
模态试验法测试焊接残余应力机理分析及模型参数估计
2023-08-18 07:24甘世明徐艳文韩永全翟之平
焊接学报 2023年8期
甘世明,徐艳文,韩永全,翟之平
(1.内蒙古工业大学,呼和浩特,010051;2.内蒙古工业大学,材料成型重点实验室,呼和浩特,010051;3.内蒙古自治区机电控制重点实验室,呼和浩特,010051)
0 序言
焊接能够实现金属构件之间的高效连接,然而在焊接过程中,加热区域窄、温度梯度大以及构件受到由材料、制造和结构等因素引起的内拘束度和外拘束度,导致焊后接头存在较大和较复杂的残余应力.焊接残余应力对结构的疲劳强度、服役寿命、抗应力腐蚀开裂和尺寸稳定性等都会产生不利的影响[1],为保证焊接结构的可靠性,需要测试并掌握残余应力的分布.如何快速、准确地获得焊接接头的残余应力分布一直是研究的焦点,目前已经形成多种残余应力测试方法,主要可分机械测量方法和物理测量方法[2]两大类.在众多的残余应力测试方法中,模态试验法因具有快速和无损的特点,逐渐被关注和应用于实际测试中.
模态试验法的核心思想是找出焊接构件固有频率与焊接残余应力的数值关系,再通过模态试验测得的固有频率计算出焊接残余应力.在研究模态试验法过程中,国外学者Kaldas 和Almeida 等较早的开展了有关残余应力对固有频率影响方面的研究;Vieira[3]通过模态试验对比分析了SAE 1020 碳钢在无残余应力状态和涂层电极焊状态下的振动频响函数,发现焊接残余应力会影响结构的固有频率;Abdelmoula 等人[4]通过有限元模拟的方式,分析了AA6061-T6 铝合金搅拌摩擦焊板的振动特性,发现残余应力的存在确实影响了焊板的固有频率;Gharehbaghi 等人[5]通过模态试验和有限元相结合的方式,分析了6061-T6 铝合金氩弧焊焊后残余应力对固有频率的影响;国内学者高永毅等人[6]较早的开始了研究焊接残余应力对固有频率的影响;向宏霄[7]利用数值分析的方法,比较系统的分析了板类结构中焊接残余应力对固有频率的影响;陈炉云等人[8]采用数值计算的方式,分析了焊接残余应力不同分布对板结构固有频率的影响;Chen等人[9]借助钢板焊接残余应力的分布特征,分析了不同边界条件下钢板焊接残余应力与固有频率的关系,发现焊接残余应力对钢板的固有频率有显著的影响.在残余应力对固有频率影响的基础上,陆续研究了焊接残余应力与固有频率的关系.Vieira 等人[10]借助经典薄板振动理论,根据Airy应力模型,给出了矩形薄钢板在TIG 焊后残余应力与固有频率的关系;高永毅等人[6]依据焊接残余应力分布数学模型,从理论上计算出了前三阶固有频率,计算的结果与模态试验得到的固有频率比较接近;李传迎等人[11]采用模态试验法分析了高速列车车体薄弱部位的应力谱,并由此预估了车辆的寿命;范高铭[12]提出了一种基于变分模态分解的残余应力测试方法,应用于Q236-A 焊接钢板残余应力的测量,获得了与钻孔法一致的测试结果;孟佑喜等人[13]进一步验证了利用模态分解的方法可获得与钻孔法比较一致的测试结果;Das 等人[14]采用机器深度学习的方法,依据固有频率预测了不锈钢电子束焊接过程中的残余应力,获得了与X-ray 衍射法一致性的测试结果.
