
铬氧化物正极材料的改性及其应用研究
2023-10-05 05:16李心月储江伟
电源技术 2023年9期
李心月,储江伟
(1.东北林业大学机电工程学院,黑龙江哈尔滨 150006;2.辽宁装备制造职业技术学院 汽车工程学院,辽宁沈阳 110164)
铬氧化物材料有Cr8O21、Cr2O5、CrO3等,其中以Cr8O21用作锂电池正极材料时电化学性能最为优异。Cr8O21材料具有高理论比能量、高工作电压[1],因此受到研究人员的广泛关注。Cr8O21的结构是由[Cr3+O6]八面体单元和[Cr6+O4]四面体单元交替排列形成的,类似三明治的三维结构[2],这种结构具有很多适合Li+存储的空间,而且Cr 元素可以从Cr6+到Cr3+转变,实现多电子转移。Cr8O21材料用作锂离子电池正极材料时循环性能较差[1],但用作锂一次电池正极材料时可充分发挥其首次放电高比容量的优势。Cr8O21的放电倍率性能较差,大电流密度下放电有电压低头现象出现,这极大地限制了其实际应用。Cr8O21属于铬基金属氧化物,添加类似性质的金属氧化物可以通过协同作用,使材料的倍率性能提升。Al2O3、TiO2作为正极材料的改性物质,能使正极材料结构更加稳定,与电解液的副反应得到遏制。Al2O3具有资源丰富、结构稳定等特点,能抑制Cr 元素在电解液中的溶解,稳定Cr8O21的结构;TiO2资源储量丰富,结构稳定,同时还具有良好的离子电导率,能有效地提高Cr8O21的离子导电性。本文使用高温固相法对Cr8O21材料进行金属氧化物(Al2O3、TiO2)的包覆,来提升Cr8O21材料的放电性能。
1 实验
1.1 材料的制备
(1)Cr8O21材料的制备
管式炉中通氧气270 ℃热解前驱体CrO3(国药集团,分析纯)48 h,升温速率设置为5 ℃/min,氧气流速25 mL/min,热解结束后保持通氧气冷却至室温,取出产物,使用玛瑙研钵研磨成细粉末,过200 目筛,制得Cr8O21样品。
(2)Cr8O21/Al2O3复合材料的制备
将Cr8O21和纳米Al2O3(国药集团,分析纯)按质量比10∶1、30∶1、50∶、100∶1 的含量混合后球磨2 h,球磨转速350 r/min,随后在马弗炉以5 ℃/min 升温到270 ℃,煅烧6 h,得到Cr8O21/Al2O3复合材料。
(3)Cr8O21/TiO2复合材料的制备
将Cr8O21和TiO2(国药集团,分析纯)按质量比10∶1、30∶1、50∶1、100∶1 的含量混合后球磨2 h,球磨转速350 r/min,随后在马弗炉以5 ℃/min 升温到270 ℃,煅烧6 h,得到Cr8O21/TiO2复合材料。
1.2 材料的表征
利用X 射线衍射仪(XRD)(荷兰,帕纳科分析仪器公司,X'Pert3 Power)对产物组分及晶体结构进行表征,Cu Kα 射线为光源,电压40 kV,电流为30 mA,扫速为1.33(°)/min,2θ取值范围5°~65°。
利用扫描电子显微镜(SEM)(德国,蔡司,ZEZSS EV018)对产物的微观形貌和组成进行观测。
1.3 电池组装
