
气缸套等离子束淬火/渗硫层 “等耐磨性”试验研究
2023-06-25 08:42齐俊平王新华王守忠
车用发动机 2023年3期
齐俊平,王新华,王守忠
(1.周口职业技术学院汽车与机电工程学院,河南 周口 466000;2.河南警察学院刑事科学技术系,河南 郑州 450046;3.商丘职业技术学院农学院,河南 商丘 476005)
缸套是发动机的关键件之一,其主要失效形式是磨损[1],通过检测已失效的缸套内径发现,磨损量大多数自下而上逐渐增大。缸套的使用寿命取决于其最大内径[2],因此,如何减小缸套上部的磨损量,提高其内表面磨损均匀性,成为研究热点。文献[3]针对此问题提出了“等耐磨性”处理措施:对工作条件比较苛刻的上部采用强处理,而对工作条件相对优越的下部进行弱处理。但这种处理措施使缸套内表面在缸套的逐渐失效过程中易被磨损成双“倒喇叭状”,仍存在一定的不合理性。文献[4]研究表明,通过改变等离子多元共渗的扫描处理速度、距离和电流等工艺参数,可达到气缸套内表面“等耐磨性”处理的目的,但存在扫描轨迹较为单一的问题。一般来说,金属材料的硬度越高,耐磨性越好。文献[5]控制等离子束淬火工作电流随扫描行程逐渐增大,使缸套内表面的硬度自上而下逐渐提高,基本上实现了缸套内表面的“等耐磨性”。但缸套和环是配套使用的,如果仅提高缸套内表面的硬度,势必会加大环的磨损量,也达不到延长发动机整体使用寿命的目的[6]。因此,在提高硬度的同时,还要求缸套内表面具有良好的自润滑性能[7]。相关研究表明[8-9],采用低温离子渗硫技术可在缸套内表面制备出FeS薄膜,能够减少缸套与环配副时的磨损量,提高缸套与环的密封性能,对于提高发动机的动力性、经济性、可靠性和环保性等有重大意义。但有关缸套内表面等离子束淬火/渗硫层“等耐磨性”的研究目前还未见报道。
本研究以某95型柴油机硼铸铁缸套为对象,利用DGR-4M/5A 数控等离子束专用机床,选取等距变速组合方式,控制等离子束淬火扫描速度随工作行程自下而上逐渐降低,实现非等强化处理,再对缸套内表面进行低温离子渗硫处理,分别制备出等离子束淬火和等离子束淬火/渗硫两种工艺下的缸套试样,通过台架试验,重点探讨了淬火/渗硫缸套 “等耐磨性”机理。
1 试验材料与方法
1.1 试验材料
试验原材料为某硼铸铁缸套,规格尺寸为10 mm×200 mm×100 mm,内表面显微硬度为300 HV,化学成分见表1。

