控制金属焊接变形的研究进展
2023-03-17 13:09刘浪浪高金良任雁冯和永
机械制造文摘·焊接分册 2023年6期
刘浪浪 高金良 任雁 冯和永

摘要: 随着国内焊接技术与水平的不断提高,焊接技术已应用到多个领域,尤其在工业发展中占有重要的位置。焊接质量的高低不仅决定焊接构件的性能和可靠性,而且体现着焊接水平的成熟度。即使国内焊接水平发展到一定的高度,但进行金属焊接时,如焊中和焊后,某一环节把握不好,容易出现焊接构件变形、应力集中、应力腐蚀开裂等问题。该文就出现焊接变形的相关问题,参考国内外相关的焊接技术发展现状,对其原因进行分析,指出焊接变形带来的负面影响,描述对于控制焊接变形的几种有效手段,并结合当下焊接技术的发展,对有效控制焊接变形及优化焊接过程给出建议。对该文提出的相关的焊接变形内容进行总结,指出当下焊接发展的趋势,并结合实际生产应用,展望未来的焊接技术发展。
关键词: 金属焊接; 残余应力; 焊接变形; 焊接工艺
中图分类号: TG 404
Research progress on controlling welding deformation of metal
Liu Langlang, Gao Jinliang, Ren Yan, Feng Heyong
(Beijing North Vehicle Group Co., Ltd., Beijing 100072, China)
Abstract: With continuous improvement of domestic welding technology and level, welding technology has been applied to many fields, especially occupies an important position in industrial development. The level of welding quality not only determines performance and reliability of welding components, but also reflects maturity of welding level. Even if domestic welding level has developed to a certain height, when metal welding is carried out, such as during welding and after welding, a certain link is not well grasped, and problems such as deformation of welded components, stress concentration, and stress corrosion cracking are easy to occur. In this paper, causes of welding deformation by referring to current development status of welding technology at home and abroad was analyzed, negative impact of welding deformation was pointed out, several effective means to control welding deformation were described, and suggestions on effective control of welding deformation and optimization of welding process were given in combination with development of current welding technology. The related welding deformation content in this paper was summarized, current development trend of welding was pointed out, and future development of welding technology combined with practical production and application was prospected.
