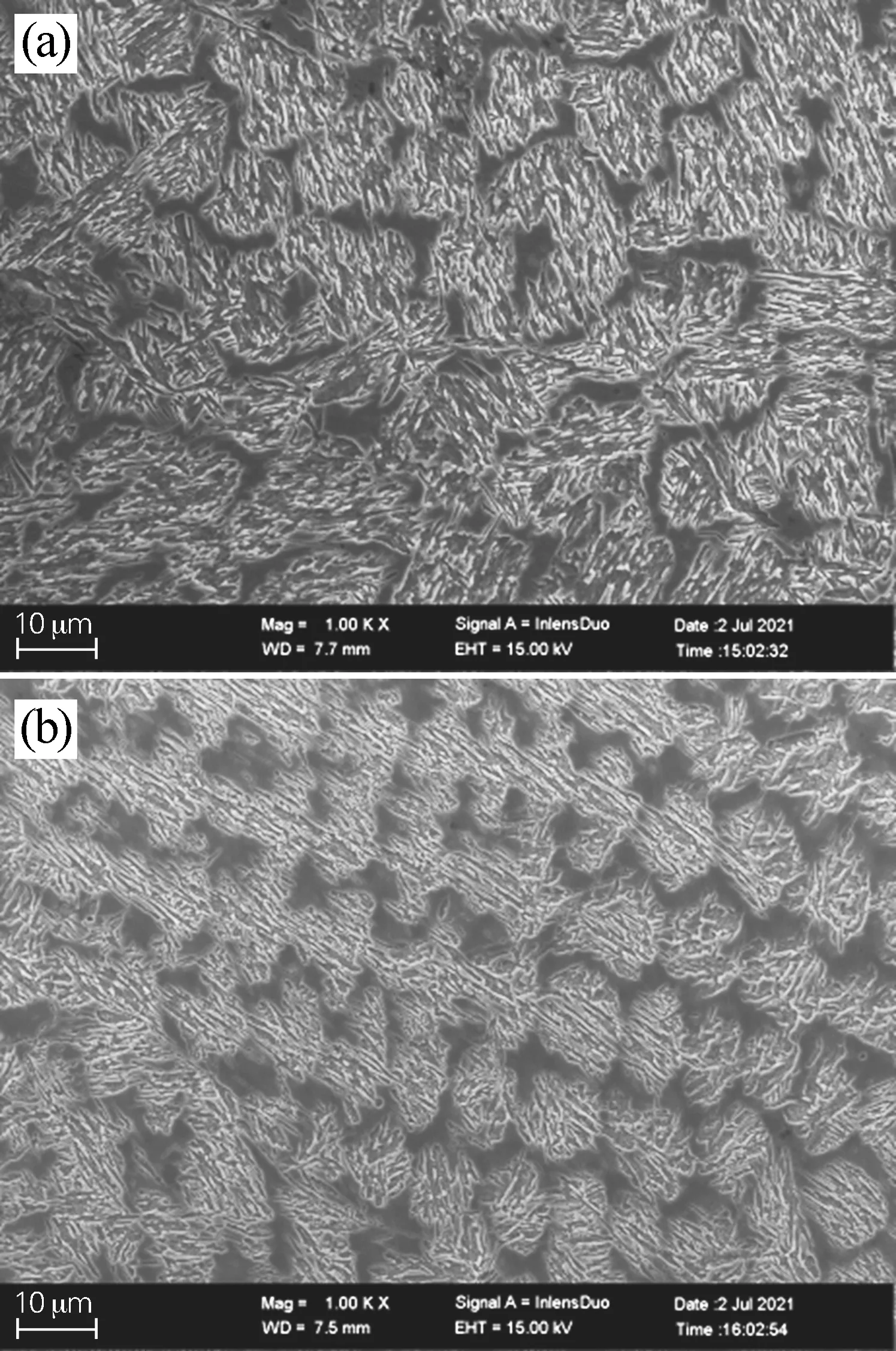
图3 沉积态Ferrium M54钢的显微组织(a)横截面; (b)纵截面Fig.3 Microstructure of the deposited Ferrium M54 steel(a) cross section; (b) longitudinal section
2.2 热处理后微观组织
激光增材制造Ferrium M54钢的热处理态微观组织如图4所示。采用传统的热处理制度主要是考虑通过高温固溶破坏激光增材制造中典型的胞状结构,尝试用传统热处理消除掉LAM M54钢的各向异性,结果如图4所示。3种热处理方式基本上消除了胞状结构,组织各向异性消除。
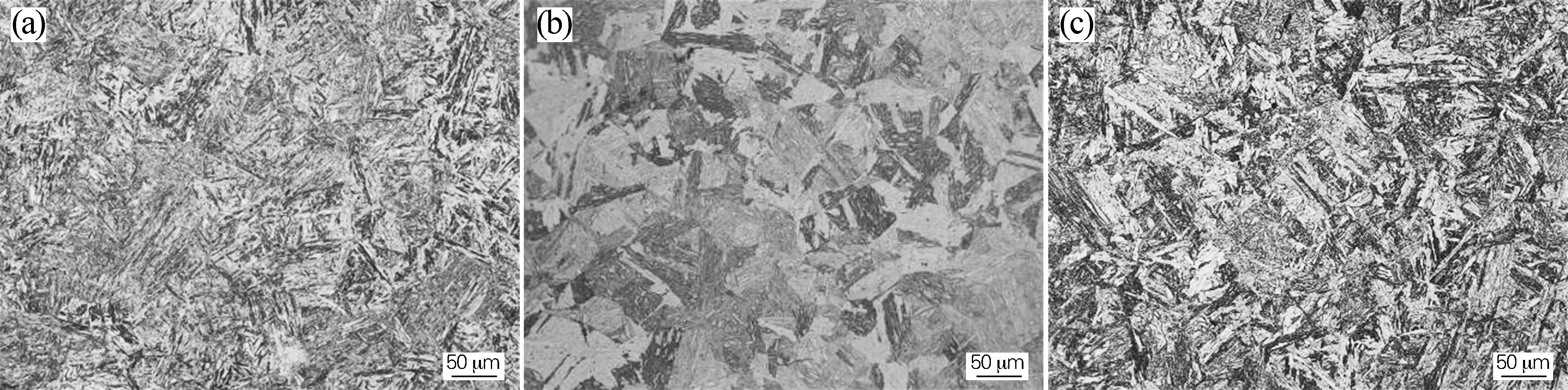
图4 不同热处理态激光增材制造Ferrium M54钢的微观组织Fig.4 Microstructure of the laser additive manufactured Ferrium M54 steel with different heat treatment states(a) 1075 ℃×75 min, AC; (b) 1060 ℃×1 h, OQ; (c) 1075 ℃×75 min, AC+1060 ℃×1 h, OQ
