
振动时效工艺在熨平机架制造中的应用探究
2023-10-18 21:16姚强张子婴韩彪杨一男钱继校张鑫
工程机械与维修 2023年5期
姚强 张子婴 韩彪 杨一男 钱继校 张鑫

摘要:针对振动时效工艺对传统摊铺机熨平机架热时效工艺的可替代性问题,运用盲孔法测试热时效和振动时效工艺下熨平机架的焊接残余应力,得到试件的焊接残余应力消除率指标。对试验试件进行加工,结合自然时效的方法,将试件静置7个月,得到不同工艺处理后,剩余焊接残余应力对试件刚性变形的影响。通过对满足刚性要求的试件进行施工验证,得到不同工艺对试件结构强度以及施工质量的影响指标。
关键词:熨平机架;振动时效;热时效;焊接残余应力
0 引言
焊接残余应力过高容易造成构件的刚性变形、焊接裂纹扩展,从而降低结构的承载能力[1-4]。常用的焊接残余应力去除方法包括自然时效、热时效和振动时效[5]。针对路面机械结构加工领域,自然时效由于处理时间过长,不能满足实际使用要求,未被采用。振动时效在军工、航天、船舶、钻采等领域,应用相对成熟[6-8],在路面机械领域,北方加工厂家受热时效传统技术的影响使用较少。
而相对振动时效工艺而言,热时效具有污染大、效率低、时间长、能耗大和费用高的缺点[9-11],尤其是近几年,受疫情的影响,原材料成本的升高,使其问题更加凸显,所以加快振动时效技术在该领域的渗透,是适应当前环境,保证企业绿色、健康发展的可行性出路之一。
目前,国内关于摊铺机实际产品的公开资料多集中在结构构型上,针对其关键部件工艺的研究较为少见。为此,本文采用1.5m摊铺机熨平机架作为研究对象,采用亚共振振动时效和热时效对试验件进行处理,运用盲孔法检测振动时效试件和热时效试件的焊接残余应力,并计算去除率,然后对试验件进行机械加工,静置7个月,研究不同工艺下,剩余焊接残余应力对结构变形的影响,最后通过实际装配验证,判断不同工艺对试验件强度和工作质量的影响,确定振动时效工艺对熨平结构加工制造的适用性,为以后同类产品工艺的改进、替代提供参考。
1 焊接残余应力测试
热时效试验件采用传统热处理工艺进行处理,振动时效试验件采用亚共振试验设备处理,运用盲孔法测试时效试验件的焊接残余应力,通过对比焊缝、热影响区及母材的焊接残余应力,得到不同工艺下的焊接残余应力消除率。
1.1 盲孔法残余应力测试
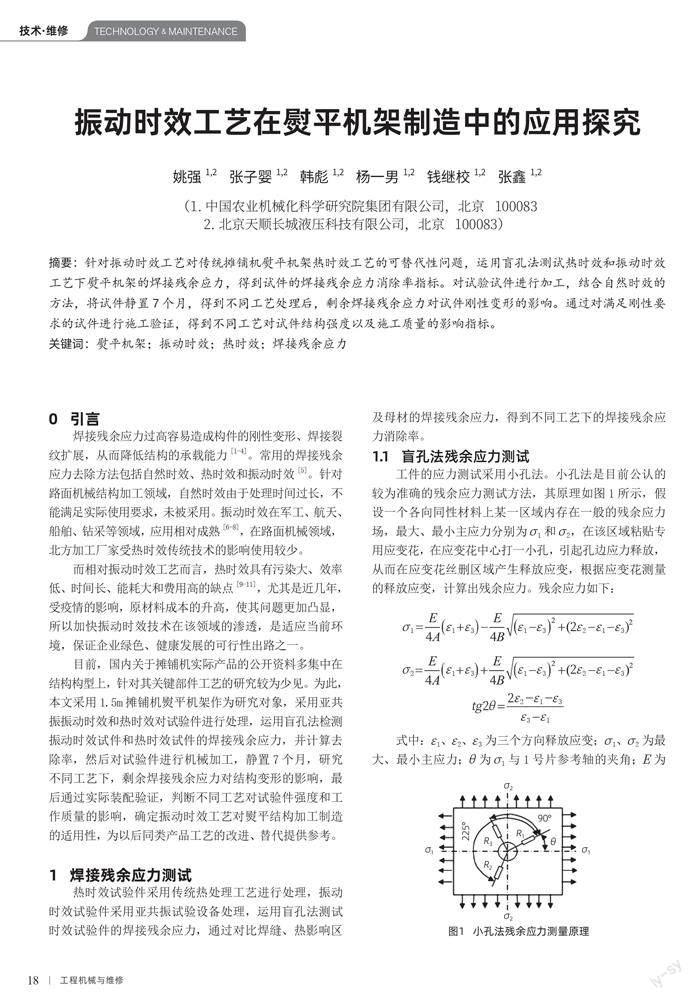
