
锅炉管板半自动TIG焊焊接工艺
2023-03-17 01:34马琦索选轩沈华西欧先印余细平
金属加工(热加工) 2023年3期
马琦,索选轩,沈华西,欧先印,余细平
1.江西省锅炉压力容器检验检测研究院九江分院 江西九江 332000
2.九江海天设备制造有限公司 江西九江 332000
1 序言
九江海天设备制造有限公司制造的某型船用锅炉为管板结构,其中炉管与管板的焊接接头高达四五千个,其焊接质量直接影响锅炉的使用安全,焊接效率直接影响产品的制造周期,因此管板处的焊接在整个生产周期中极其重要。若采用焊条电弧焊焊接,则焊缝外观质量差,且热输入高,熔深大,极易烧穿炉管。手工氩弧焊虽然焊缝成形好,但效率极低,不能满足规模化生产需求。而半自动化TIG焊具有焊缝成形美观、焊接缺陷少、可靠性强,以及生产效率高等优点,可弥补上述两种方法的不足,因此开发此种焊接工艺十分重要。
2 管板结构及质量要求
锅炉管板管孔分布如图1所示,炉管与管板焊接接头如图2所示。管板材质为Q345R,厚度24mm,炉管材质为410G,公称直径为φ51mm×3.5mm。图样要求炉管伸出长度L=5mm,焊脚高为5mm。制造采用先胀后焊的工艺,并且焊接位置为全位置水平固定焊。要求焊缝外观达到中国船级社《材料与焊接规范》要求,且按NB/T 47013.5—2015《承压设备无损检测 第5部分:渗透检测》[1]进行着色检测,Ⅰ级合格。
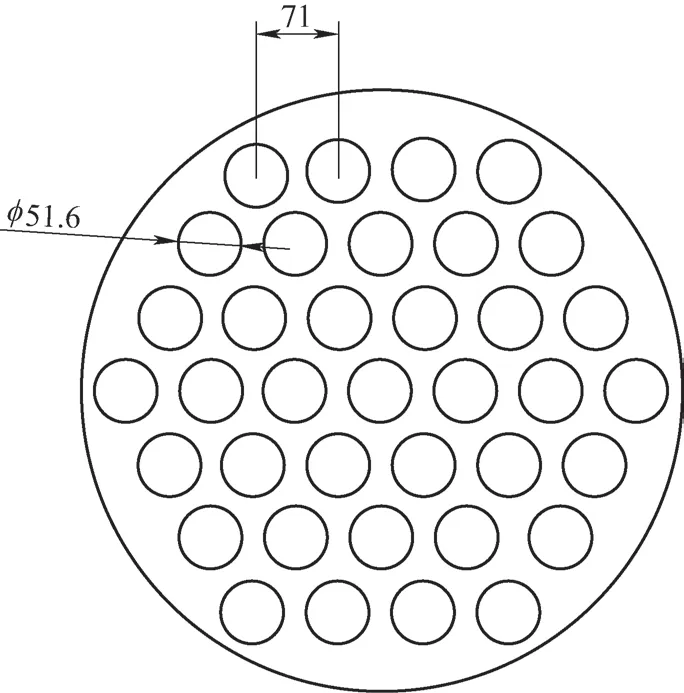
图1 炉管管板管孔分布
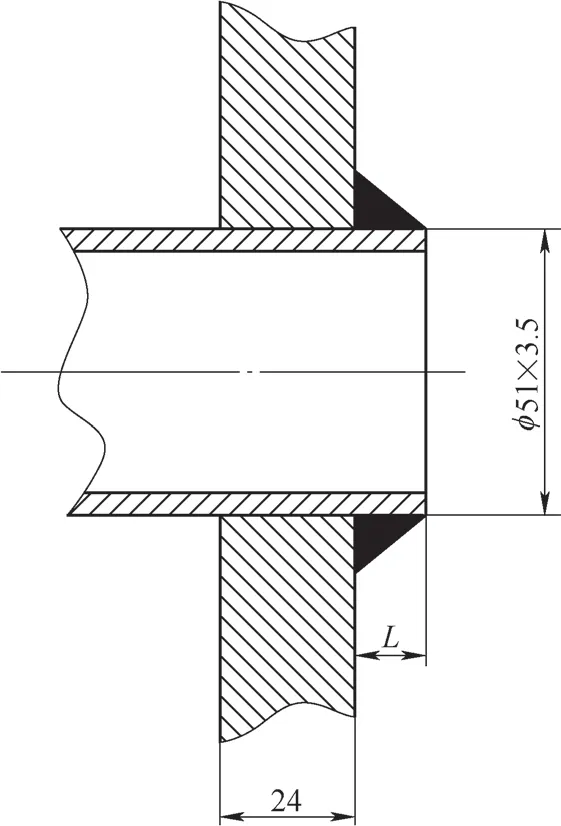
图2 炉管与管板焊接接头
3 焊接工艺试验
3.1 焊前准备
根据管板角焊缝的设计及焊脚高的要求,焊丝选用ER50-6、φ1.0mm,并按GB/T 8110—2020《熔化极气体保护电弧焊用非合金钢及细晶粒钢实心焊丝》[2]复验符合要求。钨极氩弧焊的抗气孔能力弱,因此焊前焊件清理尤为重要,在焊前应将管板内孔、炉管管头及管板表面的铁锈、油污及氧化皮等清理干净,必要时用丙酮清洗,以保证焊缝质量。
3.2 焊接方法及设备
采用半自动TIG焊进行焊接。焊机型号MWA-315,机头型号MWP-80,焊接电源采用MWA-315,焊接过程采用计算机编程控制,通过调节脉冲实现对基值电流与时间、峰值电流与时间、焊接速度、送丝速度、弧长电压及摆动功能等参数进行精细控制。整个焊接过程可分为两步:第一步为焊机机头的定位固定;第二步为实施焊接(见图3)。两个步骤的准确实施才能使整个焊接过程稳定,焊缝成形均匀美观。
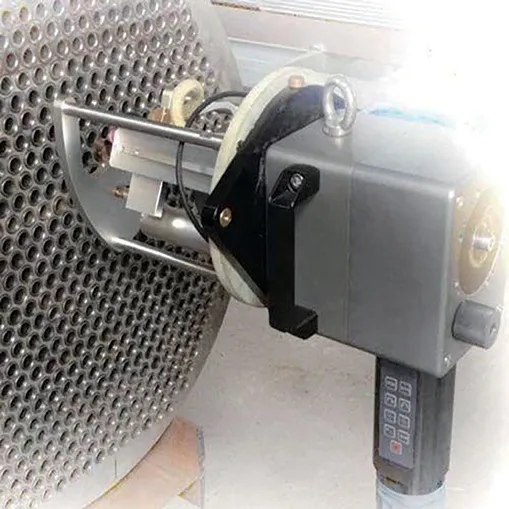
图3 焊接示意
3.3 机头定位
焊前焊接机头的准确可靠固定是实现稳定焊接的前提。由于焊前炉管进行了预胀,每个炉管内径大小有所偏差,且炉管胀接部位与未能胀接部位直径大小也不同,因此原机头的圆柱形定位台与胀芯难以将焊枪牢固地固定在工件上,导致焊枪主轴中心与炉管中心同轴度很差,焊缝容易偏侧及管头容易烧穿。经过反复试验改进,将圆柱形定位台改装成圆锥形定位台,如图4、图5所示;将胀芯改装成大小头形式,如图6、图7所示。最终保证了焊枪可靠地固定在工件上,解决了焊枪主轴与炉管的偏心问题。
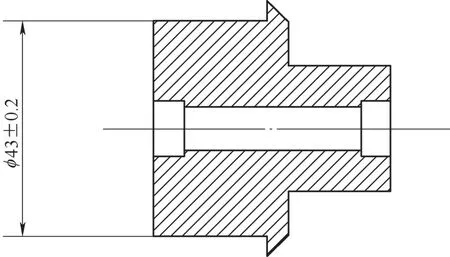
图4 φ51mm×3.5mm铜胀头改装前