经固溶、淬火、冷处理和时效处理后激光增材制造Ferrium M54钢的组织如图5所示,经495、510和525 ℃时效处理后,Ferrium M54钢的组织主要为马氏体+残留奥氏体。由于时效温度差异不大,且激光增材制造拥有高的温度梯度和冷却速度,导致Ferrium M54超高强度钢的组织细小,二级组织混杂,在低倍观察中难
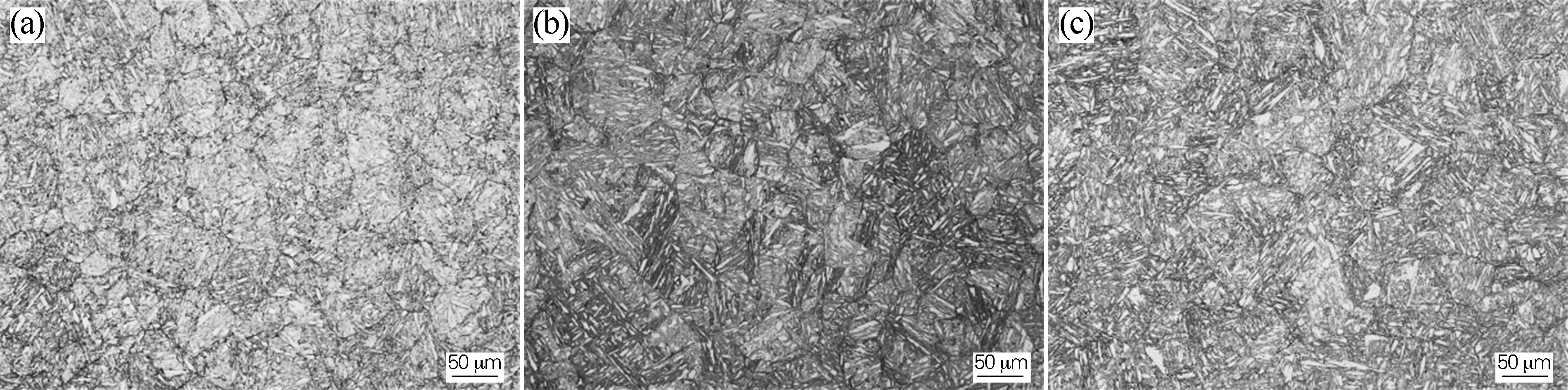
图5 固溶+淬火+深冷+不同温度时效处理后激光增材制造Ferrium M54钢的显微组织Fig.5 Microstructure of the laser additive manufactured Ferrium M54 steel after solution treatment+quenching+cryogenic treatment+aging at different temperatures(a) 495 ℃; (b) 510 ℃; (c) 525 ℃
以发现3个不同时效温度下的差异。
为了探索时效温度对激光增材制造Ferrium M54钢微观组织的细微影响,以期寻找适合增材制造工艺的时效温度。采用扫描电镜观察了3种不同时效温度下Ferrium M54钢的组织,如图6所示。从图6可以看出,激光增材制造Ferrium M54钢热处理后组织主要为板条马氏体,板条形态清晰,多个平行排列的马氏体板条形成马氏体板条束,并且在马氏体板条周围分布着细小白色球形相。