将活性材料、PVDF(上海产,分析纯)、超导炭黑(广州产,电池级)按照8∶1∶1 的比例(质量比)混合均匀,加入适量溶剂NMP,磁力搅拌器搅拌10 h,分散至无明显颗粒即可。随后均匀涂覆在16 μm 厚的铝箔(上海产)上,极片厚度120 μm,放置真空干燥箱80 ℃干燥10 h,冲成直径12 mm 的极片,称量极片质量并记录。使用金属锂片作负极,聚丙烯(PP)作隔膜,锂一次电池电解液,在充满氩气的手套箱(广州产)组装CR2025 扣式电池待下一步测试。
1.4 电化学性能测试
用CT-3008W-5V 500mA/3A 电池充放电设备(深圳产)进行恒流放电测试,恒流放电电流密度设置为0.05、1.0 mA/cm2,放电截止电压2 V。用CHI660E 电化学工作站(上海产)以100 kHz~0.01 Hz频率范围测试电化学阻抗,交流振幅为5 mV。
2 结果与讨论
2.1 XRD 分析
为探究使用高温固相法制备的Cr8O21/Al2O3和Cr8O21/TiO2复合材料的结构变化信息,对质量比30∶1 的样品做XRD 分析测试,结果如图1 所示。由图1 可知,相较于纯相Cr8O21,Al2O3改性后Cr8O21材料的特征峰强度有小幅下降,但改性前后峰型基本一致,(001)、(002)、(102)、(1-12)晶面对应的特征峰峰型依然存在,这表明在Al2O3包覆过程中,Cr8O21的晶体结构并没有发生改变,包覆主要发生在材料表面。在XRD 图中没有发现Al2O3的特征峰型,这可能是因为Al2O3的含量较少且是非晶态,所以检测不到其特征峰。Cr8O21/Al2O3复合材料的峰强小幅下降的原因可能是Cr8O21表面包覆着一层无定型的Al2O3层,影响了XRD 的衍射,导致其结晶度下降。Cr8O21/TiO2复合材料的(001)、(002)、(102)、(1-12)晶面对应的特征峰强 度I(001)、I(002)、I(102)、I(1-12)下降幅度较大,尤其是2θ 在7.58°(001)的特征峰的强度I(001)下降最多,但峰型仍然存在,这表明高温固相法制备的Cr8O21/TiO2复合材料没有改变Cr8O21材料的晶体结构。(002)晶面对应的特征峰向小角度偏移了0.05°左右,这可能是宏观引起的晶格畸变所致。TiO2由于含量较低,因此其对应的特征峰没有被检测到。TiO2包覆后,Cr8O21材料的结晶度受到较大的影响,原理与Al2O3包覆后类似。

图1 Cr8O21/Al2O3、Cr8O21/TiO2复合材料(质量比30∶1)的XRD图
2.2 SEM 和EDS 分析
2.2.1 Cr8O21/Al2O3复合材料
对Cr8O21/Al2O3复合材料进行SEM 测试,观察其形貌信息,结果如图2 所示。由图2 可知,引入Al2O3后,材料表面变得粗糙,表明纳米Al2O3成功地包覆在Cr8O21材料表面。随着Al2O3包覆量的降低,Cr8O21材料表面包覆量也随之减少,SEM 图中表现为表面粗糙度降低。Cr8O21和Al2O3复合质量比为10∶1 时,可以观察到一层厚的Al2O3包覆在Cr8O21表面,材料的分散性较差,不利于电解液的浸润;质量比为30∶1、50∶1 时,材料表面Al2O3包覆量减少,分散性有所提高,复合材料的吸液率提高;质量比为100∶1 时,只有少许Al2O3包覆在材料表面。包覆在Cr8O21表面的Al2O3能有效地降低Cr 元素在电解液中的溶解,从而延长锂一次电池的贮存时间,同时也能提高材料的电化学性能。但Al2O3本身是电子和离子的绝缘体,包覆量过多会降低材料的倍率性能。