从模态理论解析残余应力与固有频率的关系,确定模态试验法测试残余应力(模态试验法) 的模型难度较大,相应的研究和报道较少.针对模态试验法,大多数的研究工作主要集中在残余应力对固有频率的影响、根据特定的残余应力模型计算固有频率或根据固有频率预估残余应力,而缺乏机理分析及相应的模型参数估计研究.文中以焊接薄板为研究対像,运用振动理论分析模态试验法测试焊接残余应力的机理,在此基础上,给出模态试验法的模型建立及其参数估计(模型参数估计) 实现方式.将模态试验法应用于6 mm 7A52 铝合金薄板VPPAMIG 复合焊接残余应力测试中,获得相应的模型参数,确立固有频率与残余应力的数值关系,实现复合焊接残余应力的准确、快速和无损测试,进而为根据残余应力分布情况快速优化现有铝合金VPPA-MIG 复合焊接工艺[15-17]奠定基础.
1 模态试验法机理分析
1.1 机理分析
从振动的角度来分析,固有频率是构件的主要模态参数,能够反应构件的振动特性.当构件中存在焊接残余应力时,焊接残余应力会影响构件的静态和动态特性,进而影响了构件的固有频率.由霍尔基夫薄板振动理论可知,焊接残余应力的存在会影响到薄板的振动特性[18-19],固有频率与焊接残余应力之间的复杂关系[20-21]表达式为
式中:M为表征薄板振型函数的相关矩阵;[K({σ})] 为薄板在焊接残余应力{σ}=[σxσyτxy]T作用下的工作载荷,且为焊接残余应力的复杂函数形式.
当矩形薄板满足四边简支边界条件时,由式(1)能够精确地求解出固有频率.按照四边简支的边界条件,如式(2) 和式(3) 所示,求解出矩形薄板自由振动的固有频率[18],即
式中:Am,n为振幅值;Wm,n(x,y) 为沿x和y方向的振型函数;μ和ρ分别为材料的泊松比和密度;E为弹性模量;a和b分别为薄板的长度和宽度;h为薄板的厚度;ωm,n为固有频率;相应的下标m和n为固有频率的阶数.
分析式(4) 可知,薄板的固有频率ωm,n会随弹性模量E的变化而变化,即E越大,ωm,n也越大.当薄板中存在焊接残余应力时,弹性模量会发生变化[22],使得固有频率与无残余应力时相比也会发生变化,即
式中:E0为薄板无应力时的弹性模量;k为常系数且大于0;σ为残余应力.若薄板焊件存在均匀分布的残余应力,将式(5) 代入式(4),获得残余应力σ与固有频率的关系,即
绘制出相应的曲线,如图1 所示.由式(6) 和图1 可知,当残余应力σ为拉应力时,薄板的弹性模量会减小,使得固有频率也会减小,当残余应力σ为压应力时,薄板的弹性模量会增大,使得固有频率也会增大.
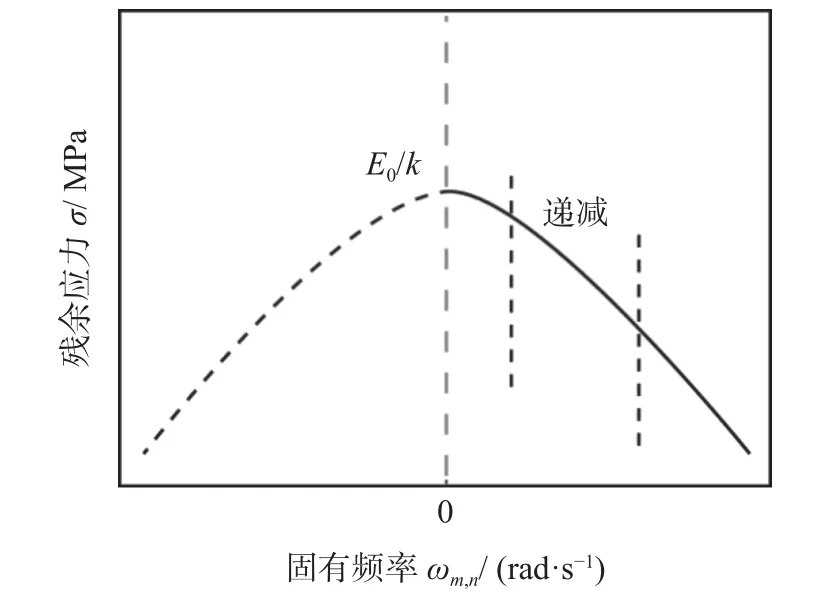
图1 残余应力与固有频率的关系曲线Fig.1 Relation curve between residual stress and natural frequency
1.2 模型参数估计的实现方式
残余应力在焊接构件中不会按照均匀的形式分布,而会根据焊件材料、工艺等在焊缝两侧呈现出不同的分布特征.此外弹性模量在焊板结构中的不同区域存在着差异,无法直接利用式(6) 计算固有频率,因此通过振动理论建立焊接残余应力与固有频率的数值关系难度大,不易实现.在一般的工程应用和试验研究中,为了准确、快速和无损的获得焊接结构的残余应力分布,可采用钻孔法和模态试验相结合的残余应力测试方法.钻孔法简便易行且可以精确的获得焊板结构残余应力值和残余应力分布特征,而模态试验可快速测得焊板结构的固有频率,通过数据拟合的方式估计出模态试验法测试焊板结构残余应力的模型参数,建立残余应力与固有频率的数值关系.在拟合过程中,通过各阶固有频率与焊接残余应力拟合的判定系数R2表征拟合精度,拟合判定系数R2∈[0,1],R2越接近1,拟合精度越高,选择拟合精度最高的多项式确立焊接残余应力与固有频率的数值关系,具体拟合过程如图2 所示.