图6 不同时效温度下激光增材制造Ferrium M54钢的SEM照片Fig.6 SEM images of the laser additive manufactured Ferrium M54 steel aged at different temperatures(a,b) 495 ℃; (c,d) 510 ℃; (e,f) 525 ℃
图7是激光增材制造Ferrium M54钢经不同温度时效后的XRD图谱。由图7可知,不同时效温度下Ferrium M54钢中的主要相为马氏体,只检测到了马氏体的衍射峰,Ferrium M54钢在时效过程中可能产生逆转变奥氏体和细小分散的合金碳化物,但是并没有其衍射峰,可能是因为其含量太少,未被检测到。
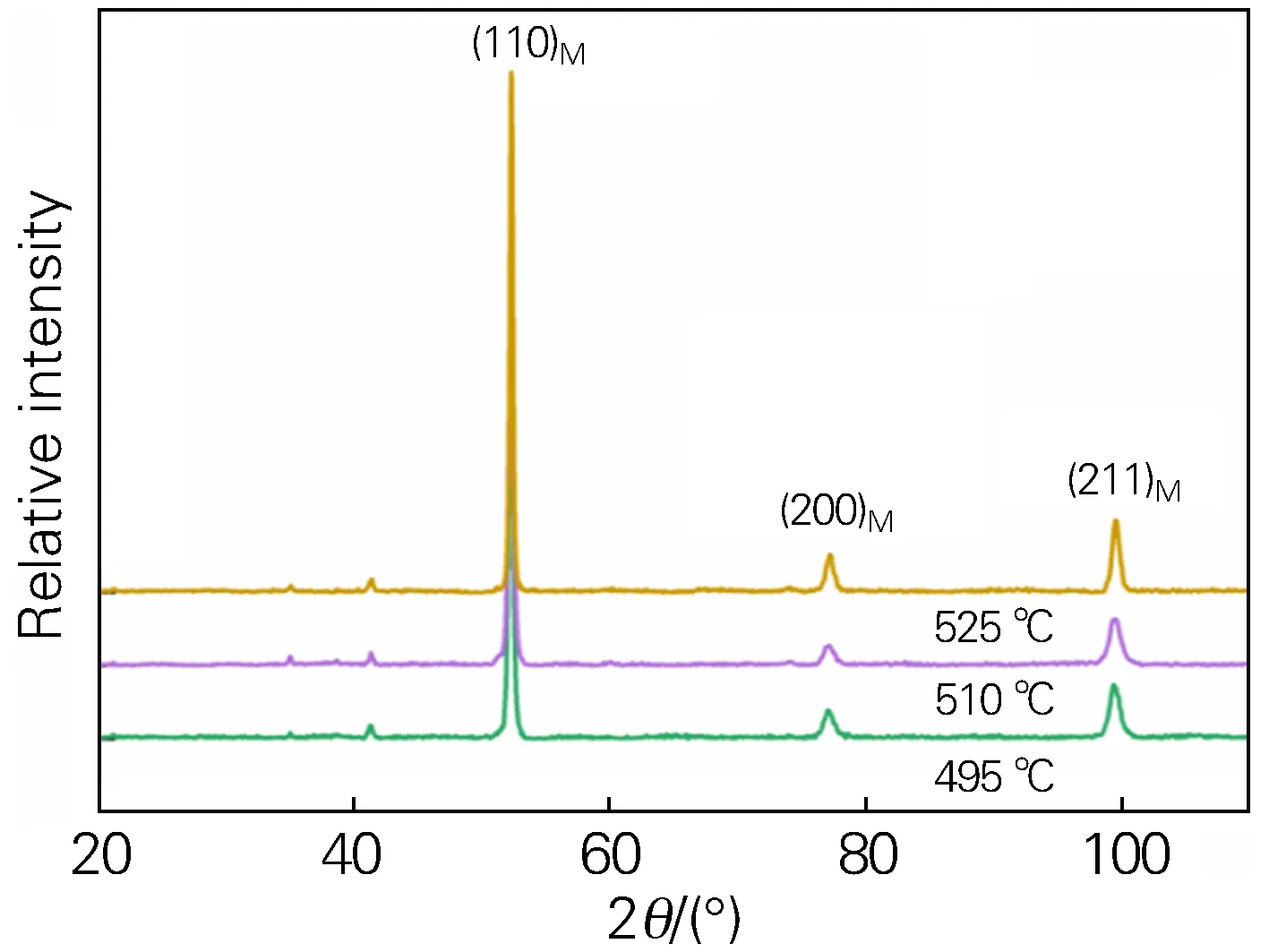
图7 不同时效温度下激光增材制造Ferrium M54钢的XRD图谱Fig.7 XRD patterns of the laser additive manufactured Ferrium M54 steel aged at different temperatures
2.3 力学性能
经不同温度时效处理及沉积态的Ferrium M54钢室温力学性能见表2。经最终时效处理后Ferrium M54钢表现出较好的强度和塑性,510 ℃时效处理后综合性能最优。510 ℃时效的抗拉强度为1863 MPa,屈服强度为1594 MPa,与锻态相比,抗拉强度较低,屈服强度相近,伸长率一致,断面收缩率较低。不同温度时效试样的拉伸断口形貌如图8所示。拉伸断口为典型的准解理断裂,由纤维区、放射区和剪切唇3个区域组成。510 ℃时效后试样的微观断口形貌如图8(d)所示,存在大量小而浅的韧窝。

