
城镇燃气聚乙烯管道压扁阻断关键技术分析
2023-02-10 02:53雷素敏于燕平方媛媛
煤气与热力 2023年1期
雷素敏,乔 佳,于燕平,方媛媛
(北京市燃气集团研究院,北京 100011)
1 概述
随着PE管材在城镇燃气管网中的应用越来越广泛,各种PE管抢险维修新技术、新设备应运而生。其中压扁阻断就是基于PE管道良好韧性的专用管道施工及维护技术[1]。该技术采用夹管器将PE燃气管道压扁直至管道内壁贴合,从而控制燃气流量,同时结合带压开孔技术加装临时旁通管,实施PE燃气管道不停气条件下修复、更换、接管等作业[2]。此技术近年来在国内各燃气公司得到了推广应用。
2 相关标准情况
在国外,美国、英国针对PE管材压扁阻断工艺的产品标准、施工标准较为完善。产品标准中,美国标准ASTM 1563-01《聚乙烯(PE)油气管道压扁工具标准》(Standard Specification for Tools to Squeeze-off Polyethylene (PE) Gas Pipe or Tubing)规定了PE管道压扁工具的相关要求,包括结构、尺寸等。英国标准GIS/PL2-7《天然气和适宜人工煤气用聚乙烯管材和管件 第7部分:压扁工具与设备》(Polyethylene pipes and fittings for natural gas and suitable manufactured gas Part 7: Squeeze-off tools and equipment)中,除了结构、尺寸外,还规定了工具的材料、性能及检验等要求。国际标准ISO 4437-2《燃气用塑料管道(PE)系统 第2部分:管材》(Plastics piping systems for the supply of gaseous fuels-Polyethyene(PE) - Part2:Pipes)中提出了压扁复原试验方法,此方法在实验室检测,为管材型式检验的一项内容,用于检测新管材的压缩复原性能。
施工标准ASTM F1041-02《聚烯烃油气管道压扁操作标准指南》(Standard Guide for Squeeze-off of Polyolefin Gas Pressrue Pipe and Tubing)规定了聚烯烃压力管道的压扁及复原工序的相关要求。ASTM F1734-03《避免聚乙烯燃气管道长期损坏的挤压工具、管道、压扁工序组合评定标准》(Standard Practice for Qualification of a Combination of Squeeze Tool, Pipe, and Squeeze-off Procedures to Avoid Long Term Damage in Polyethylene (PE) Gas Pipe)规定了PE管道压扁操作工序评定的相关要求。《美国塑料管道协会(PPI)聚乙烯管道手册》中第二章规定了PE管道压扁操作的相关要求,包括压扁速率、压扁位置以及安全要求。
