可激光焊接PA66增强复合材料的制备及其性能研究
2023-08-24 11:33王增效颜瑞祥陈勇伟
上海塑料 2023年3期
王增效, 颜瑞祥, 陈勇伟
(1.上海普利特复合材料股份有限公司,上海 201707;2.浙江普利特新材料有限公司,浙江嘉兴 314006)
0 前言
聚酰胺(PA)基增强复合材料的综合性能优异,具有耐磨、耐化学腐蚀、高模量、高强度和高韧性等优点,被广泛应用于仪器仪表、汽车、特种装备,以及电子电器等领域[1-5]。张海生等[3]研究发现低熔点PA和非结晶PA可提高耐高温PA增强复合材料的力学性能,同时在一定程度上降低其热变形温度;交联剂的加入和注塑件的辐照处理可显著提升复合材料的耐热性、阻燃性能、疲劳性能和蠕变性能。SU B等[4]制备了纳米羟基磷灰石(n-HA)/聚酰胺66(PA66)/玻璃纤维(GF)生物活性骨螺钉,并通过扫描电镜、细胞增殖检测法(CCK-8法)和细胞免疫荧光法检测证实n-HA/PA66/GF支架具有良好的生物相容性,对体外培养的小鼠胚胎成骨细胞(MC3T3-E1细胞)无不良影响。
PA材料越来越频繁地应用于壳体功能件,有效带动了零件后期焊接加工工艺的发展。其中,激光焊接作为一种以高能量密度激光束为热源的新型精密焊接技术发展迅猛,是可替代传统螺丝/黏合剂连接技术且极具成本效益的焊接解决方案。与振动焊接和热工具焊接等传统塑料的焊接工艺相比,热塑性塑料的激光焊接工艺具备对模制件无机械应力、可焊接不同刚度的零部件、可焊接不同黏度的材料、几乎无腐蚀作用、无接触(模制件上无熔融螺钉、无痕迹),以及可修复焊接处等诸多优势[6-8]。叶少勇等[6]考察了成核剂及PA66对聚对苯二甲酰己二胺(PA6T/6I)增强复合材料的激光透过性的影响,发现成核剂使复合材料的透光率降低,而PA66可使复合材料的透光率显著提高,并且两者对复合材料的热稳定性及力学性能无明显影响。目前,针对可激光焊接PA66增强复合材料相关性能的研究较少,通过熔融挤出法制备了一系列可激光焊接的PA66增强复合材料,并对其力学性能、激光透射性能及热性能等进行了相关研究。
1 实验部分
1.1 主要原料
PA66,EPR27,工业级,中国神马集团有限责任公司;
高透光协效树脂-1,TM01,工业级,山东省东辰瑞森新材料科技有限公司;
高透光协效树脂-2,PA56,工业级,上海凯赛生物技术股份有限公司;
GF-1,301HP,工业级,重庆国际复合材料股份有限公司;
GF-2,ECS-301HP-3-M4,扁平GF,工业级,重庆国际复合材料股份有限公司;
抗氧剂1098,工业级,天津利安隆新材料股份有限公司;