图8 不同温度时效后Ferrium M54钢的拉伸断口形貌(a,c,e)宏观;(b,d,f)微观;(a,b)495 ℃;(c,d)510 ℃;(e,f)525 ℃Fig.8 Tensile fracture morphologies of the Ferrium M54 steel aged at different temperatures(a,c,e) macroscopic; (b,d,f) microscopic; (a,b) 495 ℃; (c,d) 510 ℃; (e,f) 525 ℃
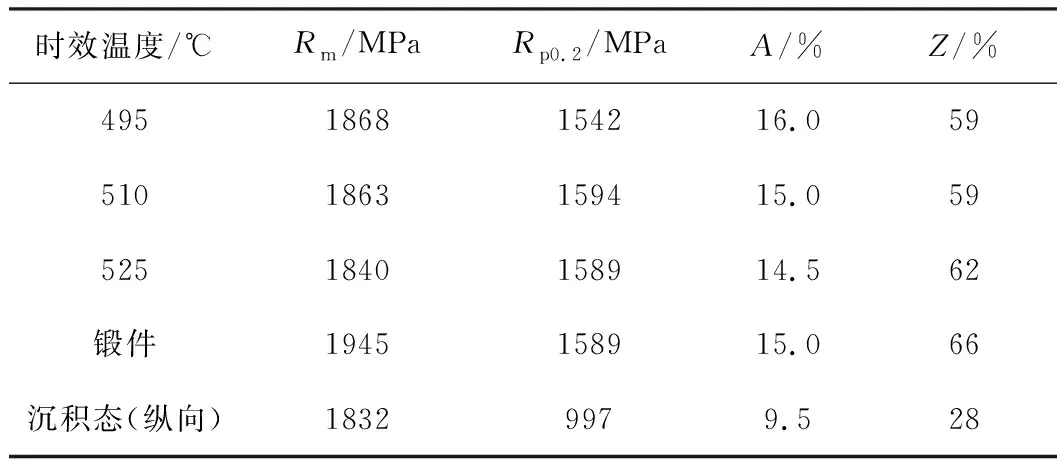
表2 不同状态激光增材制造Ferrium M54钢的室温拉伸性能
不同热处理态Ferrium M54钢硬度测试结果如图9所示,可以看出没有经过时效处理的试验钢硬度偏低,1075 ℃固溶+1060 ℃油淬后硬度最低,仅为382 HV,而后续的深冷+时效处理提高了试样的硬度,可能是因为深冷处理促进了残留奥氏体发生马氏体相变,使硬度进一步提高。经不同温度时效处理后,510 ℃时效处理后的硬度最大,约为603 HV,其二次硬化现象更明显。

图9 不同热处理态激光增材制造Ferrium M54钢的硬度Fig.9 Hardness of the laser additive manufactured Ferrium M54 steel with different heat treatment states
3 结论
1) 激光增材制造(LAM)制备的沉积态Ferrium M54钢组织具有定向凝固特征,表现为沿沉积方向生长的柱状晶,横截面为密集的胞状结构。
2) 经高温固溶处理后,定向生长的柱状晶形貌基本消失,直接经1060 ℃油淬后马氏体板条变得粗大。经后续深冷+时效处理后,获得较细小的马氏体组织。
3) 1075 ℃固溶+1060 ℃油淬+-73 ℃深冷+510 ℃时效处理后激光增材制造Ferrium M54钢的性能最好,抗拉强度为1863 MPa,屈服强度为1594 MPa,断后伸长率为15%,断面收缩率为59%,硬度为603 HV。
猜你喜欢
金属热处理(2022年8期)2022-09-05
石材(2022年4期)2022-06-15
山东冶金(2022年1期)2022-04-19
模具工业(2021年6期)2021-06-25
装备制造技术(2020年1期)2020-12-25
热处理技术与装备(2019年4期)2019-09-13
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
激光与红外(2018年3期)2018-03-23
焊接(2016年7期)2016-02-27
