
焦化废水零外排技术研究与应用
2022-12-09 12:27翟伟光潘君伟
煤炭与化工 2022年10期
翟伟光,潘君伟
(本钢北营钢铁(集团)股份有限公司炼铁总厂,辽宁 本溪 117017)
0 引 言
焦化废水是焦炭生产过程中,来自于配合煤水份和炼焦过程反应的化合水,随荒煤气回收经蒸氨处理产生的含酚氰废水,本钢北营钢铁(集团)股份有限公司炼铁总厂焦化废水主要成分包括COD≤4 000 mg/L,氨氮≤50 mg/L,pH值:6~9,挥发酚≤700 mg/L,氰化物≤20 mg/L。由于近年来的环保管控要求日益严格,对焦化废水减量化、无害化处理技术需求呼声越来越高,无论从经济效益角度,还是从环保效益角度,进一步开发和研究焦化废水技术,减少对环境水体的污染势在必行。本文通过研究和开发焦化废水零外排技术,确定并实践了源头预处理系统建设、生化系统升级、后混凝系统处理更新、中水系统建设的工艺技术线路,最终使中水系统产水达到工业生产用水补水标准,中水系统浓水达到《炼焦化学工业污染物排放标准》(GB16171-2012)中表1.1规定的间接排放限值要求,用于炼铁高炉冲渣。至此焦化废水经处理后全部回收利用。从根本上实现了无害化、减量化的目标。
1 焦化废水概述
本钢北营钢铁(集团)股份有限公司炼铁总厂焦化废水(简称蒸氨废水)由3个生产区组成:一区蒸氨废水产生量:34 m3/h;二区蒸氨废水产生量:26 m3/h;三区蒸氨废水产生量:70 m3/h,需处理总量合计为130 m3/h。原一区蒸氨废水工艺为AAO+芬顿,二区蒸氨废水工艺为AAO,三区蒸氨废水工艺为AAO生化系统+超电解(芬顿)+生物曝气滤池,一、二、三区蒸氨废水处理系统均含有投加稀释水的设计(蒸氨废水∶稀释水=1∶1)。一、二区处理后废水均送至污水处理厂进一步处理后回用至各厂工业补充水,三区处理后废水全部送至铁厂高炉冲渣。但各区处理后总水量偏大不符合集团公司减量化、无害化的管理理念,也影响到零外排的战略目标,所以急需规划新的废水处理工艺方案并提高处理后水质。
2 焦化废水生化系统零外排技术研究与应用
本钢北营钢铁(集团)股份有限公司在废水减量化、无害化及零外排方面一直进行探索研究,针对3个生产区物理距离分散,各区废水处理系统能力有所区别:一区蒸氨废水设计处理能力50 m3/h,二区蒸氨废水设计处理能力35 m3/h,三区蒸氨废水设计处理能力100 m3/h,均执行蒸氨废水与稀释水比例为1∶1的生产模式。三区设计处理最大。结合实际蒸氨废水需处理量和现场占地空间有限无法扩建的情况,决定将一、二、三区蒸氨废水统一到三区废水系统处理,并采取零稀释水的工艺,增设预处理系统以降低蒸氨废水污染物浓度,从而实现现有三区生化系统处理能力可满足3个生产区产生的蒸氨废水处理需要的目标,最后辅助完善混凝加药系统、增设中水系统,达到实现减量化、无害化及零外排。
