化工废水的蒸氨环保处理技术研究
2023-08-10 03:30韩文婧崔荣伟李雪贞王萌
山东化工 2023年11期
韩文婧,崔荣伟,李雪贞,王萌
(潍坊职业学院,山东 潍坊 262737)
化工业一直以来都是环境主要污染源头,化工产品在生产过程中会使用大量的水,生产用水中含有大量的化学污染物,比如氨氮、砷、硫、锌、汞等,这些化学污染物对人与其他生物生命安全造成一定威胁,如果化工废水不能得到有效的处理,排放到河流中被鱼、虾等生物吸收,会破坏掉水资源生态环境,如果人食用到化学含量超标鱼、虾,会产生重金属中毒,如果长时间食用这种有毒食物,会诱发癌症、心脏病等疾病发生,严重威胁到人们的身体健康安全。全国每年会生产大量的化工废水,据相关统计数据显示,2020年国内废水总量为3 684.65亿t,其中化工废水占32.41%,化工废水排放量相比较2019年增长了1.24%,计算下来每天要排放的化工废水约3.26亿t,在未来化工废水排放量还会不断增长,因此有必要采取有效手段对化工废水净化处理。蒸氨环保处理技术是一种常用的化工废水净化处理手段,由于其具有较高的环保性,处理成本比较低,因此已经被广泛应用到化工废水处理领域中。但是由于国内对于化工废水的蒸氨环保处理技术研究起步比较晚,相关工艺与理论还不够成熟,虽然近几年化工废水处理问题受到研究领域重视,相关学者与专家开展了一系列研究,对蒸氨环保处理技术进行了优化与完善,但是现有的技术还是存在一定的局限性,在实际应用中废水氨氮去除率比较低,并且处理用时时间比较长,效率比较低,传统技术仍旧存在较大的优化空间,为此提出化工废水的蒸氨环保处理技术研究。
1 试剂、设备准备及废水预处理
根据化工废水净化处理需求,采用蒸氨环保处理工艺对其处理,具体处理流程如图1所示。
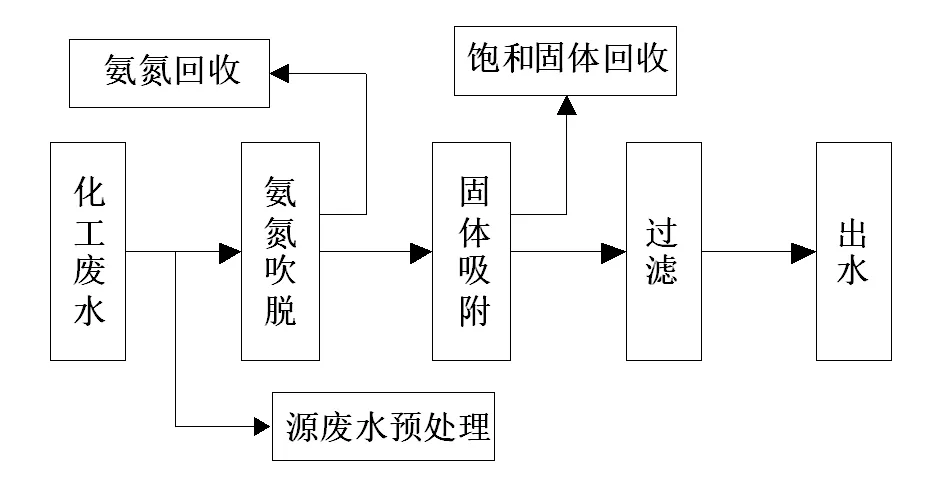
图1 化工废水蒸氨环保处理流程图
如图1所示,化工废水在处理前,要做一些准备工作,预先准备蒸氨环保处理需要使用的试剂和设备,其中试剂包括氯化铵、酒石酸钾钠、碘化汞、碘化钾、氯化钠、氢氧化钠、盐酸、乙酸、壳聚糖以及硝酸,试剂规格均为分析纯[1]。处理需要准备的仪器设备主要为蒸氨环保处理装置,该装置如图2所示。

图2 蒸氨环保处理装置示意图
除了要准备处理装置以外,还需要准备数显恒温磁力搅拌机、恒温水浴振荡器、数显恒温水浴锅、电热鼓风干燥箱、电子调温万用电炉以及电子天平等仪器设备[2]。按照使用说明书对仪器设备技术参数进行校准,检验各个仪器设备是否可以正常使用。然后对原废水进行检验的预处理,使用滤网将废水中的固体废弃物滤除掉,并沉淀1 min,去除掉废水中的泥沙。
2 氨氮吹脱
将预处理后的废水导入到蒸氨环保处理装置中,对其进行氨氮吹脱。废水首先进入到处理装置中的调节池内,在调节池内放入氢氧化钠试剂,氢氧化钠试剂投入量需要根据化工废水量确定,每升废水投入0.1 mL氢氧化钠,使用电子天平称取氢氧化钠试剂,将其放入到调节池中[3]。利用氢氧化钠将化工废水pH值调节到10左右。经过调节后的废水顺着导管进入到吹氨塔,在吹氨塔内进行氨氮吹脱。氨氮吹脱所使用的试剂主要为氯化铵、酒石酸钾钠、盐酸、乙酸、壳聚糖,使用电子天平称取适量的化学试剂,将其投入到吹氨塔内[4]。将塔顶压力设置为0.54 MPa,气液比设置为1 000∶1。考虑到吹脱温度与化工废水氨氮析出率呈一定的线性关系,具体如图3所示。