图2 Cr8O21/Al2O3复合材料不同质量比的SEM图
选取质量比30∶1 的Cr8O21/Al2O3复合材料做EDS 测试,结果如图3 所示。由图3 可看出,元素Cr、O、Al 均匀分布,Cr和O 分布密度较高,Al 分布密度较低,这是因为Cr8O21在复合材料中占比较大。从元素Al 的分布图来看,Al2O3均匀分布在Cr8O21表面。
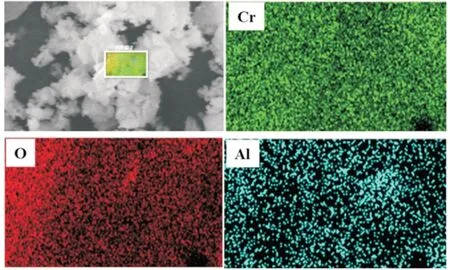
图3 Cr8O21/Al2O3复合材料(质量比30∶1)的EDS图
2.2.2 Cr8O21/TiO2复合材料
对Cr8O21/TiO2复合材料进行SEM 测试,得到其形貌信息,结果如图4 所示。相比于纯Cr8O21材料,Cr8O21/TiO2复合材料的表面更加粗糙,颗粒尺寸在1~5 μm。复合材料中TiO2的占比越多,材料表面的粗糙度越高。Cr8O21和TiO2复合质量比为10∶1 时,可以观察到Cr8O21表面包覆着一层较厚的TiO2层,此种形貌不利于电解液的浸润;质量比30∶1、50∶1时,Cr8O21和TiO2有生长在一起的趋势,但二者没有生成新的相,这一点从XRD 测试信息中可以确定;质量比100∶1 时,可以看出Cr8O21表面包覆着些许TiO2小颗粒,分散性最好,有利于电解液的充分浸润。结合电化学交流阻抗(EIS)测试信息可知,TiO2包覆在Cr8O21表面能有效地提高其导电性。
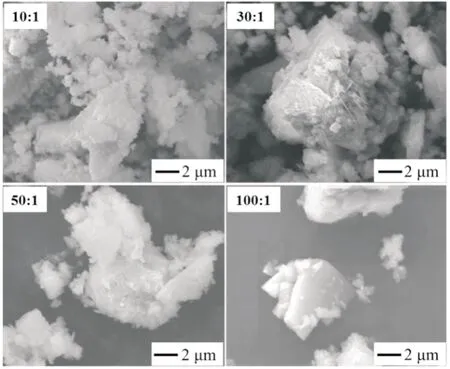
图4 Cr8O21/TiO2复合材料不同质量比的SEM图
选取质量比30∶1 的Cr8O21/TiO2做EDS 测试,结果如图5所示。由图5 可看出,元素Cr、O、Ti 均匀分布,Cr 和O 分布密度较高,Ti 分布密度较低,这是因为Cr8O21在复合材料中占比较大。从元素Cr、O、Ti 的分布情况可得出TiO2均匀包覆在Cr8O21表面。
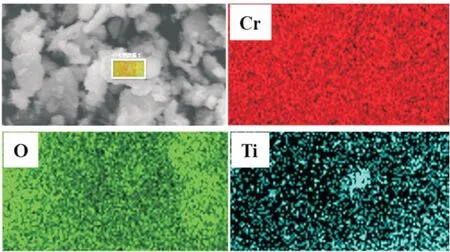
图5 Cr8O21/TiO2复合材料(质量比30∶1)的EDS图
2.3 电化学性能分析
2.3.1 Cr8O21/Al2O3复合材料
为得到Cr8O21/Al2O3复合材料的电化学性能信息,将其组装成CR2025 扣式电池,进行恒电流放电测试,放电电流密度分别为0.05、1.0 mA/cm2,截止电压2.0 V,放电曲线如图6(a)、(b)所示。由图可知,相较于纯Cr8O21,复合材料在四个电流密度下均无电压低头现象,放电电压平台均在3.0 V 左右,表明改性后材料倍率性能有一定的提高。在0.05 mA/cm2下放电,复合材料的比容量随着Al2O3的包覆量增加而降低,这是因为Al2O3是非活性物质,本身不参与电化学反应,不提供容量,复合量越多,占据电极极片的比例越大。复合质量比100∶1 的材料比容量最高,为365 mAh/g,但仍低于纯Cr8O21材料的比容量419 mAh/g,这表明纳米Al2O3的引入会较大地降低Cr8O21材料的比容量。在1.0 mA/cm2下放电,质量比50∶1 的材料比容量最高,为291 mAh/g,接近纯Cr8O21材料的比容量315 mAh/g,容量保持率为85%,高于纯Cr8O21的容量保持率75%,倍率性能优异。结合SEM 测试结果可知,质量比50∶1 的复合材料表面包覆的Al2O3量适中,材料的吸液率较高,表面包覆的Al2O3分散性好,所以质量比50∶1 得到的复合材料在四个复合质量比中放电性能最佳。