Key words: metal welding; residual stress; welding deformation; welding technology
0 前言
航空航天、飞机船舶、軍工、汽车行业、微电子行业等的制造离不开焊接技术,随着各领域的快速发展,焊接技术也得到了质的飞跃[1]ADDINEN.CITE
目前,螺柱焊、气体保护焊、电子束焊、等离子焊、激光焊等在中国得到了广泛的应用,并取得不错的成绩[2]ADDINEN.CITE
在应用焊接技术进行金属构件接合过程中,由于焊接热影响区造成的焊缝残余应力,使金属存在变形的倾向,如果不加以控制,往往在焊后成形和装配过程存在较大的尺寸变化,使其偏离初始设计尺寸[8]ADDINEN.CITE
1 影响焊接变形的因素
1.1 宏观角度分析
根据热胀冷缩原理,焊接过程中金属熔液的快速冷却,造成结晶过程中焊缝的收缩变形,焊缝的收缩率与需接合金属固体稳定性之间的差异性,在焊缝收缩作用下,接合金属会沿焊缝收缩方向变化[9]ADDINEN.CITE
1.2 微观角度分析
从微观角度看,焊接产生的瞬时高温使焊丝或结合金属熔化,尽管熔化后金属原子呈近程有序排练,与固体原子间隙差别不大,但熔化的原子获得高的能量而获得较高熵值,远距離原子趋于无序运动,产生的空位使熔液体积大于固态体积[11]ADDINEN.CITE
1.3 固有应变的影响
在焊接过程中,金属熔液在冷却结晶过程中,金属内部存在的不同类型的应变,共同影响焊后的变形。Murakawa等学者[12]ADDINEN.CITE
基于以上分析,焊接变形归结为由温度场的变化在焊缝处形成的热影响区,致使焊接过程中焊缝存在内应力,焊接结束后,内应力变成残余应力。如果焊接时的内应力或焊后残余应力达到金属的屈服点,将会出现焊接变形。
2 焊接残余应力的影响
虽然焊接可以实现金属间的快速连接,应用广泛,但焊后残余应力带来的负面影响同样不容忽视。由焊接带来的残余应力,不仅可以导致焊接变形,且影响整体结构的力学性能。残余应力的不确定性引起的焊接变形及性能的非线性变化,使得金属结构的焊接成本增加,尤其是大型金属构件的焊接。
2.1 焊接残余应力对金属结构的性能影响
大型焊接金属结构,如船体架构、大型管道、复杂性钢结构等,需要接合的金属焊缝不仅数量大,还存在焊缝宽、厚度大等特点。焊接周期长,焊接过程复杂多变,控制和降低焊接带来的残余应力非常困难,且应力去除的工作量大,使得残余应力不仅长期存在于金属内部,如果残余应力过于集中或焊接结构在服役期间出现的应力集中,都将降低结构的力学性能,影响焊接结构的服役年限[15]ADDINEN.CITE
残余应力在平面焊缝主要有纵向和横向分布,而曲面焊缝主要有径向、切向和轴向分布。同一金属结构中,不同位置的焊缝引起的残余应力产生的叠加效应,使其焊接制造过程中,出現的应力集中越来越来严重,如果不采取有效措施,容易产生脆性断裂、应力腐蚀开裂、屈服值降低等现象[16-17]。
2.2 焊接残余应力对装配精度的影响
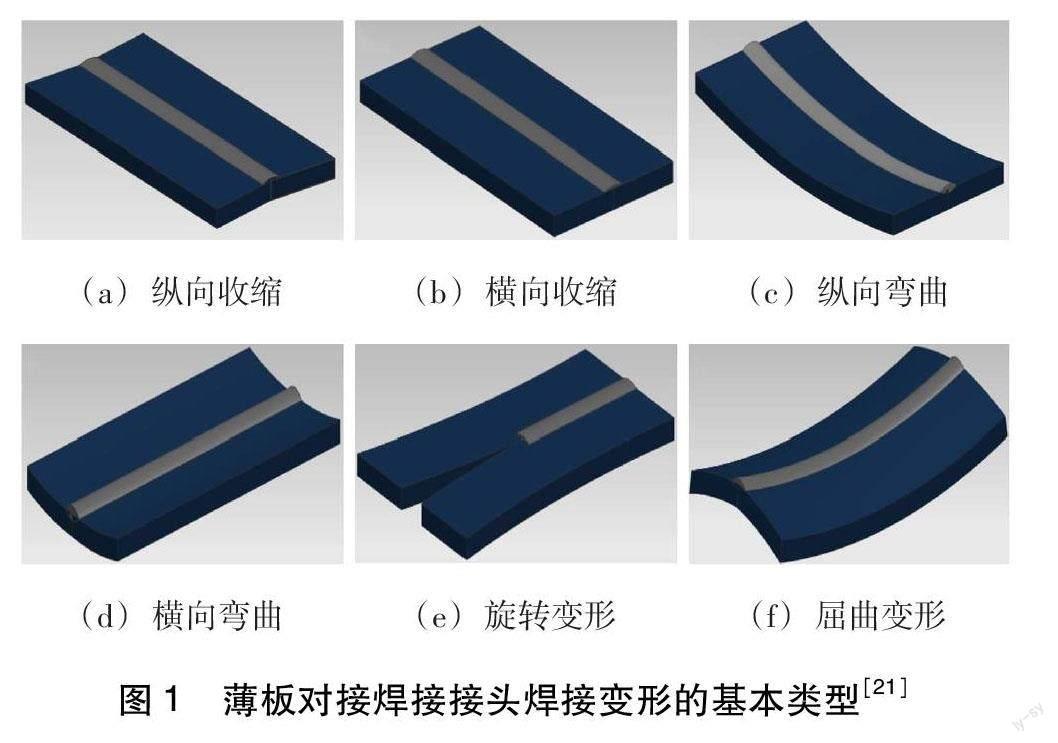
以简单金属板材的焊接为例,焊接残余应力引发的塑性变形的类型有纵向收缩、横向收缩、纵向弯曲、横向弯曲、旋转变形和屈曲变形等,如图1所示。即使焊接过程中采用加强筋或筋板控制变形,一旦焊接结构复杂,焊缝数量和种类多(如立焊缝、角焊缝、平焊缝、仰焊缝等)ADDINEN.CITE.DATA[18-20],最终焊接成形可能出现比较严重的焊接变形,结构的成形尺寸和设计尺寸产生较大偏差,对于后期的部件装配带来一定的挑战。