抗氧剂168,工业级,北京极易化工有限公司;
润滑剂,OP蜡,工业级,科莱恩化工科技(上海)有限公司;
透光黑色粉-1,工业级,市售;
透光黑色粉-2,工业级,自制。
1.2 主要仪器与设备
电子冲击试验机,B5102.202型,德国Zwick集团;
电子万能材料试验机,BTC-FR0C0TH.A50型,德国Zwick集团;
差示扫描量热仪,DSC 8000型,瑞士梅特勒-托利多集团;
电子天平,XS104,瑞士梅特勒-托利多集团;
高速混合机,HJ系列,常州宇通干燥设备有限公司;
注塑机,SA2500/1000,宁波海天塑机集团有限公司;
双螺杆挤出机,TSE-35/600-22-44,南京瑞亚高聚物装备有限公司;
热重分析仪,TGA-Pyris 1,美国珀金埃尔默仪器有限公司;
塑料激光透射率测量仪,LPKF TMG3型,德国LPKF激光电子股份有限公司。
1.3 可激光焊接PA66增强复合材料制备
可激光焊接PA66增强复合材料的各试样配方设计见表1。以1#试样为例,按配方比例分别称取PA66、OP蜡、透光黑色粉-2、抗氧剂168、抗氧剂1098,利用高速混合机将其混合均匀,得到混合原料A;按配方比例称取GF增强体。将混合原料A从双螺杆挤出机的主喂料口加入,GF增强体通过双螺杆挤出机的侧喂料口加入,采用熔融共混法经熔融挤出、冷却、造粒、烘干处理制得GF增强PA材料。双螺杆挤出机的温度设置为270~300 ℃。
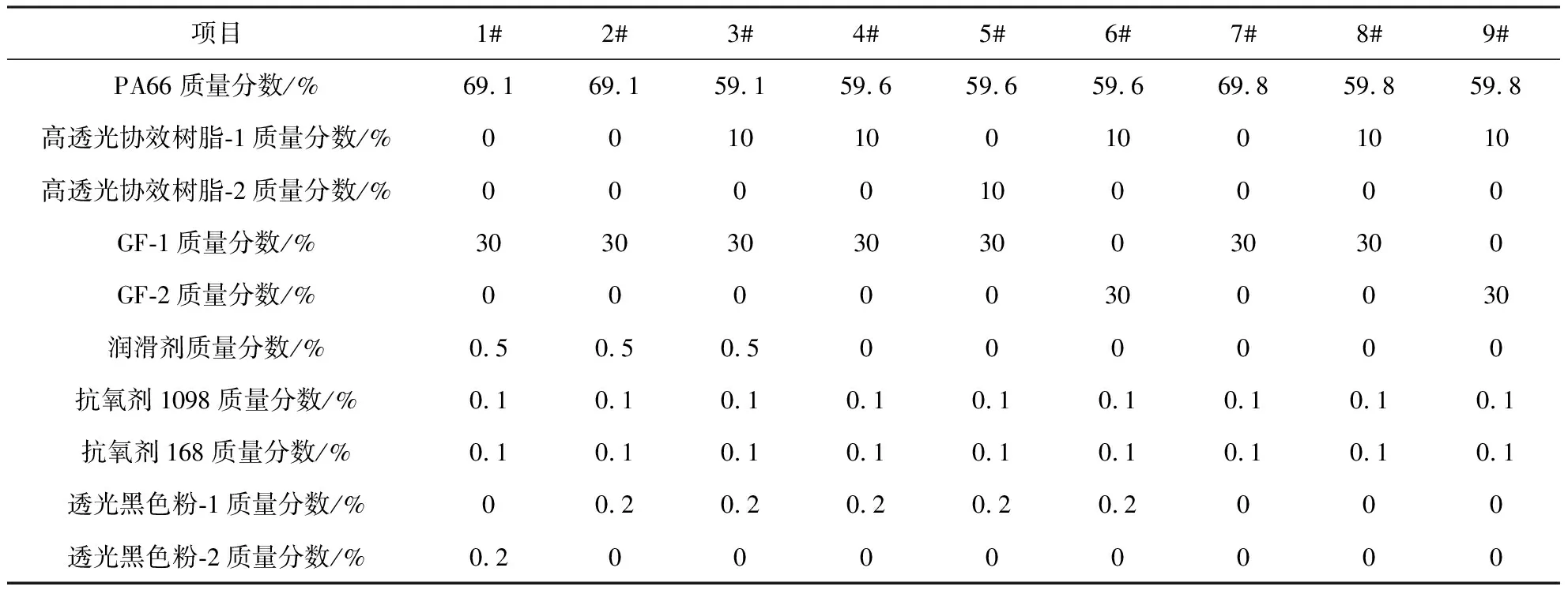
表1 试样配方
1.4 测试与表征
1.4.1 拉伸性能测试
采用BTC-FR0C0TH.A50型电子万能材料试验机按照ISO 527-2:2012《塑料 拉伸性能的测定》进行拉伸性能测试,测试样条尺寸为170 mm×10 mm×4 mm,细颈处宽度为10 mm,拉伸速度为5 mm/min。
1.4.2 缺口冲击性能测试
采用B5102.202型电子冲击试验机按照ISO 179-1:2010《塑料 简支梁缺口冲击性能的测定》进行缺口冲击性能测试,测试样条尺寸为80 mm×10 mm×4 mm,缺口深度为2 mm。
1.4.3 弯曲性能测试
采用BTC-FR0C0TH.A50型电子万能材料试验机按照ISO 178:2019《塑料 弯曲性能的测定》进行弯曲性能测试,样条尺寸为80 mm×10 mm×4 mm,加载速度为2 mm/min。
1.4.4 激光透射性能测试
采用LPKF-TMG3型塑料激光透射率测量仪进行激光透射性能测试,激光波长为980 nm,样片厚度为1~3 mm。