图6 复合材料在不同电流密度下的放电曲线
Cr8O21/Al2O3复合材料在电流密度小于1.0 mA/cm2下放电,其放电容量与平均电压相较于纯Cr8O21材料较低,但Al2O3的包覆能改善大电流密度下Cr8O21的放电电压低头现象,且容量保持率优于纯Cr8O21。所以Cr8O21/Al2O3复合材料适用于电流密度大于1.0 mA/cm2时放电。
2.3.2 Cr8O21/TiO2复合材料
为得到Cr8O21/TiO2复合材料的电化学性能信息,将其组装成CR2025 扣式电池,进行恒电流放电测试,放电电流密度分别为0.05、0.1、0.5、1.0 mA/cm2,截止电压2.0 V,放电曲线如图6(c)、(d)所示。相比于纯Cr8O21材料,Cr8O21/TiO2复合材料在四个电流密度下均无电压低头现象,放电电压平台均在3.0 V 左右,表明经TiO2改性后材料倍率性能相比于纯相Cr8O21有所升高。在0.05 mA/cm2下放电,复合材料的放电比容量相较于纯Cr8O21材料有所下降,且符合TiO2复合量越多、放电比容量越低的规律。这是因为TiO2本身占据了一部分极片的质量,TiO2不提供容量或提供的容量有限,不足以弥补损失的Cr8O21的容量,造成复合材料的放电比容量比纯Cr8O21的放电容量低。质量比100∶1 的材料比容量最高,为362 mAh/g,仍低于纯Cr8O21材料的比容量419 mAh/g。但在1.0 mA/cm2下放电,质量比100∶1 的材料比容量达到303 mAh/g,接近纯Cr8O21的比容量315 mAh/g,容量保持率为83%,高于纯Cr8O21的75%,倍率性能优异。质量比100∶1 得到的复合材料在四个复合质量比中放电性能最佳。
Cr8O21/TiO2复合材料在电流密度小于1.0 mA/cm2下放电,其放电容量与平均电压相较于纯Cr8O21材料较低,但TiO2的包覆能改善大电流密度下Cr8O21的放电电压低头现象,且容量保持率优于纯Cr8O21的容量保持率。所以Cr8O21/TiO2复合材料适用于电流密度大于1.0 mA/cm2条件下放电。
将Cr8O21/Al2O3和Cr8O21/TiO2复合材料组装成CR2025 电池进行电化学阻抗测试,结果如图7 所示。由图7(a)可得,在包覆Al2O3后,材料的电化学阻抗值有所增大,以质量比10∶1的复合材料的阻抗值最大,然后随着Al2O3的包覆量减少而降低,这是因为Al2O3本身是电子和离子的绝缘体,复合量过多会增加界面阻抗。少量的Al2O3能降低复合材料的阻抗,这可能是因为少量的Al2O3能增强材料的保液能力,增强电解液对材料的浸润,降低界面阻抗。综合放电性能和阻抗分析结果可得,Cr8O21和Al2O3复合质量比50∶1 的材料电化学性能为四个复合比例下最优。由图7(b)可得,相比于纯相Cr8O21,Cr8O21/TiO2复合材料的电池阻抗明显降低,其中,质量比100∶1 的材料电化学阻抗值最低。综合放电性能和阻抗分析结果可得,Cr8O21和TiO2复合质量比100∶1 的材料电化学性能为四个复合比例下最优。