在国内,尚无压扁阻断技术的专用标准。GB/T 15558.1—2015《燃气用埋地聚乙烯(PE)管道系统 第1部分:管材》只是对管材产品的压缩复原性能试验的流程进行了简单描述与规定,未涉及具体操作与安全方面的要求,不适用于施工现场的压扁阻气操作。行业标准CJJ 51—2016《城镇燃气设施运行、维护和抢修安全技术规程》第5.3.7条只是提出了PE管道使用夹管器压扁后应复原并标注位置,同一位置不得压扁2次的要求,未提出其他具体操作要求与相关的技术指标。
3 PE管压扁阻断技术存在的问题
① PE管材对温度比较敏感,随着环境温度降低变得越来越硬而脆,当低于一定环境温度时,采用压扁阻断工艺,极有可能使管材表面产生裂纹,增加燃气泄漏风险。GIS/PL2-7提出,压扁阻断工具及设备可在-5~30 ℃范围使用。英国某协会发布的PE燃气管道施工规范提出,压扁阻断操作的环境温度应高于0 ℃。压扁阻断是否能在低于0 ℃且高于-5 ℃的环境温度下操作需要研究与验证。
② PE管的管径越大,壁厚越厚,压扁时越不容易阻断PE管内燃气,尤其是在运行压力较高的条件下,有可能出现压扁处燃气泄漏的情况。若燃气泄漏量过大,在后续切线作业时,会对操作人员造成伤害。因此,多大口径的PE管可以采用压扁阻断工艺,是需要明确的问题。
③ 压扁操作前首先应明确PE管压扁位置。不是任何位置都能进行压扁操作,如果选择在PE管系统的薄弱处,如接头、表面划痕等应力集中处进行压扁,则有可能损伤PE管材。因此,压扁操作位置的选择也是需要关注的问题。
④ 夹管速率和松开速率对压扁操作非常重要。PE材料的力学性能与施加载荷的速率密切相关,夹管与松开时,需有足够的时间让管材吸收和释放由压扁所产生的应力,因此夹管与松开操作都应在低速状态下进行,松开速率的控制应该更为小心[3]。夹管速率与松开速率如何控制,也是本文重点分析的内容。
综上所述,上述提到的关键技术指标,如压扁阻断工艺适用的管径范围、环境温度、压扁位置、压扁速率等,直接关系到施工安全与工程质量,在国内缺少相应标准指导的情况下如何明确这些指标,是亟待解决的问题。
4 PE管压扁阻断技术关键指标分析
4.1 压扁阻断工艺适用的管径范围与环境温度
压扁阻断是通过操作夹管器平行杆之间的管道来控制PE管内流量的一种方法,流量控制并不意味着使管内燃气流量降至0,尤其在较大口径、较高压力或较低环境温度情况下,压扁处可能会出现燃气泄漏,压扁后的管材性能有可能降低。虽然GB/T 15558.1—2015提出了管材产品的压缩复原试验要求,但是由于此标准是产品标准,标准要求管材制造商应保证压缩复原后的管材能满足静液压强度的要求,而针对压扁阻断效果,即燃气泄漏量并没有提出规定。针对这个问题,开展压扁阻断的相关测试,主要包括气体泄漏量的测试,以及压扁阻断后管材的静液压强度性能测试。
① 试验方案
目前,国内无压扁阻断的气体泄漏量测试方法与合格指标的相关标准。笔者依据英国标准GIS/PL2-7中压扁阻断气体泄漏测试的方法,搭建压扁阻断性能测试试验台,试验装置见图1。