1.4.5 差示扫描量热(DSC)测试
测试前,预先用氮气吹扫坩埚5 min(氮气体积流量为50 mL/min),接着称量5 mg样品放入坩埚中,将坩埚密封后,置于差示扫描量热仪中进行检测。首先,以50 K/min的速率迅速升温至330 ℃,在330 ℃保持3 min,以消除样品的热历史;其次,以20 K/min的速率降温至50 ℃,在50 ℃保持3 min;最后,再以20 K/min速率升温至330 ℃,利用差示扫描量热仪分别记录样品的DSC曲线。
1.4.6 热重分析(TGA)测试
测试前预先将样品烘干,然后称取约3 mg样品,使用型号为TGA-Pyris 1的热重分析仪进行测试。测试条件为: 升温速率20 K/min,升温范围50~800 ℃,吹扫气为氮气,气体体积流量15 mL/min。
2 结果与讨论
2.1 力学性能分析
1#~9#试样和对比样的拉伸强度、弯曲模量及缺口冲击强度的测试数据见表2。相比于1#试样,2#试样的拉伸强度、弯曲模量和缺口冲击强度分别提升4.8%、5.5%和14.6%。对比1#试样和2#试样可知:透光黑色粉-1作为一种油溶黑型的有机黑色粉,在相同的添加比例条件下所制备的PA66试样的力学性能相较于添加透光黑色粉-2提升明显。对比2#试样和3#试样可知:随着配方体系中高透光协效树脂的加入,材料的拉伸强度、弯曲模量及缺口冲击强度均表现出略微衰减的趋势。对比4#试样和6#试样可知:当GF增强体为扁平GF时,6#试样的拉伸强度、弯曲模量和缺口冲击强度相较于4#试样均提升较为明显,这可能是由于扁平GF与PA66基体树脂的结合力更强,在试样经历拉伸或冲击而被破坏时,扁平GF增强体拔出需要的力或消耗的能量更大。
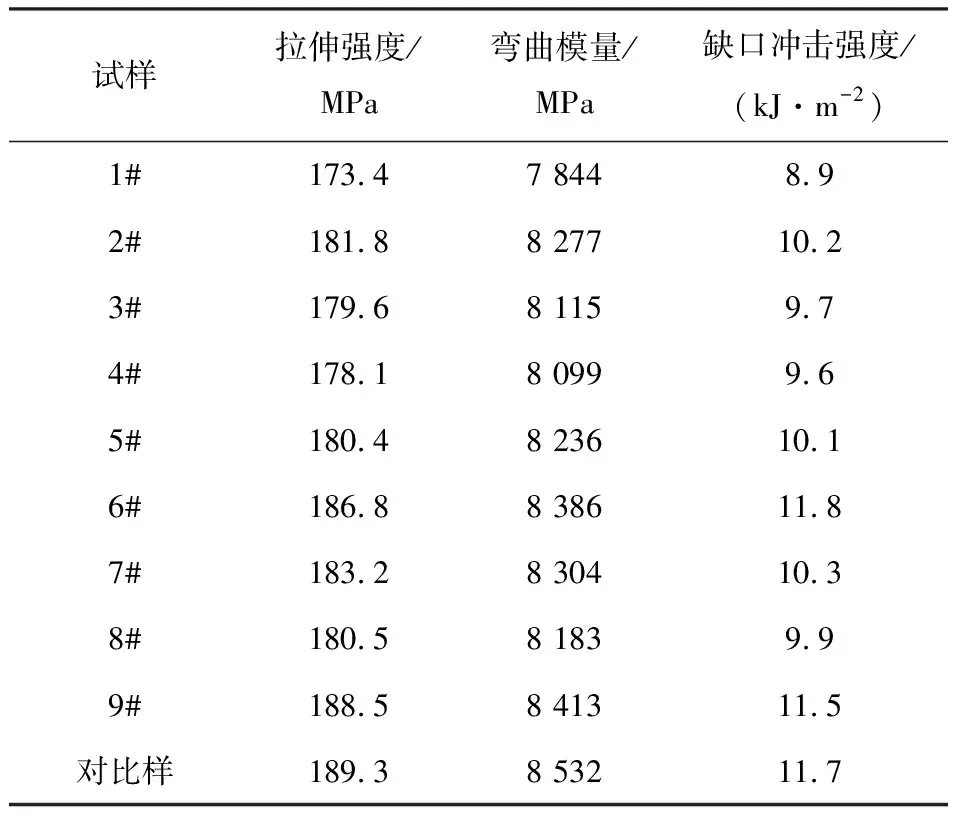
表2 各试样的力学性能
2.2 激光透射性能分析
样板厚度设定为3 mm,1#~9#试样及对比样的激光透射性能的测试数据见图1。1#试样和2#试样的激光透过率分别为1.9%和3.2%,在相同色粉添加比例条件下,添加透光黑色粉-1的2#试样的激光透射性能是1#试样的1.7倍。这可能是因为透光黑色粉-1作为一种油溶黑型的有机黑色粉,不仅可以把PA基体及填充物染黑,而且可以在很大程度上确保激光的透过,而透光黑色粉-2可能存在对激光具有较强吸收和阻隔特性的组分,导致1#试样的激光透射性能很低。2#~5#试样的激光透过率分别为3.2%、5.5%、12.4%和7.8%;对比3#试样和4#试样可知,OP蜡一类的润滑剂对试样的整体激光透射性能影响很大,配方体系中添加质量分数为0.5%的OP蜡,试样的激光透过率由12.4%显著下降到5.5%。