图5 φ51mm×3.5mm铜胀头改装后

图6 φ51mm×3.5mm胀芯改装前

图7 φ51mm×3.5mm胀芯改装后
3.4 焊接参数
脉冲焊机由基值电流和峰值电流组成,基值电流很小,仅能维护电弧不熄灭,峰值电流较大,起到熔化焊丝、母材的作用,如果电弧电压保持恒定,采用不同的峰值电流和峰值持续时间的匹配组合,同时合理选用通过脉冲幅比、脉冲宽比、脉冲频率,可获得不同的熔深和熔宽,即可在一定范围内调节焊缝成形尺寸[3]。但是,当采用同一组参数进行全位置焊接过程中,由于焊接位置的不断变化,会出现焊缝厚度不一致的现象,其原因是熔化的熔池在方向变化的电弧吹力、恒定的重力及变化的承载力的合力作用下,不断改变外部形态,因此需根据不同焊接位置确定焊接电流、电弧电压及焊接速度的匹配关系。为了弥补这种差异,试验中将各种焊接位置分区域划分(见图8),进行分区焊接,实现焊接过程中焊接参数动态变化,在保证上坡焊焊缝厚度的前提下,尽可能增加下坡焊时的焊缝厚度。经过反复试验,焊接参数改变前后焊接效果如图9、图10所示,最终确认出适合的焊接参数,见表1、表2。

表1 不同焊接区域焊接参数

表2 不同焊接区域通用焊接参数

图8 焊接区域划分示意

图9 焊接参数调整前效果

图10 焊接参数调整后效果
3.5 焊接接头检测
焊接试件按中国船级社《材料与焊接规范》第3篇中7.5.3“受压壳体焊缝表面应均匀、致密,不应有裂纹、焊瘤、气孔、夹渣、咬边、弧坑和未填满等缺陷”以及NB/T 47013.5—2015Ⅰ级进行验收,经外观检测、无损检测全部合格。
4 产品验证
工艺试验确定的焊接工艺用于锅炉炉管焊接验证,焊缝成形如图11所示。焊接接头外观检查焊缝表面无裂纹、焊瘤、气孔、夹渣、咬边、弧坑和未填满等缺陷,达到中国船级社《材料与焊接规范》要求,按NB/T 47013.5—2015进行着色检测,Ⅰ级合格。

图11 焊缝成形
5 结束语
本文通过分析胀接用胀芯形式、胀头形式、焊接参数对焊缝成形的影响,经过试验验证,最终得到一种满意的锅炉管板半自动化TIG焊接工艺,并得出以下结论。
1)采用半自动TIG焊,焊缝外观成形美观,焊接缺陷发生率低,焊接质量得到有效保障。
2)带有一定锥度的胀芯、胀头的结构形式能准确、牢固地固定焊接机头,保证同心度。
3)半自动TIG焊采用动态焊接参数时,在全位置焊接下能保证整条焊缝的成形质量。
猜你喜欢
现代农机(2022年3期)2022-07-11
中国特种设备安全(2021年8期)2021-02-10
中国特种设备安全(2020年11期)2020-06-09
组合机床与自动化加工技术(2019年11期)2019-11-27
制造技术与机床(2018年8期)2018-10-09
石油化工建设(2018年2期)2018-07-11
焊接(2016年6期)2016-02-27
焊接(2016年6期)2016-02-27
石油化工建设(2015年1期)2015-12-01
制造技术与机床(2015年8期)2015-04-24