表1 硼铸铁缸套化学成分
1.2 试样的制备
缸套内表面等离子束淬火处理在DGR-4M/5A专用数控机床上进行,扫描轨迹选择交叉网纹,电离介质为氩气,工作行程170 mm(从距缸套下端25 mm处开始扫描)。等离子束淬火工艺参数优化后如下:氩气气体流量7.5 m3/h,压力0.45 MPa,波头数16个,电弧电压50 V,工作电流75 A,扫描距离8 mm,扫描速度在252~146 m/s范围内逐渐降低。将淬火后的缸套内壁用丙酮清洗吹干后,采用LDM2-25离子化学热处理炉进行低温离子渗硫,渗硫介质为固体硫,优化后的工艺参数如下:工作电流25 A,工作电压1 000 V,真空度160 Pa,温度230 ℃(选用WGG2光学高温计测温),时间2.5 h。试样渗硫结束后随炉冷却至室温。
1.3 试样的组织性能测试
水冷条件下分别从装机试验前后的缸套上,用线切割法纵向切取试样若干,尺寸为8 mm×4 mm×4 mm,经磨制和抛光后分别做成金相和SEM试样,经4%硝酸酒精进行轻腐蚀或深腐蚀,腐蚀时间分别为30 s和60 s。在XJG04金相显微镜上观察淬火层的组织形貌;用HVS-1000A显微硬度计测试淬火层硬度和深度,载荷为0.5 N,时间为 10 s;用JSM-7001F场发射扫描电镜(附带EDS)、DX-2700型X射线分析仪对复合渗硫层表面与横截面形貌、相结构、磨损表面形貌以及淬火层残余奥氏体含量进行测试分析;采用WS-2005涂层附着力自动划痕仪测试渗硫层与基体结合强度。
1.4 台架磨损及检测
被测缸套分别为等离子束淬火和等离子束淬火/渗硫试样,在CZ2102柴油机试车台上全速全负荷进行120 h试验,配合环均为合金铸铁活塞环(硬度300 HV)。试验前后用酒精清洗试件并吹干,采用75-150数显电子内测千分尺测量试验前后缸套内径,采用活塞环开口间隙专用测量仪测量试验前后活塞环开口间隙,试验结果均取3次测试结果的平均值。
2 试验结果与分析
2.1 淬火层组织性能测试分析
图1示出淬火变速扫描缸套表面宏观形貌和纵剖面形貌。从图1a可见,淬火层表面宏观形貌为交叉网纹硬化带,与平行螺旋线扫描工艺相比,交叉网纹扫描轨迹可使活塞环径向和切向受力更均匀,提高了缸套与环配副的摩擦学性能[10]。自下而上,扫描轨迹逐渐趋于清晰,连续性逐渐提高。从图1b可见,原材料组织由珠光体+石墨+少量磷共晶+复合硼化物组成,淬火层纵剖面组织由隐针马氏体+残余奥氏体组成,与基体之间没有明显的过渡区。自下而上淬火层的深度在0.114~0.153 mm之间逐渐增大,残余奥氏体含量在5.2%~3.1%之间减少,马氏体含量增加,组织尺寸细小化。
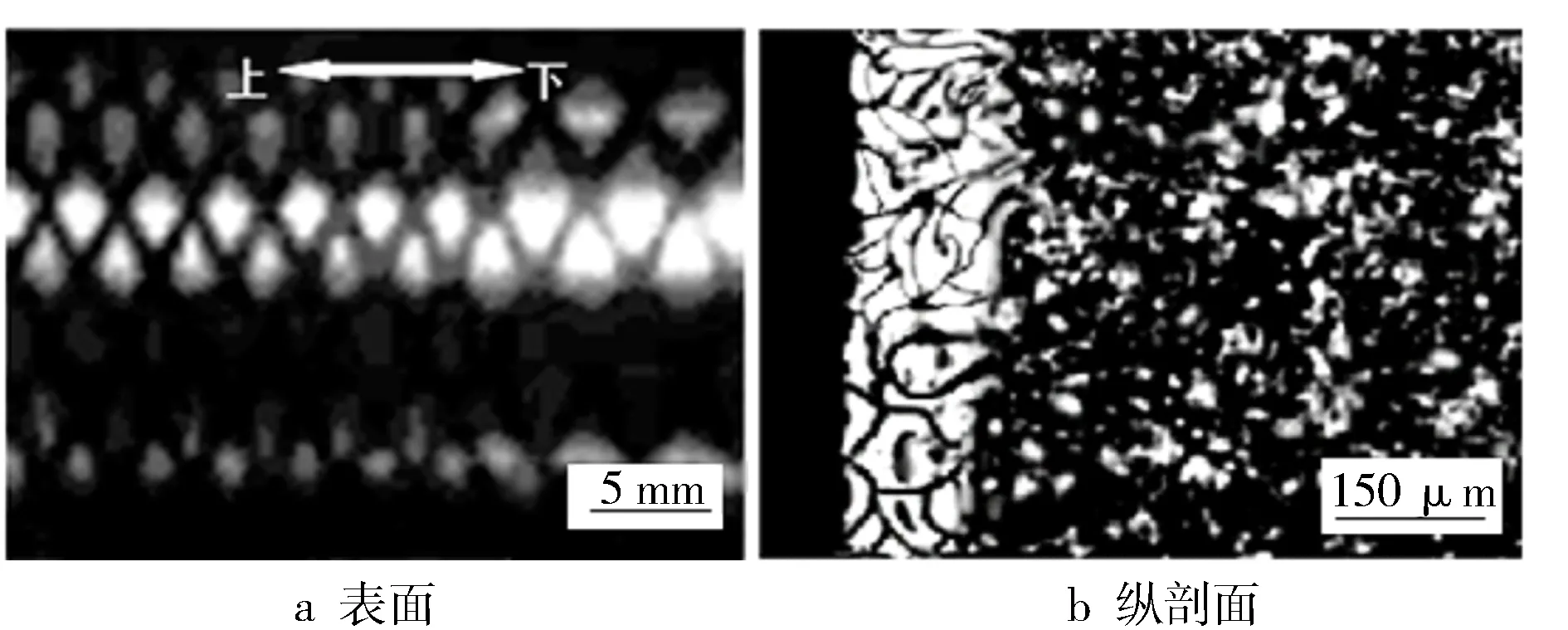
图1 淬火变速扫描缸套表面宏观形貌和剖面微观形貌
表2列出淬火缸套内表面不同部位显微硬度和磨损量的测试结果。不同部位的显微硬度自下而上在950~1 043 HV之间逐渐提高,相对原材料硬度300 HV明显提高。磨损量基本为0.009 mm,表明淬火缸套内表面磨损具有“等耐磨性”。等距变速淬火扫描对缸套内表面产生的强化效果(如淬火层硬度提高、深度增大等)自下而上逐渐增强[11],与缸套不同部位实际工作条件(如温度升高、压力增大、润滑条件恶化等)的变化对耐磨性的要求基本一致[12],是其表面磨损具有“等耐磨性”主要机理所在。
表2 淬火缸套内表面不同部位硬度和磨损量
2.2 淬火/渗硫层组织性能测试分析
2.2.1 表面和横截面形貌
图2示出缸套内表面等离子束淬火/渗硫层微观形貌和纵截面形貌。从图2a可见,渗硫层表层的硫化物颗粒尺寸较大,次表层的颗粒尺寸较小,凹凸不平,颗粒间存在明显的空隙,表明渗硫层表面为疏松多孔结构。从图2b可见,渗硫层的纵剖面形貌为连续分布的灰白色带状,并与基体紧密结合,没有明显的过渡区域,硫化物与交叉网纹扫描轨迹相互嵌合在一起,属于典型的冶金结合。经测试,渗硫层的厚度自下而上在6.5~7.6 μm之间逐渐增加,最大增加16.9%。