图2 焊接残余应力与固有频率的拟合过程Fig.2 Fitting process of welding residual stress and natural frequency
通过图2 所示的残余应力与固有频率拟合过程能够确定焊板结构各个测点上残余应力与固有频率的关系,简化了模态试验法测试焊接残余应力的模型参数估计过程.依据估计出来的模型参数,建立残余应力与固有频率的数值关系,只需通过模态试验测得焊板结构的固有频率,便可快速的计算出焊接残余应力,进而实现模态试验法准确、快速和无损测试焊接残余应力.
2 试验方法
试验采用VPPA-MIG 复合焊接系统对尺寸为250 mm × 100 mm × 6 mm 7A52 铝合金薄板进行VPPA-MIG 复合对接焊.选用获得优良焊缝成形的共同焊接工艺参数为:VPPA 正反极性时间分别为17 和3 ms,钨极内缩量为3 mm,喷嘴高度为5 mm,焊接速度为530 mm/min,等离子气体流量为3.5 L/min,整体保护气体流量为40 L/min,MIG 焊保护气体流量为13 L/min,所有保护气体均使用纯度为99.9% 氩气,其它复合焊接工艺参数如表1 所示.

表1 7A52 铝合金薄板VPPA-MIG 复合焊接电流参数Table 1 Hybrid welding current parameters for 7A52 aluminum alloy thin plates
7A52 铝合金薄板焊后分别采用钻孔法和模态试验测试残余应力和固有频率.模态试验测试系统主要由INV 931X 系列力锤、INV 9824 型加速度传感器、CS3062T0 云智慧采集分析仪、DASP 模态分析软件等组成.理论分析焊接残余应力与固有频率的关系时需要采用四边简支的边界条件,但在模态试验实施过程中,四边简支模拟体现相对比较困难,而且容易产生较大误差,因此在模态试验中采用了四边自由的边界条件便于模拟,可以实现固有频率的快速测量.铝合金VPPA-MIG 复合焊接薄板的4 个边角用海绵支撑起来,模拟自由边界,均匀布置72 个测点,在焊缝两侧布置2 个加速度传感器作为固定参考点,移动力锤在每一个测点上进行敲击使焊板产生振动,完成模态试验,如图3 所示.

图3 四边自由条件下模态试验过程Fig.3 Modal test procedure under the condition of four sides free
依据ASTM E837-08《钻孔应变片法测量残余应力》标准,采用钻孔法分别测量7A52 铝合金VPPA-MIG 复合焊接薄板在不同模态状态下的残余应力.将焊接残余应力与固有频率进行数据拟合,以估计模态试验法测试铝合金薄板VPPAMIG 复合焊接残余应力的模型参数,建立复合焊接残余应力与固有频率的数值关系.残余应力的测试点取在各试验板中间,且垂直于焊缝方向上的不同位置,分别位于焊缝区域、熔合区、热影响区以及母材区,在焊缝两侧对称地各取5 个测试点分别距离焊缝中心线0,6,20,45 和60 mm(图4).7A52 铝合金VPPA-MIG 复合焊接纵向残余应力比横向残余应力大,其对结构的影响也比横向残余应力大,因此试验中主要测试了纵向残余应力.

图4 残余应力测量点分布示意图(mm)Fig.4 Distribution of residual stress measuring points
3 试验结果及分析
3.1 模型参数估计
参照表1 所示的1,4 和5 组电流参数,共获得18 个VPPA-MIG 复合焊板试件,分为3 组,每组3 个,编号分别为①,②和③.在四边自由边界条件下,通过多次模态试验,测得了复合焊板前7 阶固有频率,如表2 所示.由钻孔法测得复合焊板的纵向残余应力,如表3 所示.

表2 铝合金VPPA-MIG 复合焊板前7 阶固有频率测量值Table 2 Measured value of seventh-order natural frequencies for aluminum alloy VPPA-MIG hybrid welding plates

