
地铁洞内移动式闪光焊接质量控制
2023-10-18 16:03韩伟涛
工程机械与维修 2023年5期
韩伟涛

摘要:以呼和浩特市轨道交通2号线一期工程实际情况为背景,分析各焊接作业工序的规范和标准,着重阐述了地铁钢轨焊接各工序中的质量控制要点以及安全注意事项,可供地铁钢轨无缝线路现场焊接施工提供参考。
关键词:地铁;钢轨;焊接;质量控制
0 引言
呼和浩特市轨道交通2号线一期工程,正线线路全长27.3km。正线采用60kg/m、25mU75V钢轨,定尺长度25m,闪光焊接焊头共计约2200个。线路钢轨全部为地下洞内焊接,施工空间较小,且不同工种相互交叉,存在严重的干扰,无论是已建工程保护还是质量控制,都存在很大难度。
确保地铁无缝线路焊接现场工序规范化、标准化,是整个地铁钢轨焊接管控的重点。否则焊轨现场作业的不规范、不合理,将导致现场各类问题频出,不仅整修花费巨大、工期延误,而且信誉受损。本文以呼和浩特市轨道交通2号线一期工程实际情况为背景,分析各焊接作业工序的规范和标准,着重阐述了地铁钢轨焊接各工序中的质量控制要点以及安全注意事项。
1 移动式闪光焊轨机简介
钢轨闪光焊也叫接触焊,其原理是利用电流通过热能融化待焊钢轨局部端面,再施加一定的顶锻力焊接的技术,其具有加热时间短、施工过程简单、不用填充金属、热影响区域小、焊接质量优等特点,非常适合无缝钢轨的焊接。
2 焊机配备
该项目主要配备了2台中国铁科院产YHG-1200TH型集装箱移动式闪光焊轨机。该款焊轨机可满足时速350km/h
以下铁路无缝线路焊轨施工中,50kg/m、60kg/m、75kg/m 等钢轨的焊接,可在不用拉伸器前提下完成长单元轨节和现场锁定焊接作业,具有非保压和保压推凸功能。
YHG-1200TH型焊轨机配置有动力单元、作业单元、环保装置,全部设备装配于2个集装箱内,可方便地在平板车上固定或移动,既可安装在1个N17型通用平板车上,也可安装在PD25型城铁专用平板车上,具有使用灵活、生产效率高等特点,广泛适用于不同作业环境。
3 焊接质量不佳的原因
3.1 焊前钢轨处理不到位
钢轨焊接前除锈、打磨面光洁度不够,打磨尺寸不合格,质量不符合作业标准,均易造成焊轨机导电电极接触不良,严重影响焊接电流和焊接热量供给,导致钢轨轨腰电击灼伤缺陷等情况的发生。钢轨焊接前两个钢轨端面出现偏斜、不平整,容易造成焊接参数突变,导致焊接点完成后接头不平顺、变形。
3.2 焊接工艺不规范
若钢轨焊接时未按照焊接规定值,对焊接钢轨设定预拱量,将导致焊接接头成型后外观质量缺陷。钢轨焊接接头在焊接完成后,若发现外观缺陷超标或焊轨机焊接系统判定不合格,必须进行切割重焊,否则将存在重大问题隐患。
3.3 焊后热处理工艺不规范
钢轨焊后热处理时,焊接接头热处理各项工艺各参数设置不当,容易造成钢轨焊接接头出现内、外部缺陷。钢轨焊后热处理时,若未按规定锁紧钢轨焊接接头两端,则容易引发热处理后钢轨接头拉细或弯曲缺陷。