图3 吹脱时间-氨氮析出率曲线图
从图3可以看出,在前2 min,化工废水氨氮析出率增长比较快,但是2 min以后,化工废水氨氮析出率基本趋于稳定,因此为了保证化工废水处理效率和处理成本,将氨氮吹脱时间控制在2 min左右,不得少于2 min。此外,吹脱温度也会对化工废水氨氮吹脱效果具有一定的影响,将其控制在60 ℃左右。吹脱后的废水中氨氮化学物质从塔底输入到氨氮回收池,通过氨氮吹脱去除掉化工废水中的氨氮成分。
3 固体吸附及过滤
去除掉废水中氨氮化学物质后,输入到吸附塔,在吸附塔内对废水做进一步处理。考虑到化工废水环保处理需求,利用沸石对化工废水中砷、硫、钾、钠以及未被脱除掉的氨氮等化学物质进行吸附处理,在吸附塔底铺垫一层沸石,沸石具有吸附功能,沸石铺垫厚度至少为50 cm。由于沸石在吸附过程中随着时间变化沸石会达到饱和状态,此时沸石将不再具有吸附功能,为了提升沸石吸附特性,利用碘化汞、碘化钾、氯化钠制作成再生剂。其制备方式为:将点碘化汞、碘化钾放入到数显恒温水浴锅内,使用数显恒温磁力搅拌机与恒温水浴振荡器对试剂搅拌与振荡,两种试剂发生化学反应,将析出的物质放入到电子调温万用电炉内进行加热,再将其碾压成粉末,加入氯化钠试剂稀释,以此制备成沸石吸附再生剂。当吸附塔内沸石吸附时间达到2 min时,将制备好的再生剂投入到塔内,对废水继续吸附,吸附时间为1.5 min。经过吸附后的废水导入到吸收塔,向塔内投入适量的硝酸试剂,利用硝酸将废水中剩余化学物质进行析出,吸收时间为1 min。最后化工废水流入过滤池,在过滤池内对析出的废弃物滤除,以此完成化工废水的蒸氨环保处理。
4 实验论证
4.1 实验准备与设计
为了检验本次提出的化工废水的蒸氨环保处理技术的可行性与可靠性,选择某化工工厂废水为实验样本,利用本次设计技术对该化工工厂废水进行蒸氨环保处理,并选择两种传统技术作为对比,两种传统技术分别为基于芬顿预氧化+MBR工艺与基于臭氧氧化与吸附联用处理技术,以下用传统技术1与传统技术2表示。实验取化工厂废水1 000 L,使用10 L玻璃容器盛放,使用数字对其编号,共获取100份样本,废水水质指标为:pH值范围为9.44~10.36,氨氮含量为5 562~6 024 mg/L,化学需氧量范围为6 451.15~38 695.65 mg/L,钾含量为1.65 mg/L,钠含量为8.46 mg/L,铁含量为3.15 mg/L,锰含量为5.41 mg/L,锌含量为4.17 mg/L,硫含量为2.86 mg/L。实验中使用的试剂均来自上海OYHFA化学试剂有限公司,仪器设备准备:AFFH-A5F5型号数显恒温磁力搅拌机一台、FAOU-3617恒温水浴振荡器一台、IOYUF-4512数显恒温水浴锅一台、QORT-A5F5电热鼓风干燥箱一台、NKAN-48A1电子调温万用电炉一台以及IYFA-6214电子天平一台,以上仪器设备均来自上海FOTO仪电科学仪器股份有限公司。按照上述流程对仪器设备校准、原废水简单处理、氨氮吹脱、固体吸附及过滤,其具体处理情况如表1所示。
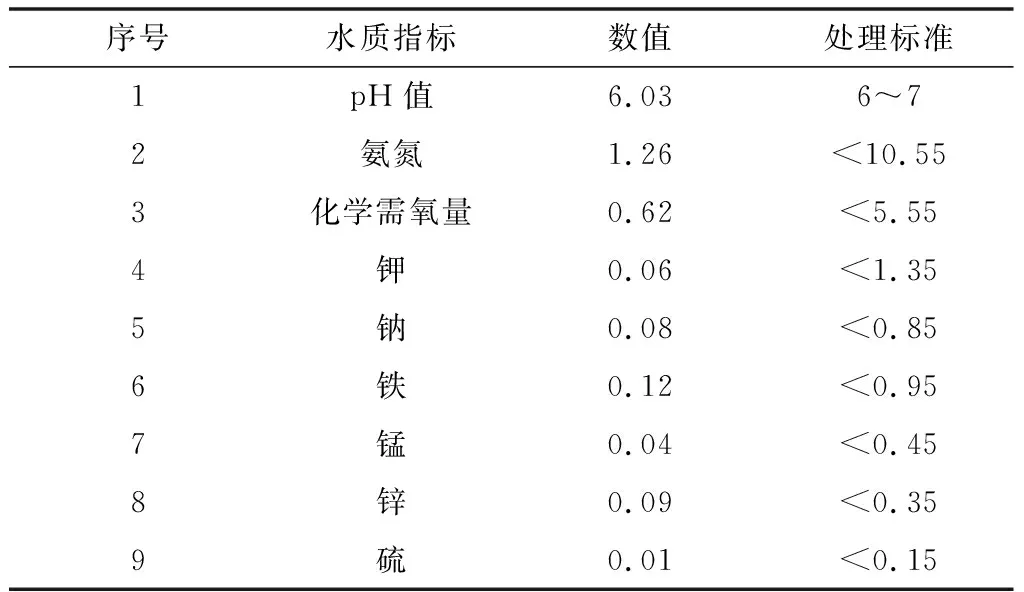
表1 化工废水蒸氨环保处理结果 单位:mg·L-1
从表1中数据可以看出,经过处理后的化工废水水质各项指标均已达标,说明本文设计技术基本可以完成化工废水净化处理任务,以下对技术的具体应用效果进行检验。