图1 试验装置
出于安全考虑,实验介质选用氮气。试验压力最小为0.1 MPa,并依次以0.1 MPa的间隔升压,直至达到最高试验压力0.6 MPa。
为了验证压扁阻断是否能在低于0 ℃且高于-5 ℃的环境温度下操作,本试验在-5、0 ℃下进行。由于实验条件有限,为了模拟此试验环境,将管材样品放入冷冻室内,分别在-5、0 ℃温度下状态调节至少12 h后取出,并立即进行压扁阻断。
试样尽量做到管材的常用规格、级别全覆盖。考虑到公称外径dn为315 mm的管材壁厚较厚,实际工程一般不采用压扁阻断工艺,因此本实验用试样选用公称外径dn为63、90、110、160、200、250 mm等常用规格,每个规格选用级别为PE80、PE100的材料进行试验。同时,为了验证实验的一致性,每种规格、每种级别的管材试样分别取2根,共计24根。试样的长度参考GB/T 15558.1—2015中管材压缩复原性能试验的要求,即试样长度不小于管材公称外径的6倍,最小不得小于250 mm。试样参数见表1。
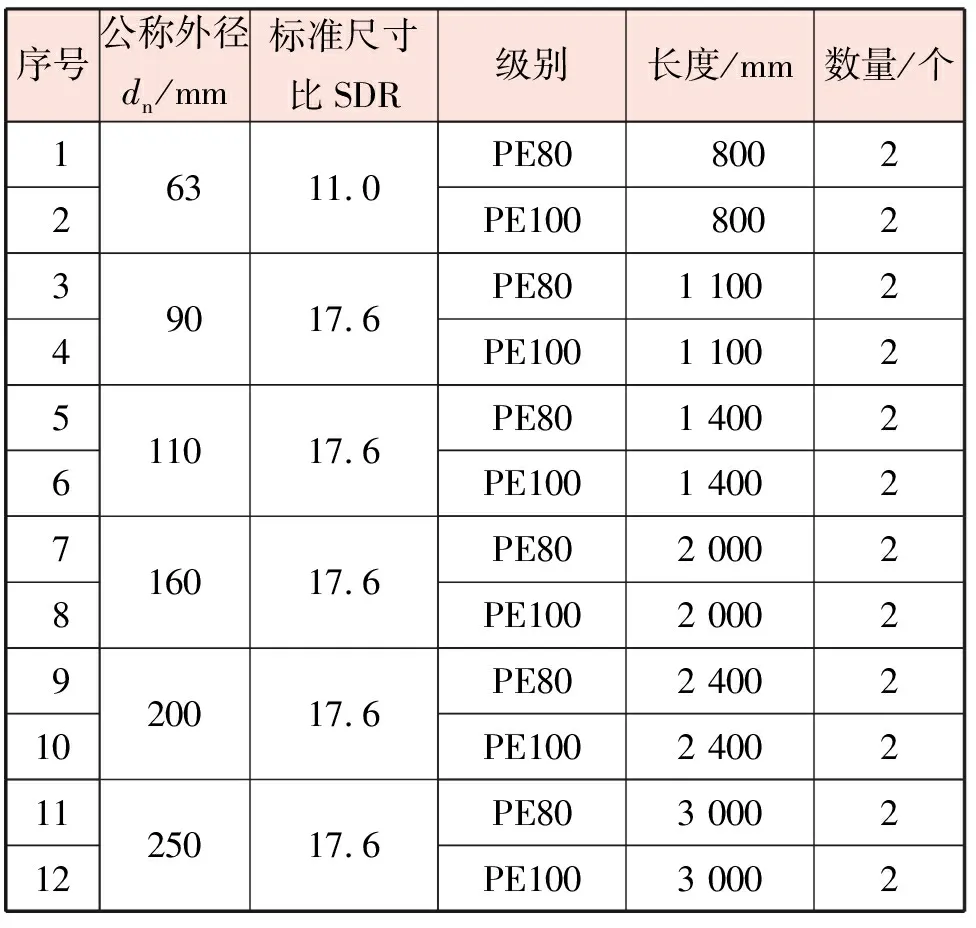
表1 试样参数
首先,将聚乙烯管材分别在-5、0 ℃的温度下状态调节至少12 h后取出,立即采用夹管器对管材进行压扁阻断。然后,调整调节阀门,使出口压力达到试验压力。最后,将软管放进倒置的量瓶中,记录置换出1 L水的时间t,计算出氮气泄漏体积流量qV。qV应小于0.1 m3/h。
随后,开展PE管材静液压强度测试(80 ℃,1 000 h)。PE管材静液压强度测试按照GB/T 15558.1—2015进行。静液压强度测试(80 ℃,1 000 h)应无破坏、无渗漏。
② 试验结果与分析
dn小于等于160 mm的PE管道,在试验温度近似为-5、0 ℃条件下,qV小于0.1 m3/h,并通过静液压强度(80 ℃,1 000 h)测试。
dn大于等于200 mm的PE管道,在试验温度近似为-5、0 ℃条件下,压扁阻断后,即使在0.1 MPa的试验压力下,qV大于0.1 m3/h。
由此可见,在环境温度低于0 ℃且高于-5 ℃条件下,dn小于等于160 mm的PE管道可以开展压扁阻断操作,dn大于等于200 mm的PE管道不建议进行压扁阻断。
上述试验方法与试验结果还存在2个问题:
a.虽然管材从冷冻室取出至压扁操作的时间较短,但管材的表面温度仍会略有升高,因此,管材温度只是近似于-5 、0 ℃。
b.压扁阻断操作的对象一般是已运行一定年限的旧管道。由于旧管材样品的获取较为困难,因此该试验采用的PE管材为新管,这与实际工程的压扁阻断操作稍有差异。从理论上来说,新管材的压扁性能要好于旧管材。
4.2 压扁阻断位置
压扁阻断位置的确定主要从PE管道系统薄弱点,如接头、表面划痕等方面来考虑。