如大型船体和特种车辆,其制造过程多采用焊接的形式进行内外部承重结构的制造,前期的焊接精度极大影响后期零部件的焊接和装配。这类焊接往往面对的板材厚度较高、焊接所需的坡口形式不一和焊接对象的多样性,常常需要人工焊接和自动焊接相配合,焊缝的焊接质量不一。过程中采用的防变形控制(如:加强筋、筋板、定位工装等)可以有效控制焊接过程中的塑性变形,但结构复杂化,多焊缝在船身或车体纵横交错,其自身产生的应力集中,极易导致焊后的变形,即使某处产生轻微变形,局部放大后,将影响各种部件的装配精度,或将导致返工返修,增加生产周期和制造成本。
3 控制焊接变形的方式
为了更好提高焊缝质量,稳定焊接结构的尺寸,优化焊接工艺,国内外对于焊接变形的控制方法主要有刚性固定法、反变形法、锤击焊缝法、调整焊接顺序、优化焊接方式等[22-23]ADDINEN.CITE
3.1 刚性固定法
目前,应用较为广泛的是采用刚性固定法抑制焊接变形。在进行不同形状和不同类型焊接时,以刚性工装(如槽钢点焊、筋板焊、夹具固定、多孔平台等)辅助增加焊接金属的刚度,使其在焊接应力下保持固定不变。彭昌永等学者[24]ADDINEN.CITE
3.2 反变形法
反变形法是通过模拟或经验,预算焊接变形的方向和大小,然后在焊接前对焊接件进行反方向的变形并控制大小,已获得焊接变形的补偿。张凯等学者[26]ADDINEN.CITE
3.3 锤击焊接法
锤击焊接法是一种相对传统且简单有效的缓解应力的方法。焊接板材时,对焊缝锤击产生的塑性变形补焊接中产生的收缩变形,采用锤击焊缝法还可以有效降低残余应力,可以达到控制焊接变形的目的。核电站大型钢结构的拼接过程产生的应力,由于无法通过热处理去除,常会采用锤击法进行应力消除[29]ADDINEN.CITE
3.4 调整焊接顺序
不同的焊接顺序对焊接残余和变形有着极大影响。在进行装配焊时,焊接部件有薄有厚,焊缝有宽有窄,焊接形式有平焊、角焊、立焊、纵焊、横焊。如果焊接顺序随意而紊乱,必然导致后期的一系列问题,如:残余应力过大、变形严重、焊接干涉导致无法进一步焊接、零部件装配焊误差极大,甚至直接导致开裂等问题[30]ADDINEN.CITE
李余江等学者[31]ADDINEN.CITE
3.5 優化焊接方式
随着焊接学科的不断发展,焊接方法逐渐多样化,如常见的焊条电弧焊、熔化极/非熔化极气体保护焊、等离子焊、摩擦焊、激光焊、电子束焊等。不同的焊接方式由于热输入的差异,使得不仅焊接残余应力不同,且力学性能、微观组织也有很大区别。邵玲等学者[34]ADDINEN.CITE
焊接方式主要根据所需构件的力学性能及可达性进行选取,为降低焊接变形量,常使用活性助焊剂(金属氧化物、氟化物、氯化物等[36]ADDINEN.CITE
相比于焊接变形控制方法,优化焊接方式依然存在很大研究和发展空间,其多维度的控制,不断有利于对焊接变形和焊接残余应力进行调控,根据实际需要实施有效的焊接,且有利于在焊接领域的技术开拓,实现进一步的焊接发展。
4 结束语
(1)焊接过程中持续的热输入导致接合处的熔化金属在冷却结晶过程中产生的缺陷及过冷度持续变化造成的晶格畸变,导致接合处的金属内部位错增殖、塞积,致使热影响区出现焊后残余应力,使焊接金属构件存在变形倾向。
(2)当金属焊接构件中的焊缝数量较大且分布复杂时,焊后残余应力的累积或叠加易导致局部的应力集中,影响金属构件的焊缝力学性能,降低产品服役年限。
(3)焊后残余应力影响着焊后构件的尺寸精度,焊接变形不仅降低装配焊接精度,不利于后续焊接构件零部件的装配,且容易导致产品整体返修,增加生产周期和制造成本。
(4)为有效控制焊接变形,从焊前、焊中和焊后三个阶段及焊接需求进行考量,应当结合数值模拟,从单一方面的控制逐渐向焊接过程的多因素相结合,对焊接过程进行综合控制,有效降低焊接变形量,焊接质量明显提高。
(5)在国内各个领域中,很大比例的生产、制造和研发与焊接技术相交互。例如,在面对复杂构件(如大型车体、船体、飞机机身等)上,为实现性能的持续优化和突破,常常需要结构设计的合理化与高质量焊接技术相配合。焊接作为生产制造的必备手段,要紧跟其步伐,不断追寻新的突破。对于焊接技术涉及的多种影响因素,还需进一步深入研究,充分利用数值模拟和科学分析,在现有焊接技术的基础上,实现对焊接过程的综合管控,提升焊接质量。在发展中,通过不断的努力探索和研究,打造一个焊接强国。
