
圆锯片基体辊压适张残余应力试验与仿真研究
2023-04-08 06:23徐晓东周琪王玉奇鞠军伟白硕玮
青岛大学学报(自然科学版) 2023年4期
徐晓东 周琪 王玉奇 鞠军伟 白硕玮


摘要:
为了指导制锯企业开展辊压适张工艺优化,研究辊压适张后圆锯片基体的残余应力分布状态。利用有限元仿真分析圆锯片基体辊压适张后残余应力分布,并应用X射线衍射法检测残余应力,对比辊压适张残余应力检测试验结果和有限元仿真结果,得出辊压后圆锯片基体残余应力的分布特性。研究结果表明,辊压后圆锯片基体径向残余应力沿半径方向呈“低-高-低”的分布趋势,切向残余应力沿半径方向呈“外正内负”的分布规律,辊压适张仿真模型能够反映辊压带内外两侧真实的应力分布状况。
关键词:
圆锯片;辊压适张;应力分布;有限元分析
中图分类号:TH164
文献标志码:A
作为一种高效的切割工具,圆锯片在石材、木材、金属切割等行业广泛应用[1]。隨着绿色制造概念的逐渐成熟和推广,减小锯缝宽度,缩小圆锯片厚度成为主要发展趋势,这对圆锯片的稳定性提出了更高的要求[2]。为了提高圆锯片的稳定性,锯片生产企业广泛采用圆锯片适张处理,目前圆锯片的适张方法有捶击法、辊压法、热适张法、涨孔法等[3]。辊压法作为一种高效的、易于控制的适张处理方法,被国内外广泛使用。通过辊压适张工艺改善圆锯片基体残余应力的分布状态,提高锯片工作过程的稳定性[4],是制锯行业绿色制造研究领域的关键技术之一。但目前各企业制定辊压工艺时并没有统一的标准和原则,完全依靠相关技术人员的经验,导致生产的圆锯片基体质量一致性差,研究表明适张处理应在锯片中引入与热应力相互抵消的切向和径向应力[5]。且针对一定规格的压辊和圆盘,有经验公式揭示了辊压适张时辊压区的膨胀、压辊载荷和锯片结构尺寸之间的关系,能够计算得出锯片内的适张应力[6]。以上研究提供了辊压适张应力分布的理论支持。以此为基础,应用弹性力学中接触理论相关知识,使用计算机仿真软件可以建立辊压适张后应力状态的径向分析模型[7]。通过仿真模型可以分析辊压适张后圆锯片的残余应力分布,根据较好的应力分布确定最佳辊压参数[8]。为了更准确的实现辊压适张应力的仿真,本文使用ABAQUS有限元仿真软件研究了圆锯片基体辊压适张残余应力仿真模型的构建方法,通过实例分析辊压适张产生的应力分布规律;然后使用X射线衍射法对辊压前后的圆锯片基体进行残余应力检测,并将试验结果和仿真结果进行对比,验证了仿真模型的正确性。
1 圆锯片基体辊压适张残余应力仿真分析
1.1 仿真模型的建立
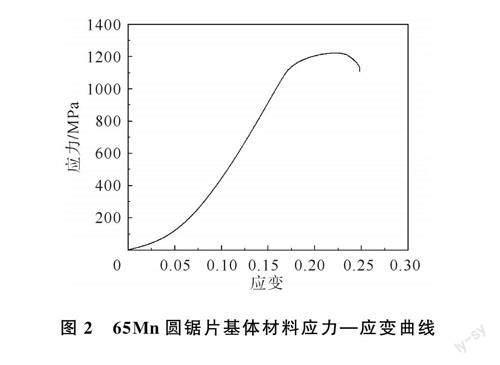
圆锯片基体包含锯齿、水槽等,材质为65Mn,厚度2.4 mm(图1)。圆锯片基体在辊压过程中产生弹性变形和塑性变形,应力与应变之间的关系呈非线性[9]。为了保证仿真模型的准确性,圆锯片基体材料的建模过程涉及的弹性模量、泊松比、剪切模量等材料属性均由测试试验[10]获取,材料试验机为MTS(美国MTS公司,Landmark100),应力-应变曲线图如图2所示。
辊压适张仿真模型由圆锯片基体与辊压轮组成,辊压轮材料Gr12MoV。辊压过程中,锯片基体受辊压产生的应力值达到屈服极限而发生一定塑性变形[11];辊压轮的硬度与刚度远大于圆锯片基体,发生的微量弹性变形忽略不计。因此,基于ABAQUS有限元仿真建模时,圆锯片基体65Mn定义为材料非线性,辊压轮定义为刚体[12]。试验测得圆锯片材料的弹性模量210 GPa,泊松比为0.3,屈服强度1 100 MPa,剪切模量76.9 GPa。
辊压轮与圆锯片设定为“面-面”接触,单元类型设置为C3D8R[13],采用显式动力学[14]求解。模型定义的单元类型为八结点六面体线性减缩积分单元,此单元类型在网格扭曲变形时,对求解精度影响较小,能够减小辊压带处网格变形带来的影响。有限元模型如图3所示,设定锯片模型的边界条件为中心约束,对辊压轮创建压向圆锯片基体50 MPa的载荷,辊压位置位于圆锯片0.7R处,辊压的时长设置为2 s。
1.2 仿真结果分析