3.4 焊后打磨工艺不规范
钢轨焊接接头未按照规定要求进行打磨,打磨出现横向划痕,圆角处理不合格,则易造成焊接接头局部应力集中,对焊接接头寿命和质量造成严重影响。钢轨焊接接头打磨过程中若出现发黑、发蓝的情况,则容易造成焊接接头内部不能组成纤维状结构,导致钢轨發生脆断。钢轨焊接接头打磨预留平直度不符合外观要求,则容易造成外观缺陷。
4 焊轨质量控制要点
4.1 钢轨焊接工艺流程与参数
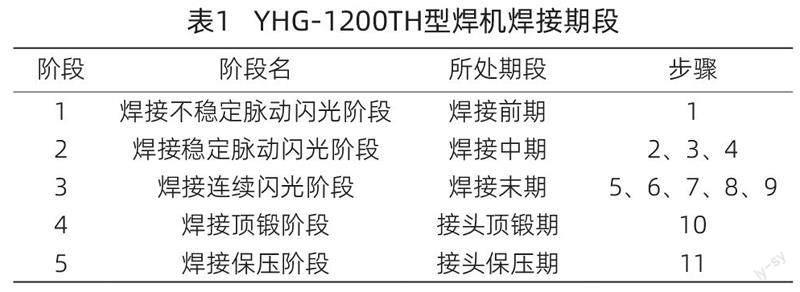
YHG-1200TH型焊轨机脉动闪光焊工艺流程分为5个阶段:第一阶段为钢轨焊接不稳定脉动闪光阶段,第二阶段为钢轨焊接稳定脉动闪光阶段,第三阶段为钢轨焊接连续闪光阶段,第四阶段为钢轨焊接顶锻阶段,第五阶段为钢轨焊接保压阶段。YHG-1200TH型焊机焊接期段如表1所示。
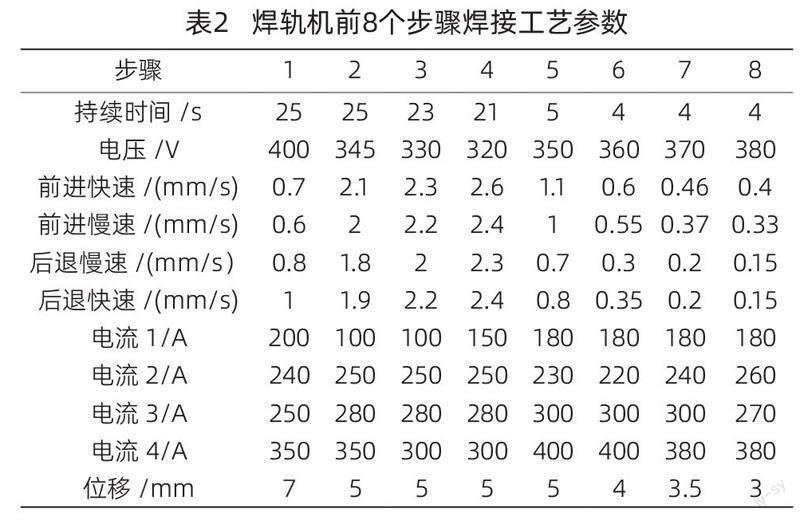
本项目正线钢轨采用的是包钢集团生产的60kg/m钢轨,按照钢轨焊接施工标准,在正式批量进行地铁钢轨焊接前,使用焊轨机焊接型式检验件,并报送中国铁道科学研究院金属及化学研究所进行试验检测,送检试件经过8项检查均符合规定。焊轨机前8个步骤焊接工艺参数如表2所示。焊轨机后3个步骤焊接工艺参数如表3所示。鉴于钢轨材质及每台焊机性能不一,工艺参数仅供技术参考。
4.2 焊前除锈工序
钢轨焊接作业前,必须检查焊接头两端1m内是否干燥,如潮湿应进行烘干,并检查是否存在混凝土、油等残留污染物,清除后再进行除锈处理。需检查待焊钢轨外观质量,如出现弯曲度超标、钢轨缺陷、带焊接端面不垂直(1mm以上)等情况,必须进行钢轨调直、锯切、端磨等,以上还不能有效去除缺陷的更换钢轨。
钢轨焊接作业前,必须对待焊钢轨的端面及电极接触部位彻底除锈。打磨区域为轨端、轨腰(自轨端350mm范围),钢轨打磨区域必须露出95%以上的金属光泽,严禁打磨出现局部打亏、发黑、发蓝等的情况发生,钢轨轧制标识应打磨至与母材平齐。钢轨除锈后待焊时间不宜过长,最长不可超过24h,打磨除锈后遭到污染时,必须重新对钢轨进行除锈处理。
4.3 钢轨焊接工序
4.3.1 焊接前
移动式焊轨机到位后,设备操作人员应在施焊前,对导电钳口与夹紧区进行彻底清理,以确保点接触能够良好进行。同时对除锈工序质量等进行复检确认,符合焊接要求后方可焊接。
4.3.2 焊接中
焊軌机液压系统夹持钢轨拉伸轨缝后,必须注意观察钢轨回弹量,回弹量不可超过5mm。在地铁洞内曲线段进行钢轨焊接作业时,应拆卸待焊接钢轨的扣配件,减少侧向阻力,必要时可增加竖向滚筒,确保待焊钢轨处于自由状态。地铁洞内钢轨焊接钢轨夹持对位起拱量,宜控制在1.0~1.5mm/m范围内。钢轨在就位之后,两根钢轨处应在相同的纵向直线上,通过对吊臂系统的实时操作确保焊机对位。