参考文献
[1] Nishikawa W. The principle and application field of stud welding [J]. Welding International, 2003, 17(9): 699-705.
[2] 李张鹏, 王铁东, 邱海鹏. 螺柱焊工艺在全钢结构和轻质隔墙体系建造中的应用[J]. 建筑技术, 2021, 52(7): 851-853.
[3] 张晓乐, 李峰, 陈英. 车身铝螺柱焊质量研究与应用[J]. 汽车实用技术, 2022, 47(20): 133-138.
[4] 刘桑, 彭红英, 许斌. 螺柱焊在船舶甲板除冰加热电缆安装中的应用[J]. 广东造船, 2022, 41(5): 91-93.
[5] 上海船舶工艺所. 上海船舶工艺所“活性焊剂研制技术”项目获奖[J]. 军民两用技术与产品, 2012, (4): 1.
[6] 楊薇, 康文军. 某燃气轮机高压压气机后轴颈电子束焊接[J]. 航空制造技术, 2012(8): 64-70.
[7] 胡连海, 黄坚, 倪慧峰, 等. 10Ni3CrMoV钢T型接头CO2激光复合焊工艺与组织[J]. 中国激光, 2011, 38(3): 1-6.
[8] Li Liangfeng, Luo Cheng, Shen Jie, et al. Numerical prediction of welding deformation in ship block subassemblies via the inhomogeneous inherent strain method [J]. Journal of Manufacturing Processes, 2022, 80: 860-873.
[9] 罗晔, 魏丽华. 激光和TIG焊接304L奥氏体不锈钢力学性能的比较研究[J]. 金属加工:热加工, 2021(11): 5-10.
[10] Deng D, Murakawa H. FEM prediction of buckling distortion induced by welding in thin plate panel structures [J]. Computational Materials Science, 2008, 43(4): 591-607.
[11] Wang Hongzhang, Chen Sen, Zhu Xiyu, et al. Phase transition science and engineering of gallium-based liquid metal [J]. Matter, 2022, 5: 2054-2085.
[12] Wang Jiangchao, Yuan Hua, Ma Ninshu, et al. Recent research on welding distortion prediction in thin plate fabrication by means of elastic FE computation [J]. Marine Structures, 2016, 47: 42-59.
[13] Landau L D, Lifshitz E M. Theory of elasticity [M]. Oxford, UK: Pergamon Press, 1959.
[14] Xiao F, Fukuda T, Kakeshita T. Critical point of martensitic transformation under stress in an Fe-31.2Pd (at.%) shape memory alloy [J]. Philosophical Magazine, 2015, 95(12): 1390-1398.