接头本身就是系统的薄弱点,如热熔对接接头、电熔承插接头、鞍形承插接头等,因此不能在接头处进行压扁。ASTM F1041-02提出,压扁工具距离熔接接头或机械管件至少3倍管材公称外径或至少305 mm,二者取较大值。当为热熔对接时,压扁工具距离热熔对接接口至少3倍管材外直径。已经压扁过的部位也是系统薄弱点,管道进行过一次压扁、复原后,在压扁位置有可能会出现目测难以察觉到的微小裂纹、凹陷,再次压扁就会二次损伤管材,因此压扁时需避开已经压扁过的部位,选择另一适当的位置进行压扁。
划痕是PE材料应力集中位置,如果压扁部位有划痕,当进行压扁时,管材极有可能在该处产生开裂。英国某协会发布的PE燃气管道施工规范提出,压扁之前,应检查管道压扁范围内表面是否有刻痕、刮痕等损伤,如果没有明显的损伤方可进行压扁。如果损伤明显,但是被认为损伤深度小于管壁厚的10%,就可以采用刮削器去除损伤,直到管道压扁范围内的损伤清除完毕。同时,如果压扁部位粘有砂粒或石块,压扁时容易损坏PE管道。因此,在现场作业前必须清洁PE管材压扁部位表面和夹管器压杆,这对于小口径管材尤为重要。
4.3 压扁速率
ASTM F1041-02提出,为防止管材受损,经验表明夹管速率不大于50 mm/min、松开速率不大于13 mm/min较为合适,这在寒冷天气管材硬度增大时尤其有益。美国塑料管道协会针对压扁操作过程中的暂停时间提出了要求:公称外径dn为75 mm及以上的管道,当管道压扁至一半时,需要暂停1 min;当管道压扁至3/4时,需要暂停1 min;当管道压扁至管内壁相碰时,也需要暂停1 min;继续夹管,直至管道紧密闭合上。当气温低时,夹管速率应减半,暂停时间应增加1倍[3]。松开速率也按照上述暂停时间操作。
5 结论及建议
① 在环境温度-5~0 ℃条件下,公称外径dn小于等于160 mm的PE管道可以开展压扁阻断操作,dn大于等于200 mm的PE管道不建议进行压扁阻断。由于此试验采用的管材是新管,下一步可开展对旧管进行压扁阻断操作的研究。
② 在管道的同一位置上不应重复进行压扁,并应避开接头。压扁位置与接头的距离可参照ASTM F1041-02。压扁部位不应有划痕,不能有石块或砂粒。如果不可避免需在划痕处压扁时,划痕深度应满足小于管材壁厚的10%的要求,并需采用刮削器去除损伤。
③ 压扁操作应在低速状态下进行。夹管速率和松开速率可参照ASTM F1041-02,暂停时间可参照美国塑料管道协会提出的暂停时间。
猜你喜欢
Bone Research(2021年2期)2021-09-11
皮肤病与性病(2021年3期)2021-07-30
阅读与作文(英语初中版)(2020年10期)2020-11-06
东北大学学报(自然科学版)(2020年5期)2020-05-22
满族文学(2018年6期)2018-12-27
钛工业进展(2018年4期)2018-11-22
中小企业管理与科技(2018年7期)2018-11-06
汽车实用技术(2018年19期)2018-10-22
学生天地·小学低年级版(2017年12期)2018-04-16
汽车维护与修理(2016年10期)2016-07-10