2.1 确定基本工艺路线
预处理系统(新增)、生化系统(更新厌氧缺氧池旧的花环填料、好氧曝气微孔改为悬插式)、混凝加药系统(完善加药种类)、增设中水系统(臭氧发生器、催化氧化塔、一级超滤反渗透),产水自回用水池送至三区工业水蓄水池作为生产消防水补充水,浓水收集在浓盐排放水池,送至高炉冲渣水池作为冲渣补水。
生化工艺流程如图1所示。

图1 生化工艺流程Fig.1 Biochemical process flow diagram
中水系统流程如图2所示。
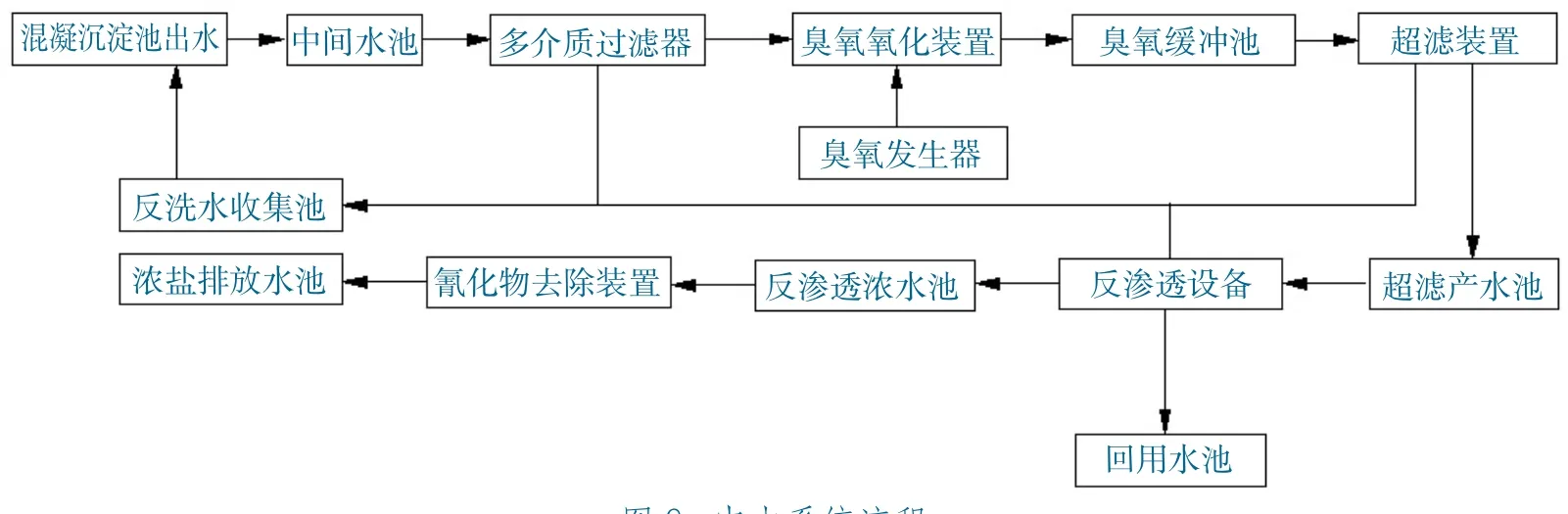
图2 中水系统流程Fig.2 Flow chart of reclaimed water system
2.2 预处理系统技术
将一、二、三区蒸氨废水集中至重油除油池,重力除油后送至纳米气浮池出去浮油,浮选出的油沫、油渣收集送至配型煤系统,废水70%~100%转入预曝气池,30%~0依次进入厌氧、缺氧池。经预曝气池氧化、破链降解,将主要污染物浓度COD指标由4 000~4 500 mg/L降至300~500 mg/L,降解率可达到90%,氨氮<30 mg/L。预曝气池采用悬插式曝气头,由风机供压缩空气,同时投加磷类、纯碱、葡萄糖药剂补充稳定C∶N∶P比例未100∶5∶1;池内设置回流沉淀装置,消泡水采用该回流沉淀装置的上清液,沉淀的污泥部分回流、部分送至生化段的污泥浓缩池。预曝池沉降比控制在60%~70%,最高≤80%,沉降比超高就要加强排泥操作。
2.3 生化系统技术
由于70%以上的蒸氨废水98 m3/h经过预曝池提前降解,污染物浓度COD已降至300~500后进入好氧池(利旧未扩容),而剩余未经预曝池处理的蒸氨废水量最大仅为42 m3/h,进入原厌氧池和缺氧池(其原设计处理能力为100 m3/h),缺氧出口的污染物浓度COD也会被降解到COD 600~900 mg/L,氨氮<20 mg/L。综合预曝池出水和缺氧池出水总量在140 m3/h,COD 300~500 mg/L,氨氮<30 mg/L进入好氧池。该好氧池原处理能力总流量200 m3/h(100 m3/h废水:100 m3/h稀释水,COD<900 mg/L,氨氮<80 mg/L)完全能满足总流量140 m3/h、COD300~500 mg/L,氨氮<30 mg/L的实际处理需求。1 a的实践证明:好氧池出口COD可稳定达到≤400 mg/L,氨氮≤3 mg/L,酚≤0.3 mg/L,氰≤0.2 mg/L。
2.4 混凝加药系统技术
为保证生化处理后废水能顺利进入中水系统进行深度处理,需要对生化处理后废水进行混凝、排泥操作,在原有混凝沉淀系统的基础上,完善加药药剂种类和投加点位,利用净水剂、聚铁、液碱等药剂将废水进行絮凝沉淀,加药后的废水指标可实现COD≤80 mg/L,氨氮≤1 mg/L(甚至测不出)。悬浮物≤70,色度≤150倍。由于实际生产运行过程中,悬浮物指标易产生波动,所以在混凝出水的中间水池增加了一台保安过滤装置(转盘过滤器),保障进中水系统的水质进一步稳定合格。