[15] Mcgregor R J, Rogge R B. Residual stress characterization of a fabrication weld from the VICTORIA-class submarine pressure hull: revealing the Unseen Special issue on Neutron Scattering in Canada [J]. Canadian Journal of Physics, 2010, 88(10): 759-770.
[16] 冯俊. 基于试验的海工用大型复杂焊接结构残余应力数值模拟[D]. 江苏 镇江: 江苏科技大学, 2015.
[17] 刘振华, 陈章兰, 高博. 焊接残余应力对船体结构疲劳强度的影响分析[J]. 焊接, 2015(9): 25-29.
[18] Uemura T, Gotoh K, Uchino I. Expansion of laser-arc hybrid welding to horizontal and vertical-up welding [J]. Welding in the World, 2022, 66(3): 495-506.
[19] Tian Limin, Li Muhan, Li Lei, et al. Novel joint for improving the collapse resistance of steel frame structures in column-loss scenarios [J]. Thin-Walled Structures, 2023, 182: 110219.
[20] Sejani D, Li W, Patel V. Stationary shoulder friction stir welding-low heat input joining technique: a review in comparison with conventional FSW and bobbin tool FSW [J]. Critical Reviews in Solid State Materials Sciences, 2022, 47(6): 865-914.
[21] Wang J, Rashed S, Murakawa H. Mechanism investigation of welding induced buckling using inherent deformation method [J]. Thin-Walled Structures, 2014, 80: 103-119.
[22] 张洪哲, 田辉鹏. 焊接应力和变形的控制方法[J]. 企业科技与发展, 2009(2): 47-48.
[23] Yang Y. Recent advances in the prediction of weld residual stress and distortion—Part 2 [J]. Welding Journal, 2021, 100(6): 193s-205s.
[24] 彭昌永, 范如源, 郭鹏. 调质态30CrMnSiA支架的等强度焊接及变形控制研究[J]. 机械, 2013, 40(3): 52-55.
[25] 程珂, 李軍, 王聪. 刚性固定法焊接工字形钢梁的焊接变形控制[J]. 青岛理工大学学报, 2022, 43(2): 37-43.
[26] 张凯, 李培勇, 毕洪坤, 等. 基于塑性反变形法的角焊缝焊接变形控制研究[J]. 江苏船舶, 2017, 34(3): 8-21.
[27] 刘雨生, 李萍, 田健, 等. 基于弹性反变形法的连接杆焊接变形控制 [J]. 焊接学报, 2015, 36(12): 17-22.
[28] 周振雷. T形构件焊接反变形控制量的研究 [D]. 河北 秦皇岛: 燕山大学, 2015.
[29] 杨伟光, 刘奇威. 核电站大型钢结构焊缝锤击法消应力[J]. 电焊机, 2013, 43(12): 73-75.
[30] 段宏艳, 金钰. 探讨焊接工艺顺序对车身质量的影响 [J]. 百科论坛电子杂志, 2019(13): 436.
[31] 李余江, 周治军, 王明峰, 等. 动车组转向架侧梁组焊变形控制方法[J]. 焊接技术, 2022, 51(8): 147-150.
[32] 宋坤林, 展旭和, 徐良, 等. 基于固有应变法的激光复合焊车体侧墙焊接变形数值模拟[J]. 焊接, 2021(12): 42-48.
[33] Fu G, Loureno M I, Duan M, et al. Influence of the welding sequence on residual stress and distortion of fillet welded structures [J]. Marine Structures, 2016, 46: 30-55.
[34] 邵玲, 崔恩红. 不同焊接方法焊接Ti-22Al-25Nb合金[J]. 中国材料进展, 2019, 38(3): 286-290.
[35] Zhang Yali, Jiang Xiaosong, Fang Yan, et al. Research and development of welding methods and welding mechanism of high-entropy alloys: a review [J]. Materials Today Communications, 2021, 28: 102503.
[36] Howse D, Lucas W. Investigation into arc constriction by active fluxes for tungsten inert gas welding [J]. Science Technology of welding joining, 2000, 5(3): 189-193.
猜你喜欢
建筑建材装饰(2016年8期)2016-12-29
科学与财富(2016年29期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科学与财富(2016年18期)2016-12-22
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年18期)2016-11-03
建材发展导向(2014年2期)2014-05-04