图2 淬火/渗硫层表面和纵截面形貌
2.2.2 X射线衍射谱和结合强度
图3示出缸套内表面淬火/渗硫层X射线衍射谱和与基体结合强度测试结果。从图3a可见,其相结构由α-Fe+FeS+FeS2组成,其中FeS衍射峰的高度明显高于FeS2的衍射峰,表明FeS的含量明显高于FeS2[13]。通过EDS 分析,渗硫层的S/Fe自下而上在0.81~0.92之间逐渐增大,说明渗硫层中的硫化物主要以超级润滑FeS相为主,渗硫层中FeS含量逐渐提高,FeS2含量逐渐减少。从图3b可见,渗硫层与基体的结合强度为52.5 N。根据薄膜与基体结合强度的定性评价标准[14],当结合强度在40~60 N 之间时,属于结合良好范围,可见硫化物薄膜与基体的结合强度较高。

图3 渗硫层X射线衍射谱和与基体结合强度
2.2.3 力学和摩擦学性能
表3列出淬火/渗硫缸套内表面不同部位显微硬度和磨损量测试结果。由表3可知,不同部位显微硬度相对淬火缸套稍有降低,这主要是FeS的硬度较低(HV50-100)所致[15],但淬火/渗硫缸套内表面的硬度自下而上在928~1 010 HV之间仍呈逐渐提高变化,这得益于淬火层对渗硫层支撑强度的逐渐提高。磨损量基本为0.003 mm,相对淬火缸套减少了66.7%。表明淬火/渗硫缸套内表面耐磨性明显提高,表面磨损仍具有“等耐磨性”。

表3 淬火/渗硫缸套内表面不同部位硬度和磨损量
图4示出淬火/渗硫缸套内表面上部和中部的表面磨损形貌。从图4a可见,上部磨损表面上存在着较多窄而深的犁沟,大部分渗硫层表层已遭受破坏,次表层的硫化物层依然清晰可见,磨损表面上还存在着一定数量的黏着凹坑。但多数划痕比较细暗,表明划痕较窄浅。从图4b可见,缸套中部磨损表面上存在着较多宽而浅的犁沟,大部分渗硫层依然清晰可见,但划痕比较粗亮,表明划痕较宽深,还有较多的小麻点和明显的擦伤痕迹。虽然缸套上部和中部内表面磨损形貌有所差别,但综合评定两部位各种磨损所遭受破坏的程度基本相同,这与表3的测试结果一致,由此可以推断缸套内表面磨损形貌具有“等耐磨”的特征。