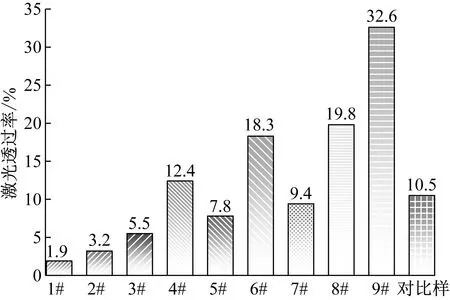
图1 各样品的激光透过率对比
对比2#试样和3#试样可知:配方体系中添加高透光协效树脂可以有效提升试样的激光透射性能,这归因于高透光协效树脂的加入可以降低PA基体的结晶度,有效减少激光在传输过程中的折射和散射,增加激光的透过率。此外,对比4#试样和5#试样可知:不同类型的高透光协效树脂对PA66试样激光透射性能的提升效果存在差异,相较于高透光协效树脂-2,高透光协效树脂-1对于PA66试样激光透射性能的提升效果更加明显,配方体系中添加质量分数为10%的高透光协效树脂-1,激光透过率达到12.4%。分别对比4#试样和6#试样以及8#试样和9#试样可知,扁平GF的使用同样可以明显提升PA66试样激光透射性能。6#试样和9#试样的激光透过率分别为18.3%和32.6%,对比可知,虽然透光黑色粉-1具有较好的激光透射特性,但配方体系中添加质量分数为0.2%的透光黑色粉-1仍然会导致PA66试样的激光透射性能损失43.9%。
以6#试样为例,固定试样配方,样品厚度对PA66试样激光透射性能的影响见图2。当样品厚度为3 mm时,试样的激光透过率为18.3%,随着样品厚度逐渐减小,试样的激光透过率呈现递增的趋势,当样品厚度减少到1 mm时,试样的激光透过率显著提升至74.8%。对比可知,在相同配方条件下,PA66试样的样品厚度为1 mm时的激光透射性能是样品厚度为3 mm时的4.1倍。这是因为随着样品厚度的逐渐减小,激光束在试样内部的传输路径明显缩短,这显著降低了激光束在试样内部传输时因被吸收或折射等所造成的损耗。

图2 样品厚度对样品激光透过率的影响
2.3 外观性能分析
选取激光透射性能相对较好的4#样品和6#样品同对比样在相同注塑工艺条件下打板进行外观对比,结果见图3。由图3可以看出:对比样的外观最差,整个样品表面存在明显的浮纤外漏缺陷,并且对比样左下方翘曲严重,影响样品的整体平整度。相对于对比样,GF增强体为圆柱形GF(301HP)的4#样品的外观状态提升明显,样品表面仅在四周边缘存在轻微的浮纤问题,样品的整体平整度相对更好。GF增强体为扁平GF的6#样品的外观状态最好,样品表面光亮,几乎没有浮纤外漏缺陷,并且6#样品的整体平整度最好,翘曲不明显。这可能是由于圆柱形的GF主要沿着流动方向取向排列,造成垂直于流动方向的收缩显著大于流动方向,在流动和垂直2个方向上的收缩率差异大,进而产生翘曲缺陷。扁平GF具有类似于云母粉的横截面结构,但是扁平GF横截面的宽度比云母粉更大,其在流动和垂直2个方向上的收缩率差异相对较小,因而几乎不存在明显的翘曲缺陷[9]。