表3 纵向残余应力测量值Table 3 Measured value of longitudinal residual stress
在7A52 铝合金VPPA-MIG 复合焊板焊缝两侧,纵向残余应力在距离焊缝中心线相同的测试点上数值基本相等,因此选用焊缝一侧的测试点进行数据拟合,估计相应的模型参数,获得固有频率与残余应力的数值关系,焊缝另一侧的纵向残余应力值可以通过对称关系获得.将图4 中距离焊缝中心线分别为0,6,20,45 和60 mm 的测试点依次设为A 点、B 点、C 点、D 点和E 点,在模态试验测量过程中,一般测得的第3 阶、4 阶和5 阶固有频率比较精确.在A 点、B 点、C 点、D 点和E 点上,将由模态试验测得的第3 阶、4 阶和5 阶固有频率分别与纵向残余应力进行二次多项式拟合,拟合的置信区间为95%,获得拟合判定系数R2如表4 所示.
由表4 可知,除在7A52 铝合金复合焊板上的测试点D 和E 外,在其它的测试点上由第5 阶固有频率与纵向残余应力拟合获得的判定系数R2均更加接近1,因此选择第5 阶固有频率与复合焊板上各测试点的纵向残余应力σx进行二次多项式拟合,估计模态试验法测试7A52 铝合金复合焊板纵向残余应力的模型参数,获得相应的拟合数值关系和拟合曲线(图5),即

图5 纵向残余应力与第5 阶固有频率的拟合曲线Fig.5 Fitting curves between the longitudinal residual stress and the fifth order natural frequency
式(7) 和图5 给出了7A52 铝合金复合焊板各测试点上纵向残余应力随第5 阶固有频率(1 485~1 520 Hz) 的变化关系以及数值关系.在焊缝区域、熔合区和热影响区,纵向残余应力随固有频率的增大而减小;在远离焊缝的母材区,纵向残余应力随固有频率的增大而增大,这是因为焊缝区域、熔合区和热影响区为拉应力区域,由式(6) 和图1 可知,纵向残余应力会随固有频率的增大而有减小的趋势;而母材区为压应力,纵向残余应力数值会随固有频率的增大而有增大的趋势.
3.2 模态试验法可靠性验证
依据上面获得的数值关系,将模态试验法应用于VPPA-MIG 复合焊接残余应力测试.在保证焊缝成形效果良好的基础上,设置7A52 铝合金试板不同的复合焊接电流参数(表1 中2,3,4 组试验参数) 进行VPPA-MIG 复合焊接,焊后分别采用模态试验法和钻孔法测试残余应力,为验证模态试验法的可靠性,将模态试验法与钻孔法的测量结果作比较,如图6 所示.

图6 模态试验法与钻孔法测试结果对比Fig.6 Comparison between the results measured by modal test method and hole-drilling method.(a)comparison of longitudinal residual stress; (b)error of longitudinal residual stress
由图6 可知,模态试验法测得7A52 铝合金复合焊接接头各区域的残余应力分布特征与钻孔法测得的结果基本一致.纵向残余应力在焊缝及邻近区域为拉应力,且在熔合区出现残余应力最大值;由模态试验法测得的复合焊接残余应力关于焊缝中心线对称分布,这是由于采用模态试验法测试残余应力时,选用了焊缝一侧的测试点确立固有频率与残余应力的数值关系,焊缝另一侧的残余应力值通过对称关系获得;钻孔法测得的残余应力关于焊缝中心线基本对称,在焊缝两侧距中心线相同位置上的残余应力值有一定的差异.以钻孔法测量结果为标准值,模态试验法测量结果会有一定的偏差,但偏差值在6 MPa 以内,相对误差值在4% 以内,可以忽略,因此估计的模型参数能够保证模态试验法测试结果的可靠性.利用建立的数值关系,通过模态试验可实现 6 mm 7A52 铝合金VPPA-MIG 复合焊接残余应力的快速和无损测试.
4 结论
(1) 通过振动理论分析了模态试验法的机理,获得了薄板焊件中残余应力与固有频率的关系.当焊接残余应力为拉应力时,薄板的固有频率会减小;焊接残余应力为压应力时,薄板的固有频率会增大.
(2) 通过振动理论建立焊接残余应力与固有频率的数值关系难度大,不易实现.在一般工程应用和试验研究中,可采用钻孔法和模态试验相结合的方式,借助数据拟合的方法,估计了模态试验法测试6 mm 7A52 铝合金试板VPPA-MIG 复合焊接残余应力的模型参数,由此建立了焊接残余应力与固有频率的数值关系.
(3) 依据获得的数值关系,采用模态试验法测试了6 mm 7A52 铝合金试板VPPA-MIG 复合焊接残余应力.与钻孔法测量结果相比,相对误差值在4% 以内,可以忽略,因此估计出的模型参数能够保证模态试验法测试结果的可靠性,实现了模态试验法对 6 mm 7A52 铝合金VPPA-MIG 复合焊接残余应力的快速和无损测试.
猜你喜欢
大电机技术(2021年2期)2021-07-21
数学物理学报(2021年3期)2021-07-19
重型机械(2020年2期)2020-07-24
焊接(2016年5期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
现代机械(2015年1期)2015-01-15
中国神经再生研究(英文版)(2014年23期)2014-06-01