图4 淬火/渗硫缸套上部和中部内表面磨损形貌
试验结果分析认为,由于淬火层中的残余奥氏体含量自下而上逐渐减少,马氏体含量逐渐增加,马氏体的扩散系数大于残余奥氏体[16],组织尺寸细小化,晶界面积增大。低温离子渗硫时,S离子向基材内扩散通道和扩渗深度逐渐增加[17],Fe离子向基材外溅射速度提高,有利于FeS的大量生成,抑制FeS2生成[18],所以渗硫层厚度和S/Fe以及FeS含量自下而上逐渐增加,FeS2含量减少。FeS2为正交或立方晶体结构,不具有固体润滑性能,而FeS为密排六方晶体结构,具有优良的固体润滑性能[19],从而表现出较好的减摩性能。渗硫层厚度越大,减摩抗磨维持的时间越长。淬火层硬度自下而上逐渐提高,为FeS提供的支撑作用增强[20],与缸套不同部位实际工作条件(如温度升高、压力增大、润滑条件恶化等)的变化对耐磨性的要求基本一致,是其表面磨损仍具有“等耐磨性”主要机理所在。
2.3 活塞环与缸套配副性测试分析
表4列出环与淬火缸套和淬火/渗硫缸套配副时开口间隙增大量的测试结果。由表4可知,在相同的试验条件下,环与淬火缸套配副开口间隙增大量较大,为0.049 mm,而与淬火/渗硫缸套配副开口间隙增大量较小,仅为0.017 mm,与淬火缸套配副相比,减小了65.3%,表明淬火/渗硫复合处理有利于改善环与缸套的匹配性。

表4 活塞环开口间隙增大量
图5示出环与淬火缸套和淬火/渗硫缸套配副时外表面的磨损形貌。从图5a可见,与淬火缸套配副环磨损表面上存在着明显的黏着凹坑和腐蚀脱落现象,凹坑周围存在着明显的黏着撕裂痕迹,有较多宽而深的犁沟和明亮的划痕,磨损表面还存在着一些磨粒或磨屑碎片,显然其磨损机制以黏着磨损为主、腐蚀磨损和磨粒磨损为辅。从图5b可见,与淬火/渗硫缸套配副环磨损表面上存在着较多的宽而浅的犁沟和划痕,犁沟和划痕的深度明显减小,磨损表面上还黏附有少量的硫化物薄膜,表明缸壁表面的硫化物薄膜向环磨损表面发生了转移,显然其磨损机制以磨粒磨损为主。

图5 与不同缸套配副环的表面磨损形貌
研究表明,配磨材料的硬度差为零时磨损最小[21]。缸套内壁经等距变速淬火扫描后,显微硬度由300 HV升高至950~1 043 HV,配副环的硬度仅为300 HV,与淬火缸套硬度差较大。发动机工作时,缸壁如坚硬的锉刀,环如被锉削的材料,环的磨耗较大。再者,环的硬度很低时,在接触载荷作用下接触峰点的应力超过材料屈服强度时而产生塑性变形,在跑合阶段因机油润滑不良而发生黏着磨损。所以环与淬火处理缸套配副工作时,其磨损机制以黏着磨损为主,环表面磨损较严重,开口间隙增大量较大,配副性较差。
研究表明,欲减少摩擦对偶件的摩擦磨损,对偶件材料须具有良好的减摩和储油性[22]。渗硫层的相结构由α-Fe+FeS+FeS2组成,表面为疏松多孔结构,具有良好的储油性能,有利于润滑油膜的建立,硫化物层主要以超级润滑FeS相为主,具有优良的减摩作用。发动机工作时,环与缸套表面之间的摩擦磨损主要发生在润滑油膜和FeS超级润滑层之间,降低甚至避免了黏着磨损现象的发生,所以环与淬火/渗硫缸套配副工作时,磨损机制以磨粒磨损为主,环表面磨损较轻,开口间隙增大量明显减小,配副性得以改善。
3 结论
a) 硼铸铁缸套经等距变速等离子束淬火处理后,淬火层组织由隐针马氏体+残余奥氏体组成;随扫描速度逐渐降低,自下而上,残余奥氏体含量逐渐减少,马氏体含量增加,尺寸细小化,硬度提高,不同部位的磨损量均在在0.009 mm以下,表面磨损形貌具有“等耐磨”的特征;
b) 淬火/渗硫缸套组织主要由α-Fe+FeS+FeS2组成,自下而上,FeS厚度和含量逐渐增加,淬火层对FeS支撑强度逐渐提高,不同部位的磨损量均在0.003 mm以下,表面磨损形貌具有“等耐磨”的特征;
c) 在相同的台架试验条件下,环与淬火缸套配副时开口间隙增大了0.049 mm,与淬火/渗硫缸套配副时开口间隙仅增大了0.017 mm,淬火/渗硫复合处理有利于改善缸套与活塞环的匹配性,延长发动机的整体使用寿命。
猜你喜欢
中国设备工程(2023年4期)2023-02-28
政工学刊(2021年12期)2021-12-22
陶瓷学报(2021年4期)2021-10-14
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
上海金属(2016年1期)2016-11-23
光学精密工程(2016年4期)2016-11-07
橡胶工业(2015年8期)2015-07-29