对仿真结果进行处理,得到辊压后圆锯片基体的切向及径向残余应力分布云图[15](图4)。沿半径方向提取A、B、C、D、E、F、G、H、I、J、K点应力的分布曲线,F点为辊压半径位置,其余点分别均布于辊压带的内外两侧(图5)。结合应力分布云图和曲线可以看出,径向残余应力在辊压带内侧为负值,即压应力,且越靠近辊压带数值越大,在辊压带外侧由负值变为正值,且越靠近辊压带数值越大,沿半径方向呈现“低-高-低”的分布趋势;切向和径向残余应力在辊压带位置均达到最大,切向残余应力在辊压带内侧为负值(压应力),在辊压带外侧为正值(拉应力),呈现“外正内负”的分布规律,且内外两侧切向残余应力值的大小在±10 Mpa之内。
2 圆锯片基体辊压适张残余应力检测试验与结果分析
2.1 检测试验
圆锯片基体残余应力检测位置标定见图6,F为辊压半径位置,A、B、C、D、E、F、G、H、I、J、K点检测点位置与提取点一致。试验采用KWH-SP1000型辊压应力调校机对圆锯片基体进行辊压适张处理[16],辊压载荷为50 MPa,辊压位置位于圆锯片基体的0.7R处。
检测辊压前后各点残余应力时,使用仪器为Proto iXRD Combo型X射线衍射仪,检测方法为侧倾法[17],辊压前后各点的切向及径向残余应力值见表1。
2.2 结果分析
由各检测点残余应力可得圆锯片基体辊压前后径向及切向应力的分布趋势。图7(a)为辊压前后径向残余应力及其净增量沿半径方向变化趋势,辊压产生的径向应力变化量为负值,即压应力,最大值出现在辊压带F点处,向辊压带两侧逐渐减小,沿半径方向呈现“低-高-低”的分布趋势,这与仿真所得的径向残余应力“低-高-低”的分布规律一致。对比辊压前后径向应力分布,辊压前径向方向同时存在正应力和负应力,辊压后均为负应力。同时可以观测到辊压后圆锯片沿半径方向的应力差明显减小,径向应力分布均匀性有所改善。
图7(b)所示为检测点辊压前后切向残余应力及其净增量沿半径方向变化趋势。辊压产生的切向应力沿半径方向呈现出“外正内负”的分布趋势,这与仿真所得的切向残余应力“外正内负”的分布规律一致。F点处辊压产生的切向应力为负值(压应力),并随着锯片半径的增大逐渐由负值(压应力)转变为正值(拉应力),且越靠近锯片边缘,产生的拉应力越大。而辊压带内侧产生的压应力随着半径的减小呈现“先减小后增大”的现象,且越靠近圆心压应力越大。
辊压带处的试验结果与仿真结果有所差异:径向应力的仿真值为正,而试验值为负;切向应力试验值远小于仿真值。差异产生的原因是辊压带位置发生了塑性变形,材料晶粒伸长或破碎,晶格应变对sin2ψ呈现非线性关系。只有通过特定测试方法或数据处理,才能得到辊压带处真实的残余应力值[18]。实际在分析圆锯片适张程度时,主要考察是辊压带内外两侧的应力分布情况,因此辊压带内部残余应力分布可不做深入分析。
在辊压带内外两侧,辊压适张测试结果与仿真测试结果相一致,而在辊压带内部,测试结果与仿真结果存在差异;仿真模型可以反映辊压带内外两侧真实的应力分布状况和辊压带内部的应力分布趋势,可以为企业开展辊压工艺优化提供借鉴。
3 结论
本文运用辊压适张残余应力仿真分析与试验分析两种方法分析了小规格圆锯片基体辊压适张残余应力分布特性。辊压适张产生的径向残余应力沿半径方向呈“低-高-低”的分布趋势,且辊压后圆锯片径向残余应力分布均匀性改善,应力差最大值减小。辊压适张产生的切向残余应力沿半径方向呈“外正内负”的分布规律,且辊压带内外侧切向残余应力值大小在±10 Mpa之内,该应力分布特性能够提高圆锯片锯切时的稳定性。在辊压带内外两侧,辊压适张试验测试结果与仿真结果相一致,表明仿真模型能够反映辊压带内外两侧真实的应力分布状况和辊压带内部的应力分布趋势。本次研究只考虑单一辊压参数下残余应力的分布,并没有考虑在不同辊压适张参数下残余应力的分布规律,后续研究应将加入辊压位置等因素,建立更完善的仿真计算模型。
参考文献
[1]王明智. 金刚石工具制造技术的发展与热点问题[J]. 超硬材料工程, 2012, 24(1): 48-53.
[2]王柯, 杨晓占, 冯序. 国内金刚石圆锯片近期发展现状与展望[J]. 超硬材料工程, 2014, 26(5): 33-35.