4.2 实验结果及讨论
本次实验以废水氨氮去除率和处理效率作为三种技术性能评价指标,氨氮是废水中难以去除的化学成分,处理后的废水中氨氮含量越高,表示处理效果越差。实验以废水氨氮浓度为变量,记录不同氨氮浓度情况下废水氨氮去除率,其计算公式如下:
式中,u表示化工废水氨氮去除率;e1表示处理前化工废水氨氮浓度;e2表示处理后化工废水氨氮浓度。利用上述公式计算出不同氨氮浓度情况下废水氨氮去除率,根据实验数据绘制三种技术氨氮去除率对比图如图4所示。

图4 三种技术氨氮去除率对比图
从图4可以看出,本文技术氨氮去除率相对较高,虽然会随着废水氨氮浓度的提高而不断降低,但是去除率降低幅度比较小,当废水氨氮浓度为6 000 mg/L时,氨氮去除率为87.56%,可以将氨氮去除率控制在85%以上,说明文本设计技术基本可以去除掉化工废水中的氨氮化学物质;而两种传统技术氨氮去除率相对比较低,并且会随着废水氨氮浓度的增加而大幅度降低,当废水氨氮质量浓度为6 000 mg/L时,传统技术1与传统技术2氨氮去除率分别为38.49%,19.52%,远远低于设计技术,说明在氨氮去除效果方面,设计技术优于传统技术。
为了进一步验证设计技术的适用性,对化工废水去除效率进行检验,实验分为四组,每组实验处理的化工废水量相同,均为250 L,记录每组实验化工废水处理用时时间,用时时间越短,表示化工废水净化处理效率越高,根据记录的实验数据,绘制三种技术废水处理效率对比图如图5所示。
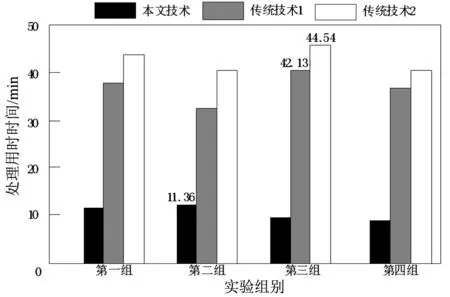
图5 三种技术化工废水处理效率对比图
从图5可以看出,本文设计技术处理化工废水用时时间比较短,最长用时为11.36 min,平均用时为9.46 min;而两种传统技术处理化工废水用时时间比较长,传统技术1与传统技术2处理化工废水最长用时时间分别为42.13,44.54 min,平均用时为40.26,42.17 min,远远长于设计技术,说明设计技术在效率方面也优于传统技术。因此本次实验证明了,无论是在氨氮去除率方面还是在处理效率方面,本文技术均表现出明显的优势,相比较传统技术更适应于化工废水蒸氨环保处理。
5 结束语
针对传统技术存在的不足与缺陷,提出了一套新的化工废水的蒸氨环保处理思路,有效提高了化工废水氨氮去除率,以及处理效率,实现了对传统工艺的优化与创新。此次研究对丰富化工废水净化处理工艺理论,为化工废水的蒸氨环保处理提供参考依据,具有一定的理论意义与现实意义。但是由于此次研究时间有限,提出的技术尚未在实际中得到大量应用与操作,在某些方面可能存在一些不足之处,今后会对该课题展开深层次探究,为化工废水的蒸氨环保处理提供有力的理论支撑。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
山东冶金(2022年1期)2022-04-19
云南化工(2021年10期)2021-12-21
煤气与热力(2021年9期)2021-11-06
河北农机(2020年10期)2020-12-14
河北省科学院学报(2020年4期)2020-03-19
山东冶金(2019年1期)2019-03-30
山东冶金(2018年5期)2018-11-22
大陆桥视野·下(2017年11期)2017-10-31
电子制作(2017年24期)2017-02-02