2.5 增设中水系统技术
为达到中水回用及零外排的设计规划目标,就要保证有可靠充分的中水处理能力,经多方技术交流确定采用臭氧氧化+多介质过滤器+保安过滤器+超滤膜过滤+反渗透膜的工艺。
臭氧氧化环节主要是为了保障混凝后废水COD指标在进入超滤膜过滤器前能稳定保持在50 mg/L,减少其污堵的程度和反洗的频次。但在臭氧氧化生产运行过程中会由于强氧化破链作用导致水体中悬浮物增加,此部分悬浮物颗粒不均匀,一方面稍大颗粒会在超滤膜前的保安过滤器被截留下来,造成保安过滤器滤芯更换频率上升,另一方面微小颗粒会透过超滤膜进入反渗透膜,对反渗透膜造成污堵,外在表现为反渗透膜压差增高频率上升。所以臭氧环节的使用可视混凝后废水悬浮物及COD含量而选择调整氧消耗量、臭氧发生器功率甚至阶段性开启或者停运臭氧氧化工艺。
超滤膜日常使用压差须保持在-20 Pa以内,并设置自动反洗程序,当压差达到-22 Pa以上时,则需要停产进行化学清洗。
3 焦化废水零外排技术研究与应用的意义
3.1 示范意义的推广
本钢北营钢铁(集团)股份有限公司炼铁总厂焦化废水基于“无害化、减量化”的先进治理理念,针对日益严格的环境安全标准,运用源头减负、过程减量的方法,深度研究和开发先进技术的融合,归纳并创造出一套绩效双优的工艺技术,并在实践生产中得到充分的验证,取得了良好的治理效果,成功地实现了零外排的战略目标。
3.2 显著的效益
焦化废水零外排技术研究与应用因减少废水处理后的排出量,使后续污水处理厂不用再接收和处理焦化废水,降低了其运行成本;同时可利用新系统产水作为三区生产用水的补充水,替代了一部分新水的消耗量,减少企业运行的成本。据统计,年减少污水处理厂运行成本512.46万元,新水降耗每年可节约78.84万立新水。
4 结 语
“焦化废水零外排技术研究与应用”打造了绩效双优的焦化废水处理工艺,成为焦化废水处理的标杆性技术,在众多的焦化废水处理类型中,从源头减负、过程减量、结果稳定合格3个方面给焦化废水行业的治理提供了有力的参考和宝贵的经验。
猜你喜欢
今日农业(2021年8期)2021-11-28
工程与建设(2019年3期)2019-10-10
基础医学与临床(2018年2期)2018-02-12
中国预防兽医学报(2018年12期)2018-01-25
中国资源综合利用(2017年3期)2018-01-22
文史春秋(2017年10期)2017-11-29
科技创新导报(2016年31期)2017-03-30
阿来研究(2016年1期)2016-12-01
河北工业大学学报(2016年6期)2016-04-16
汽车实用技术(2015年8期)2015-12-26
