大型邮轮舷墙建造工艺技术
2023-06-25 09:08方学华李祖发王世利王宏明
船海工程 2023年3期
方学华,李祖发,王世利,王宏明
(上海外高桥造船有限公司,上海 200137)
船舶在海洋中航行时,往往会受到风浪冲击,其中船首、船尾受风浪冲击的可能性较大。舷墙通常高度约1 m,主要作用是船舶在风浪天气中航行时预防或减少甲板上浪,保障人员安全,防止甲板上的物品落入水中,提升船舶和人员的安全性。舷墙[1]属于防护型结构,由外板、加强筋板、肘板和扶手等组成,结构设计满足自身强度即可,一般不参与船体总纵强度计算。为了减轻船舶自身重量,船舯也可以采用栏杆、玻璃幕墙和新型复合材料等形式;钢制舷墙通常选用低合金高强度钢提升耐腐蚀性。随着船舶建造技术快速发展和满足客户多元化需求,舷墙使用性能有焊接固定式、活动式,还有隐身式等,钢制舷墙为最常见。
在建首制国产VISTA级13.55万t大型邮轮可容纳5 000多名游客[2],外形美观大气,船体结构复杂,共有15层甲板,每层甲板边缘都有舷墙作为安全屏障,游客可以停留在甲板通道上吹海风、看风景,享受邮轮带来的乐趣。相比其他民用船舶,大型邮轮舷墙不仅数量多,其独特的设计融入了建筑学、美学概念,外观线型优美奇特,是邮轮重要的外观工程之一。VISTA级大型邮轮见图1。

图1 VISTA级大型邮轮
1 国内外舷墙建造技术
1.1 国内外舷墙分段建造方案
大多数民用船舶甲板层数少,舷墙数量少、结构单一,建造工艺技术成熟。从线型上看,舷墙分为平直型和曲线型两种类型,平直型位于船体中间部位,曲线型位于船体艏艉两端。平直型舷墙建造简单,在平整的工位或胎架上建造。艏艉舷墙线型复杂,建造难度较大,目前国内外各大船厂通常采用散装法、卧态建造法或整体建造法建造,每种工艺各具特色,既可独立应用,也可同步应用。散装法属于传统建造工艺,主要应用于中小船舶或复杂线型,将舷墙零部件在总段上直接安装、散贴外板,线型可控,但施工效率不高;随着现代造船技术快速进步,散装法工艺相对应用较少。整体建造法和卧态建造法主要不同点在于整体建造与分开建造,其次胎架场地和基准面选择不同;共同点是将高空作业转化为平地作业,从而提升施工效率和安全性,整体建造法常用于精度要求较高的产品。卧态建造法是国内外各大船厂应用最广泛、最经济的建造方案。
卧态建造法是将整层舷墙划分为若干个片段,每个片段在单独的胎架上建造,再到相应的分段上进行总组合拢,最终串联形成整体。胎架以外板为基准面,采用支柱式胎架,增加模板控制线型;优点是所需场地小,制作效率高,适用于各种船型的舷墙建造。
整体建造法是将整层舷墙划分为数个片段,并且在同一个胎架上整体正态建造,合拢口预留待焊区,再与相应的分段总组成型;该工艺胎架制作简单,以甲板结构为基准,实质是按照1∶1实物模拟建造,将高空作业转化为平地作业,优点是将同一层舷墙的多个片段在同一个胎架上并列建造,有利于控制整体线型和精度,有利于生产管理并节约建造周期,适用于精度要求较高的船舶制造。
1.2 大型邮轮舷墙建造方案
大型邮轮舷墙与其他民用船舶完全不同,不仅在数量上有很大差异,尤其是建造难度前所未有。
大型邮轮舷墙数量多,艉部有30多个片段,艏部有70多个片段,共计100多个片段组成,全船舷墙总长度近700 m,总共涉及15层甲板。我国造船行业首次大批量建造舷墙,数量之多,建造难度之大,创下了单一船型之最。
