浅析PVC 机器人喷涂滴胶问题的原因及解决方案
2023-10-21 10:59张晓清刘晓春上汽大众汽车有限公司上海201805
上海涂料 2023年4期
张晓清,章 健,刘晓春,强 蔚,汪 松(上汽大众汽车有限公司,上海 201805)
0 引言
PVC 是以聚氯乙烯树脂为主要基料的一种塑溶胶,它主要应用于车身的底部和焊缝,具有密封、防腐、减震、隔热、降噪的功能。随着汽车工业的高速发展,传统制造业都在进行精益化生产,以提升产品的竞争力。
在PVC 涂胶过程中,通常采用的是高压无气喷涂法,而在喷涂的过程中会产生PVC 滴胶问题[1]。该问题不仅会造成PVC 材料的浪费,而且还会导致枪嘴堵塞、漏喷、现场施工环境差等问题。因此,解决PVC 滴胶问题成为了一个重要的课题。通过分析PVC 滴胶产生的原因,从PVC 材料和喷涂工艺参数两方面提出改善和解决PVC 滴胶问题的新思路。
1 PVC 材料及其关键参数对滴胶的影响
1.1 PVC 材料的简介
PVC 是以聚氯乙烯树脂为主要基料,添加溶剂、助剂和填料,通过物理搅拌在增塑剂中形成的一种分散体。它具有高温固化、柔性好、密封性好,具备一定的减震性能,耐盐雾和腐蚀性好,对电泳涂层粘附性极好的优点。
1.2 PVC 材料的关键参数及其与滴胶情况的关系
PVC 材料的关键参数是黏度和屈服值。
(1)黏度是指流体内部反抗流动的内摩擦力,与分子间的缠绕和分子间的作用力相关,单位Pa·s。
PVC 材料的黏度决定了PVC 材料的稀稠状态,PVC 材料的黏度越低,PVC 材料越稀,PVC 在喷涂过程中越容易产生滴胶的现象。然而,PVC 材料黏度并非越高越好,当PVC 黏度过高时,会导致PVC 雾化不均,喷涂扇面打不开的现象,影响喷涂质量。
在相同的PVC喷涂轨迹、相同的喷涂温度(26 ℃)条件下,通过改变PVC 胶的黏度(PVC 材料的施工黏度范围为1.60~1.80 Pa·s),观察喷涂后的滴胶情况,如表1 所示。

表1 黏度与滴胶程度关系Table 1 Relationship between viscosity and degree of dripping
由表1 可见,当黏度在1.70~1.75 Pa·s 时,滴胶情况最好,黏度过低时,滴胶情况严重。
(2)屈服值是指液体开始流动所需要的最小移动应力。PVC 胶的屈服值与其内部的液凝胶网状结构的强度有关,屈服值过大,流动性会变差;屈服值过小,容易产生流挂、滴胶等现象。
在相同的PVC 喷涂轨迹、相同的PVC 胶黏度(1.70 Pa·s)及相同的喷涂温度(26 ℃)条件下,通过改变PVC 胶的屈服值,观察喷涂后滴胶情况,如表2所示。

表2 屈服值与滴胶程度关系Table 2 Relationship between yield value and degree of dripping
由表2 可见,当屈服值在350~450 时,滴胶情况最好,屈服值过低时,滴胶情况严重。
综上所述,当PVC 材料黏度在1.70~1.75 Pa·s,屈服值在350~450 时,既能保障喷涂的雾化效果,又能改善喷涂过程中的滴胶情况。
2 PVC 涂胶工艺参数及其对滴胶的影响
在现场实际喷涂状态下,即使PVC 材料的参数控制在最佳使用窗口内,依然会出现滴胶现象。经过跟踪确认,PVC 滴胶情况主要有3 个关键特征:(1)在喷涂温度较高时易产生滴胶;(2)喷涂较厚的固定区域易产生滴胶;(3)在结构复杂的焊缝区域易产生滴胶。
2.1 喷涂温度对PVC 滴胶情况的影响
如前文所述,当PVC 材料黏度较低时,易产生滴胶。而PVC 材料的黏度与施工温度存在着非线性的关系,如图1所示。当施工温度越高时,PVC材料的黏度越低;当施工温度越低时,PVC材料的黏度越高。
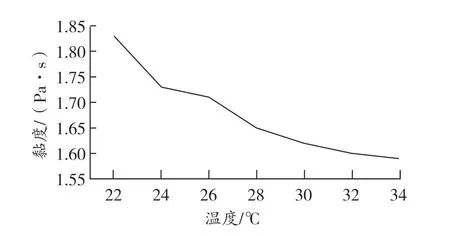
图1 温度-黏度曲线Figure 1 Temperature-viscosity curve
现场PVC 喷涂设备的施工温度一般为26~28 ℃。然而,由于受到环境温度、设备热交换效率等因素影响,PVC喷涂设备的温度往往无法精准控制在该区间内。经过实验,采用同一批次PVC材料(黏度1.74 Pa·s,屈服值389),通过改变喷涂温度,查看滴胶情况。
由表3可见,现场设备喷涂的最优温度为26~28 ℃;当温度在28~30 ℃时,滴胶问题逐渐出现;当喷涂温度高于30 ℃时,滴胶问题严重。