钢轨焊接过程中,焊轨机设备操作人员应随时观察钢轨焊接过程和设备状态,如发现异常情况,如电力系统、液压系统、焊接系统出现故障,应紧急停机处理。
在钢轨焊接接头施工完成以后,现场技术人员根据焊轨机焊接参数、外观质量等,初步判定焊接接头质量,判定不合规的必须锯切重新焊接。焊接接头完成后如出现焊接曲线图异常、焊接初步判定失败等情况,必须对焊接接头锯切重焊。
4.3.3 焊接后
在焊接施工完成以后,即刻提起焊机,快速清除焊瘤,并对接头处整体外观进行检查,如若发现裂纹、烧毁、错位等问题,应视为焊接不合格,做好现场记录,为后续整改提供借鉴参考。焊轨机每个焊接完成后,应及时清理焊轨机焊接电机接触点和焊接区域。
在焊接施工完毕,且检查确认合格后,按照从前到后的顺序撤除焊接前布置的地面滚筒,同时按照5根/个的要求安装扣件,曲线地段应加密做到隔3根/个紧固一对扣件实施,所有接头位置上的扣件都应牢固、完好。
焊接接头温度冷却到250℃以下时,扣件安装完成后,焊机与部分操作人员同时移动到下一个作业区准备施工。焊接施工后,要对后续各工位反馈的质量情况引起重视,如有必要应进行落锤试验,根据问题情况进行参数调整。
4.4 钢轨接头热处理工序
热处理作业时,焊接接头表面温度应低于500℃时。拆除接头前后10m长度后所有扣件,同时在钢轨的下方加垫枕木,并严格按照经试验与论证的参数进行施工。
热处理采用火焰正火时,正火加热器火孔与钢轨顶面的间隙24~26mm为宜。焊接焊头应位于加热器中心,应均匀正火摆火,摆动幅度宜控制在60~70mm,摆动频率宜为每分钟60~70次,正火作业班组,应在作业前后对正火火焰加热器进行疏通、清洁。正火作业班组的氧气瓶和乙炔瓶应严格按照气瓶安全管理进行使用和存放。
在钢轨接头热处理完成后,进行调直作业时,严禁直接在焊缝区域使用起道机和弯轨器进行钢轨提升、矫正作业。呼市地铁1号线1期工程设计时速80km/h,调直后钢轨顶面预留起拱量宜控制在-0.3~+0.3mm范围内。
4.5 焊后打磨工序
焊接完成后在对接头进行粗磨以前,先对堆瘤余量进行测量,然后根据测量结果对各部分进行打磨,包括轨底角、非工作面与轨颚等。对于因钢轨自身外形偏差而产生的不平顺问题,宜采用圆顺打磨的方法予以修整。在实际的打磨过程中,进给量必须合理、适当,不应出现打磨灼伤、损伤钢轨母材及发黑发蓝的情况。地铁钢轨焊接接头粗磨完成后,须用角磨机或砂纸进行抛光处理。
钢轨焊接接头细磨前,对焊缝两侧平直度进行测量,根据测量结果确定适宜的进给量,再对工作侧面与钢轨顶面实施仿形打磨。细磨长度不应超过焊缝中心线两侧各400mm的范围。钢轨接头细磨后,内侧工作面与轨头表面实际平直度须达到0~0.3mm/m的要求。被打磨的表面必须光滑且平顺,过渡轮廓需保持圆顺,避免产生棱角与凸出,最大粗糙度不能超过12.5μm。
4.6 焊后探伤工序