工件的应力测试采用小孔法。小孔法是目前公认的较为准确的残余应力测试方法,其原理如图1所示,假设一个各向同性材料上某一区域内存在一般的残余应力场,最大、最小主应力分别为σ1和σ2,在该区域粘贴专用应变花,在应变花中心打一小孔,引起孔边应力释放,从而在应变花丝删区域产生释放应变,根据应变花测量的释放应变,计算出残余应力。残余应力如下:
1.2 振动测试系统的搭建
亚公振振动时效设备采用VSR-环天668型振动时效装置,激振源采用配置偏心块的激振电机,为更好检测试件的振动效果,振动传感器布置在远离激振电机的一端[12]。试件质量为269kg,材料为Q345钢,弹性支撑不能过硬,否则将无法快速达到时效效果,甚至式对试件造成共振破坏,所以选择橡胶轮胎作为支撑。振动测试系统如图2所示。
1.3 焊接残余应力检测
在焊缝中部位置垂直于焊缝方向的测试线,每条测试线布置10个测试点,其中4个测试点位于焊缝表面,另外6个测试点位于焊缝背面热影响区和母材上。通过测试获得反应焊缝垂线残余应力分布特性的应力曲线。
热时效工件焊缝测点分布如图3所示。亚共振时效工件焊缝测点分布如图4所示。以焊缝中心作为原点,以工件上方为正方向,选取距焊缝中心-5mm、-3mm、3mm、5mm共4个点作为焊缝上的残余应力测试点。
热时效工件热影响区及母材测点分布如图5所示。亚共振时效工件热影响区及母材测点分布如图6所示。焊缝背面热影响区及母材应力测试,以焊缝中心作为原点,以工件上方为正方向,选取距焊缝中心-3mm、-1mm、1mm、3mm、5mm、7mm共六个点作为残余应力测试点。
2 静置试验
将不同工艺处理过的试验件进行加工,最終尺寸加工误差控制在±0.2mm,底面对角线理论值1580.7mm,精度控制在±0.4mm,如图7所示。将加工好的试验件静置7个月。
试件测量参数如图8所示,测量熨平箱体上下前后的边长L1至L4以及底面对角线长度D1和D2。平面度测试,用塞规测量四个角点P1至P4。熨平箱体基本尺寸变化如表3所示。熨平箱体四个角点测试数据如表4所示。
3 工地试验
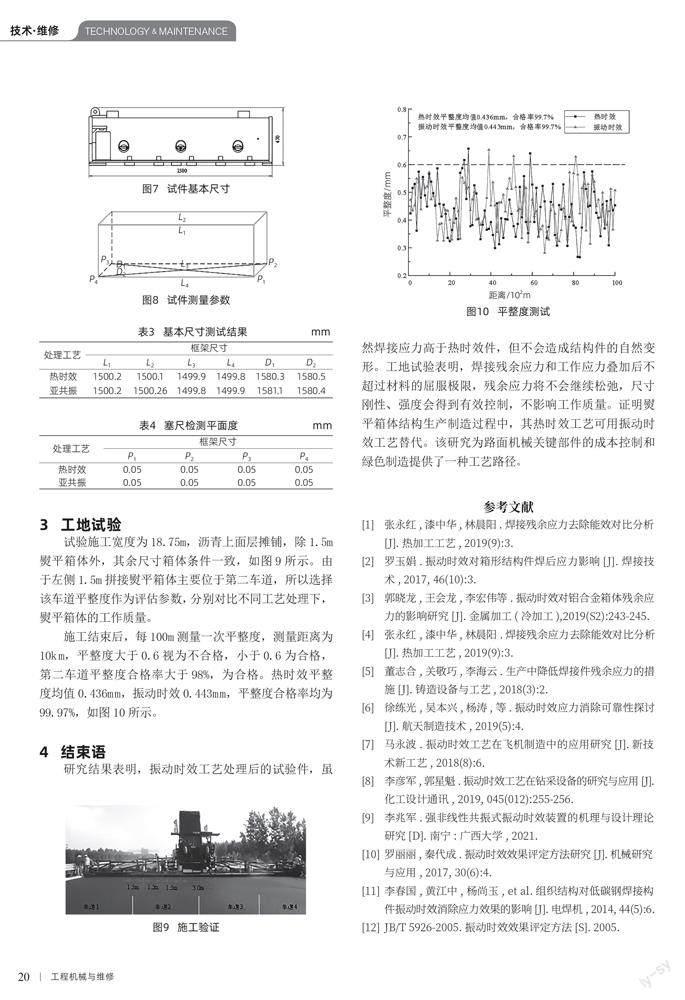
试验施工宽度为18.75m,沥青上面层摊铺,除1.5m熨平箱体外,其余尺寸箱体条件一致,如图9所示。由于左侧1.5m拼接熨平箱体主要位于第二车道,所以选择该车道平整度作为评估参数,分别对比不同工艺处理下,熨平箱体的工作质量。