大型邮轮建造工艺技术十分复杂,包括舷墙建造技术[3]。大型邮轮舷墙外板造型独特,最小宽度仅有0.7 m,最大宽度达到4.5 m,是普通民船4倍左右。通过三维建模,将每层舷墙划分为6~8个片段,采用卧态建造法,根据各区域场地资源分别独立建造,极大地提高场地周转效率,从而有效保证生产计划。另外,还将艉部舷墙与分段合并建造,不仅有利于缩短建造周期,也有利于舷墙线型和精度控制。
首先,大型邮轮舷墙是独特的外挑式造型,每层舷墙结构跨越甲板上下,与甲板呈斜面和小角度,施工难度大;其次,舷墙数量多,总组吊装过程易发生变形,8 mm曲型外板变形矫正难度大;第三,高空作业多,例如第15层甲板距离地面高达52 m。这些都是大型邮轮舷墙与民船建造的典型差异。为了提高施工效率和安全性,借鉴国外邮轮建造经验,将国产首制大型邮轮艏部舷墙分解转化为地面总组作业,分别安装在4个总段上,推进总段结构和涂装的完整性,目标是支持船坞连续搭载,提升船坞阶段施工效率。
2 首制大型邮轮舷墙建造工艺技术
大型邮轮舷墙数量多,是邮轮建造重要的外观工程,由于薄板容易变形,工艺流程要紧密围绕变形控制和提升外观美观性为核心开展,明确各工序精度要求和控制点。
2.1 加工技术
2.1.1 预处理
为了预防和减小薄板变形,8 mm以下薄板在预处理阶段进行滚压校平,钢板在多芯滚床上进行二次滚压校平,平整度控制在0.5 mm/m以内,充分释放钢板的内应力,保证钢板的平整度。
2.1.2 切割精度
切割工作主要包括大量的外板和1 800 m加强筋板下料,外板板厚8 mm,筋板宽度仅有80~120 mm。切割变形控制是难点之一。经过多次试验,采用激光切割机和等离子切割机下料,切割精度控制到0.5~1.0 mm,为下阶段精度和变形控制打下良好的基础。
2.1.3 外板加工
大型邮轮舷墙外板加工有三大难点:一是外板数量多,共有500多块外板需要加工;二是线型复杂,艏艉线型不同,每层线型不同,每个肋位的弧度也不同,需要耗费大量的加工样板、周期、动能和人工等成本;三是外板弧度大,大多数外板属于双曲线型,并且扭曲度与捩势较大。
根据船体曲板加工工艺,双曲线型外板通常采用冷加工和水火弯板工艺相结合加工成型。大型邮轮舷墙外板厚度仅有8 mm,据现场试验情况,采用水火弯板工艺加工成型,外板表面会有遗留的火工痕迹,影响外观质量效果。为了提升舷墙外观的美观度,采用三芯滚床一次滚压成型技术,加工过程多次调整加工轴线和油压机滚压参数,最终解决了舷墙外板加工技术难题。
2.2 分段建造
2.2.1 胎架
首制大型邮轮舷墙分段采用以外板为基面卧态工艺建造,分别应用活络胎架、角钢支柱式胎架,并增加模板控制线型,划出地样线、检验线,外板四周与胎架之间采用卡码固定控制自由边变形。
2.2.2 精度控制
外板铺板定位后,需要进行二次划线,确保结构的安装精度,采用样板、水平仪等检测过程定位精度,采用全站仪测量和模拟分析,修正精度偏差。
2.2.3 焊接技术
薄板焊接包括拼板和角焊缝。薄板埋弧是焊接技术难点之一,焊缝容易出现密集气孔和未焊透等缺陷[4]。分析认为,焊接缺陷的根本问题在于薄板下料过程切割端面有残留氧化物和氮化物,其中氮化物是影响焊接质量的主要因素。通过制定薄板焊接工艺指导生产,组织焊工培训提升技能,控制焊接参数,焊缝质量满足要求。焊接参数见表1。
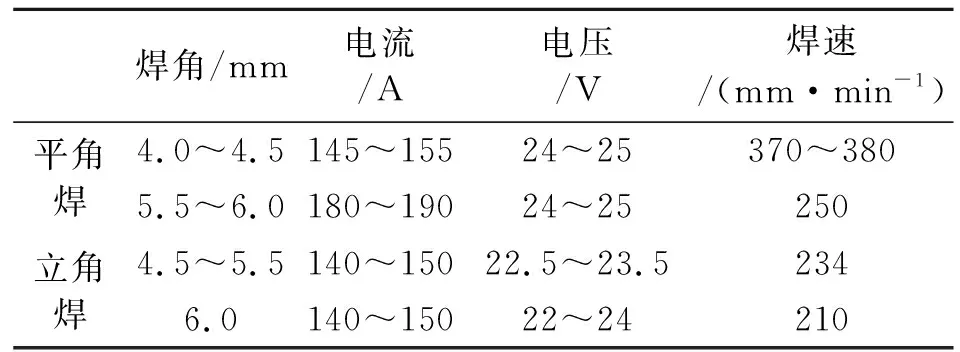
表1 焊接参数(单层,焊丝φ 1.0 mm)
2.3 总组建造
总组建造是首制大型邮轮舷墙建造的关键环节,如何做好舷墙外板线型和平整度控制,是总组建造的关键控制点。施工过程需要预防吊装变形,解决总组装配技术,克服小角度空间限制,分析舷墙变形控制与火工矫正技术,确保邮轮外观线型的美观性。
2.3.1 吊装变形