(a) 4#试样
2.4 热性能分析
选取6#试样、7#试样及对比样的DSC结晶曲线(见图4)进行分析对比。由图4可以看出:6#试样的结晶峰向低温方向移动,并且结晶峰半峰宽略微变宽,这表明配方体系中添加质量分数为10%的高透光协效树脂-1破坏了PA66分子链的规整度,导致6#试样的结晶度降低,而结晶度的降低有利于6#试样激光透射性能的提高。

图4 各试样的DSC结晶曲线对比
各试样的TGA曲线见图5。由图5可以看出:配方体系中添加质量分数为10%的高透光协效树脂-1的6#试样相较于7#试样的起始分解温度提升较为明显,这可能是因为高透光协效树脂-1为分子链含有苯环结构的半芳香族聚酰胺材料,分子链中的苯环结构大大提升了6#试样的耐热性能,当高透光协效树脂-1与PA66树脂共混后,因为两者相容性良好,所以最终6#试样整体的耐热性能相较于未添加高透光协效树脂-1的7#试样有了较为明显的提升。

图5 各试样的TGA曲线对比
3 结语
以PA66作为基体树脂,通过熔融共混法制备了一系列可激光焊接PA66增强复合材料,对其力学性能、激光透射性能、外观状态及热力学性能进行表征,得出以下结论:
(1) 添加非结晶的半芳香聚酰胺树脂可以提升PA66增强复合材料的激光透射性能,添加质量分数为10%的高透光协效树脂-1,PA66增强复合材料的激光透射性能提升171.9%。
(2) 扁平GF的加入可以显著提升PA66增强复合材料的激光透射性能,相较于添加圆柱形的普通GF,激光透过率提升147.6%。
(3) 润滑剂OP蜡的使用对PA66增强复合材料的激光透射性能影响很大,添加质量分数为0.5%的OP蜡,PA66增强复合材料的激光透过率下降55.6%。
(4) 随着样品厚度的增加,PA66增强复合材料的激光透射性能逐渐降低。
猜你喜欢
阅读(快乐英语高年级)(2021年11期)2021-03-08
河北理科教学研究(2020年3期)2021-01-04
小学科学(学生版)(2020年2期)2020-03-03
小学科学(学生版)(2020年1期)2020-01-19
纤维复合材料(2018年3期)2018-04-25
电子测试(2017年11期)2017-12-15
材料科学与工程学报(2016年2期)2017-01-15
汽车零部件(2015年1期)2015-12-05
应用化工(2014年10期)2014-08-16
小说月刊(2014年9期)2014-04-20