[3]柯建军, 张明松, 朱普先, 等. 辊压方式对圆锯片稳定性的影响[J]. 三峡大学学报(自然科学版), 2014(1): 78-82.
[4]耿德旭, 王向东, 胡波, 等. 适张度的辊压加工及对圆锯片的动态性能影响[J]. 东北电力大学学报, 2003, 23(2): 53-56.
[5]李黎, 习宝田, 杨永福. 圆锯片上热应力及回转应力的分析[J]. 北京林业大学学报, 2002(3): 14-17.
[6]PAHLITYSCH G, ROWINSKI B. ber das Schwingungsverhalten von Kreissttern—Zweite Mitteilung: Bestimmung und auswirkungen der geometrischen form und des vorspannungszusandes der ssgebltter[J]. Holz Roh-Werkstoff, 1966, 24(4): 341-346.
[7]边柯柯, 赵东, 胡诗宇. 圆锯片辊压适张后应力分布的有限元分析[J]. 力学与实践, 2005, 27(6): 61-72.
[8]张明松, 王勇 , 李鹏. 圆锯片切线辊压适张处理的残余应力分析以及辊压参数优化[J]. 三峡大学学报(自然科学版), 2017, 39(1): 93-97.
[9]李仁德, 赵磊, 胡欢. 碾压适张工艺对圆锯片刚度的影响分析[J]. 石材, 2014(2): 22-24.
[10] 单桂芳, 杨伟, 冯建民, 等. 材料泊松比测试方法的研究进展[J]. 材料导报, 2006, 20(3): 15-20.
[11] SZYMANI R, MOTE C D. Theoretical and experimental analysis of circular saw tensioning[J]. Wood Science & Technology, 1979, 13(3): 211-237.
[12] 许新培. 硬质合金圆锯片辊压适张的振动特性及有限元研究[D]. 广州:广东工业大学, 2012: 48-50.
[13] 沈宇峰, 何幸保, 唐军. 基于ABAQUS锯片铣刀的模态分析及优化[J]. 工具技术, 2019, 53(9): 74-77.
[14] 李博, 张占宽, 李伟光, 等. 圆锯片多点加压适张工艺压点分布对适张效果的影响[J]. 木材加工机械, 2015, 26(4): 19-23.
[15] 武松灵, 臧勇. 非均匀热处理对圆锯片辊压适张残余应力的影响研究[J]. 热加工工艺, 2017, 46(6): 217-220,225.
[16] 陈晓涛, 张进生, 黄波, 等. 金刚石圆锯片基体辊压预应力处理工艺参数试验研究[J]. 山东大学学报(工学版), 2019, 49(3): 141-145.
[17] 张占宽, 习宝田, 安静贤. 用X射线测定圆锯片表面初始残余应力[J]. 北京林业大学学报, 2003, 25(1): 78-81.
[18] 張定铨, 何家文. 材料中残余应力的X射线衍射分析和作用[M]. 西安:西安交通大学出版社, 1999.
Experiment and Simulation Research of Residual Stress
in Circular Saw Blade Matrix under Roll Tensioning
XU Xiao-dong1, ZHOU Qi1, WANG Yu-qi1, JU Jun-wei2, BAI Shuo-wei1
(1. College of Mechanical and Electrical Engineering, Qingdao University, Qingdao 266071, China;
2. Hein (Shandong) Superhard Tools MFG. Co., LTD., Rizhao 262306, China)
Abstract:
The residual stress distribution of the body of circular sawblade after rolling tension was studied in order to guide the optimization of the process of rolling tension. The residual stress distribution of a circular sawblade was calculated by the finite element analysis (FEA) method and it was also measured by the X-ray diffraction. The characteristics of the residual stress distribution the circular sawblade were summerized by comparing the experimental results and the FEA results. The results show that the radial residual stress of the body of circular sawblade after rolling tension presents a distribution trend of “low-high-low” along the radius direction; meanwhile, the tangential residual stress presents the distribution law of “positive outside and negative inside” along the radius direction. The simulation model obtained in this paper can reflect the real stress distribution conditions on both sides of the rolled-zone.
Keywords: circular saw blade; roll tensioning; residual stress distribution; finite element
收稿日期:2023-05-25
基金项目:
国家自然科学基金青年基金(批准号:70701109)资助;山东省自然科学基金青年项目(批准号:ZR2020QE016)。
通信作者:
白硕玮,男,博士,副教授,主要研究方向为绿色设计与制造、清洁生產理论与技术。E-mail:baishuowei1@163.com
猜你喜欢
石材(2022年4期)2022-06-15
中学生数理化·高一版(2021年3期)2021-06-09
数学物理学报(2021年1期)2021-03-29
重型机械(2020年3期)2020-08-24
数学年刊A辑(中文版)(2019年3期)2019-10-08
超硬材料工程(2018年6期)2019-01-09
三峡大学学报(自然科学版)(2018年3期)2018-05-22
三峡大学学报(自然科学版)(2017年1期)2017-03-20
重型机械(2016年1期)2016-03-01
焊接(2015年12期)2015-07-18