大型邮轮舷墙分段整体结构强度弱,外板宽度大且弧度大,肘板数量少,肘板间距是普通民船的3~5倍,吊装变形控制难度较大,后续船需要优化吊装方案。
2.3.2 总组装配
按照邮轮建造工艺流程,艏部舷墙在总组阶段进行总组安装,包括第4~15层甲板舷墙,分布在艏部4个总段上。总组装配定位控制舷墙高度和甲板水平,依次装配外板与甲板的角接缝,最后装配甲板上、下肘板。在总组阶段需要克服小空间施工的困难,保证装配质量,提升舷墙外观的美观度。
艏部第8层甲板舷墙结构特殊,外板弧度大,支撑肘板与甲板结构不对正,安装在甲板软档,角度是以甲板内侧为圆心呈放射型。由于甲板软档有波浪变形,导致该层舷墙装配困难。后对该层舷墙采用散装法工艺,提升了施工效率和质量。
2.3.3 矫正技术
大型邮轮舷墙薄板焊接和吊装等多种应力叠加变形复杂,一根根筋板弯曲变形,每块超宽造型板都有复杂变形,如何将弯曲的筋板调平直,如何矫正8 mm曲型外板变形,需要深入探讨舷墙矫正技术规律。
火工矫正是大型邮轮舷墙建造的关键技术,也是舷墙建造的难点之一。首先需要分析舷墙矫正技术,形成一套可行的工艺方案,组织火工培训,并在技师指导下进行施工;其次,开发制作舷墙辅助矫正工装,改善现场施工条件,提升施工质量和效率;第三,根据船体火工原理[5],采用整体矫正工艺,外板骨架背烧处理,提升外板角变形矫正效果;第四,舷墙局部变形复杂,使用千斤顶、葫芦等工具工装辅助施工,采用三角形、圆点形和短条形等方法进行矫正,将外板整体线型调整光顺;第五,矫正顺序由中间向两端进行逐步消除变形应力,从变形较小处开始矫正,变形较大的部位采用外力辅助矫正;第六,严格控制火工加热温度,最佳加热温度约600 ℃,圆弧板不得过度矫正,确保外观线型光顺度和筋板直线度满足质量精度要求。
3 技术总结与改进建议
首先,为了提升首制大型舷墙建造质量,积极探索国内外先进造船技术,强化自主创新,克服工艺技术储备不足,片段采用卧态建造法,场地资源和建造周期提升35%以上,保证了生产计划按期完成;其次,在下料、加工、装配、焊接、矫正和变形控制等方面采取有效措施,通过工艺创新取得多项成果和阶段性成效,片段和总组建造质量可控,焊接合格率达96%,精度合格率92%;第三,为了解决吊装变形和曲型外板波浪变形,设计制作多种工装辅助施工,攻克舷墙矫正技术,平整度满足要求,总组涂装后外板线型光顺;第四,发扬团队奉献精神,克服小空间限制,确保总段结构和涂装完整性达100%,从而极大地提升船坞搭载效率。
首制船建造缺乏成熟技术,未来建造工艺技术和生产管理仍需深入研究,建议:①优化舷墙分段划分与建造方案,控制片段长度;②复杂线型采用整体建造法,并在分段阶段完成背烧作业,提升外板线型控制;③优化舷墙片段完工后的摆放、运输、吊装、加强和涂装工艺,优化片段吊装工艺改善吊装变形;④提高舷墙片段建造质量的一致性,所有舷墙集中场地、固定班组施工,总组预留调整周期,组织有经验专业火工矫正,形成固定工序;⑤研究舷墙搭载阶段的矫正技术,确保邮轮舷墙建造完工的平整度与美观性。
猜你喜欢
船舶标准化工程师(2020年1期)2020-06-12
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
江西建材(2018年4期)2018-04-10
国防(2017年12期)2017-04-09
反射疗法与康复医学(2017年7期)2017-01-16
现代制造技术与装备(2015年4期)2015-12-23
核科学与工程(2015年3期)2015-09-26
实用手外科杂志(2015年2期)2015-08-28