钢轨焊接接头打磨工序完成后,探伤需进行探伤检查、施焊区整体外观检查来确保质量。钢轨焊接接头应无锈蚀和焊渣,焊缝两侧禁止有任何缺陷,包括划伤、压痕与碰撞痕迹。钢轨焊接接头的探伤检查应严格按照现行技术规范进行,检查过程中焊缝实际温度不能超过50℃。
闪光焊焊接的焊缝组织较铝热焊更均匀细致,探伤必须选用探头频率≥4MHz的探伤仪进行焊轨接头探伤,低于该数值的探伤仪灵敏度不足。探伤完成后,应在探伤记录中填写完整记录,接头编号具体位置在与轨端相距2m靠近外侧轨腰处。
5 地铁焊轨环保要求
地铁施工需要在地下隧道中进行,作业环境相对较差,不仅光线较暗、空间较小、环境潮湿、通风条件差,而且在钢轨焊接施工时,会产生较大的噪声与烟尘,对现场作业人员健康受到极大的威胁。
基于此,实际施工过程中必须采取以下环保措施:焊轨机动力部分采取加装静音、过滤尾气装置、发电机中添加适量添加剂等措施,减少噪音和噪声污染。加强洞内通风,增设排风扇,并在发电机的下方设置排风设施。选用更加先进、绿色环保的能源电池,作为新型移动式闪光焊轨机的动力源。加强现场作业人员防护管理,进场前必须佩戴好安全防护用品。合理安排现场施工程序,错开焊轨后的其它作业。
6 结束语
确保地铁无缝线路焊接现场工序规范化、标准化,是整个地铁钢轨焊接管控的重点。本文以呼和浩特市轨道交通2号线一期工程实际情况为背景,分析各焊接作业工序的规范和标准,着重阐述了地铁钢轨焊接各工序中的质量控制要点以及安全注意事项。
通过总结和归纳地铁焊轨作业各工序,质量控制要求和安全注意事项,极大促进了现场质量、环保的改善。截至目前,线路施工已经顺利完成,实际工期比预计提前20d,且经检验钢轨焊接质量合格。
参考文献
[1] 何渝成.钢轨焊接接头外观质量控制[J].科技创新与应用,2015(24):228.
[2] U71Mn热处理钢轨焊接工艺参数的调试[J].甘肃科技,2018,34(5):47-48+90.
[3] 伍明文,陈标,章志平等.地铁钢轨闪光焊缝裂纹伤损成因分析与对策:以杭州地铁某线为例[J].工业技术创新,2021,8(5):1-7.DOI:10.14103/j.issn.2095-8412.2021.10.001.
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
小资CHIC!ELEGANCE(2021年36期)2021-10-15
智慧少年·故事叮当(2020年12期)2020-12-25
模具制造(2019年10期)2020-01-06
制造技术与机床(2017年8期)2017-11-27
焊接(2016年2期)2016-02-27
山东冶金(2015年5期)2015-12-10
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2015年4期)2015-06-21
海峡姐妹(2015年8期)2015-02-27