施工结束后,每100m测量一次平整度,测量距离为10km,平整度大于0.6视为不合格,小于0.6为合格,第二车道平整度合格率大于98%,为合格。热时效平整度均值0.436mm,振动时效0.443mm,平整度合格率均为99.97%,如图10所示。
4 结束语
研究结果表明,振动时效工艺处理后的试验件,虽然焊接应力高于热时效件,但不会造成结构件的自然变形。工地试验表明,焊接残余应力和工作应力叠加后不超过材料的屈服极限,残余应力将不会继续松弛,尺寸刚性、强度会得到有效控制,不影响工作质量。证明熨平箱体结构生产制造过程中,其热时效工艺可用振动时效工艺替代。该研究为路面机械关键部件的成本控制和绿色制造提供了一种工艺路径。
参考文献
[1] 张永红, 漆中华, 林晨阳. 焊接残余应力去除能效对比分析[J]. 热加工工艺, 2019(9):3.
[2] 罗玉娟. 振动时效对箱形结构件焊后应力影响[J]. 焊接技术, 2017, 46(10):3.
[3] 郭晓龙,王会龙,李宏伟等.振动时效对铝合金箱体残余应力的影响研究[J].金属加工(冷加工),2019(S2):243-245.
[4] 张永红, 漆中华, 林晨阳. 焊接残余应力去除能效对比分析[J]. 热加工工艺, 2019(9):3.
[5] 董志合, 关敬巧, 李海云. 生产中降低焊接件残余应力的措施[J]. 铸造设备与工艺, 2018(3):2.
[6] 徐练光, 吴本兴, 杨涛,等. 振动时效应力消除可靠性探讨[J]. 航天制造技术, 2019(5):4.
[7] 马永波. 振动时效工艺在飞机制造中的应用研究[J]. 新技术新工艺, 2018(8):6.
[8] 李彦军, 郭星魁. 振动时效工艺在钻采设备的研究与应用[J].化工设计通讯, 2019, 045(012):255-256.
[9] 李兆军. 强非线性共振式振动时效装置的机理与设计理论研究[D]. 南宁:广西大学, 2021.
[10] 罗丽丽, 秦代成. 振动时效效果评定方法研究[J]. 机械研究与应用, 2017, 30(6):4.
[11] 李春国, 黄江中, 杨尚玉, et al. 组织结构对低碳钢焊接构件振动时效消除应力效果的影响[J]. 电焊机, 2014, 44(5):6.
[12] JB/T 5926-2005. 振动时效效果评定方法[S]. 2005.