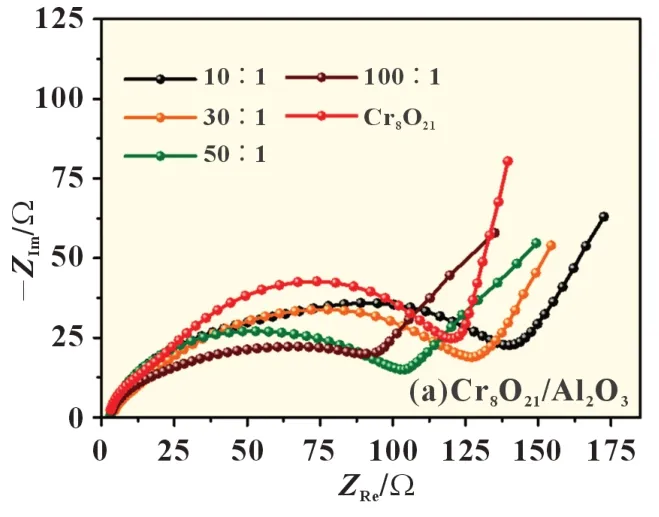
图7 复合材料不同质量比的EIS图
Cr8O21/TiO2复合材料的放电性能优于Cr8O21/Al2O3复合材料,表明TiO2的包覆更有利于Cr8O21材料的性能提升。
2.4 电化学机理分析
纳米级的Al2O3在经过球磨和高温煅烧后会包覆在Cr8O21表面,形成一层包覆层,抑制了正极材料的溶解,提高了材料的保液能力,降低了电极极片和电解液间的界面阻抗,使其在大电流密度下放电能力提升。Al2O3不参与电化学反应,不提供容量,且本身是电子和离子的绝缘体,若加入量过多会增加界面阻抗,阻碍Li+的迁移和材料电化学性能的发挥[3-4]。在大电流密度下放电时,适当的Al2O3复合量能抑制电池极化的程度,并延长电池的储存时间。
TiO2作锂离子正极材料(LNMO)的包覆层[5-6],第一可以缓解电解液对正极活性材料的侵蚀;第二可以抑制Mn 元素在高电压下的溶解;第三可以增加正极极片的离子电导率,降低正极极片的内部阻抗,减少Li+的传递阻力,从而增强Li+的扩散能力。同理,TiO2紧密地复合在Cr8O21材料表面,能有效地缓解电解液对Cr8O21的侵蚀,阻碍其与电解液副反应的发生,降低了放电过程中的极化程度。同时,正极极片的离子电导率也得到提升,这降低了Li+在极片中的扩散阻力。因此,TiO2包覆后,Cr8O21材料的放电倍率性能得以提升。适量的TiO2材料包覆能够提升Cr8O21材料大电流密度下的放电能力。
3 结论
通过包覆Al2O3或TiO2,Cr8O21在大电流密度下的放电初期电压低头现象消失,倍率性能有一定的提升。原因是Cr8O21也属于金属氧化物,复合类似性质的金属氧化物,通过协同作用,能起到稳定Cr8O21材料结构的作用,同时增强Cr8O21的吸液能力,降低表面阻抗。但Al2O3和TiO2的引入会使得复合材料的比容量下降,且幅度较大。Cr8O21/Al2O3复合材料以质量比50∶1 复合得到的材料倍率性能最好,在1.0 mA/cm2下放电仍有291 mAh/g 的比容量,容量保持率85%;Cr8O21/TiO2复合材料以质量比100∶1 复合得到的材料倍率性能最好,在1.0 mA/cm2下放电仍有303 mAh/g 的比容量,容量保持率83%。Cr8O21/Al2O3和Cr8O21/TiO2复合材料适用于电流密度大于1.0 mA/cm2下放电,且Cr8O21/TiO2复合材料放电性能优于Cr8O21/Al2O3复合材料。
猜你喜欢
中学生数理化(高中版.高考理化)(2021年4期)2021-07-19
山东冶金(2019年5期)2019-11-16
表面工程与再制造(2019年6期)2019-08-24
资源节约与环保(2018年1期)2018-02-08
电镀与环保(2017年5期)2017-12-19
池州学院学报(2017年3期)2017-10-16
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电源技术(2016年2期)2016-02-27