表3 喷涂温度与滴胶程度的关系Table 3 Relationship between spraying temperature and degree of dripping
针对喷涂温度造成PVC 滴胶问题的解决措施:
(1)控制环境温度。滴胶问题在夏季尤为明显,这主要是由于夏季环境温度较高,当室温超过28 ℃时,PVC 胶管内的温度由于摩擦效应会超过30 ℃,在这种情况下,设备的温控系统热交换效率无法满足现场的实际使用需求。因此,需要将供胶间的温度稳定控制在23~26 ℃。与此同时,车间温度应控制在28 ℃以下,以确保PVC 涂胶设备在施工窗口内进行喷涂。
(2)保证喷涂设备热交换器的热交换效率。应制定定期的维护保养计划,至少每月一次对热交换器进行清洁,防止热交换器的管路和过滤网堵塞,确保热交换器的热交换效率,提高设备喷涂温控系统的精确性。
2.2 喷涂厚度对PVC 滴胶情况的影响
在实际涂胶过程中发现,PVC 滴胶情况较为严重的区域均为胶条重叠的部位,PVC 喷涂的厚度较厚。采用同一批次PVC 材料(黏度1.74 Pa·s,屈服值389),在28 ℃的喷涂温度下,进一步验证PVC 厚度对PVC 滴胶情况的影响,结果见表4。

表4 喷涂膜厚与滴胶程度关系Table 4 Relationship between spray film thickness and degree of dripping
由表4 可见,当底部胶条厚度超过3 500 μm 时,PVC 滴胶开始出现;当PVC 厚度超过4 000 μm 时,PVC 滴胶开始大量出现。同时,为了确保车身拼缝的密封和防腐性能,现阶段车身底部的胶条膜厚应不小于2 000 μm。然而,在拼缝的交接处,如有2~3 条的PVC 胶条叠加在一起,在这些区域,PVC 膜厚过厚会导致PVC 滴胶。
针对喷涂厚度造成PVC 滴胶的解决措施如下:
(1)减少叠枪区域。通过对喷涂轨迹进行优化,精准地控制PVC 胶条喷涂的起点和终点,避免多条PVC 胶条叠加在一起;
(2)提高叠枪区域枪速。在正常喷涂区域,PVC轨迹以500~600 mm/s 的枪速进行喷涂,至叠枪区域时,PVC 轨迹以700 mm/s 的枪速进行喷涂,以确保即使2条PVC胶条叠加在一起,其膜厚也小于3 000 μm,避免PVC 滴胶问题的产生。
2.3 喷涂角度对PVC 滴胶情况的影响
由于PVC 涂胶采用的是高压无气喷涂法,因此,当PVC 涂胶设备对车身底部进行喷涂时,若PVC 胶条不能以垂直的角度喷涂到车身表面,胶条与车身表面的剪切力较大时,PVC 会产生滴胶现象。
为了进一步验证PVC 喷涂角度对PVC 滴胶的影响,采用同一批次PVC 材料(黏度1.74 Pa·s,屈服值389),在28 ℃的喷涂温度下,改变PVC 喷涂角度,观察滴胶情况,结果见表5。

表5 喷涂角度与滴胶程度关系Table 5 Relationship between spray angle and degree of dripping
由表5 可见,当PVC 喷涂角度与车身钣金面为75°~90°时,PVC 喷涂不会产生滴胶;当PVC 喷涂角度小于60°时,滴胶逐渐产生,而且喷涂角度越小,滴胶情况越严重。
针对喷涂角度造成PVC 滴胶的解决措施如下:
(1)针对拼缝进行仿形喷涂。要求喷涂的每个轨迹点的喷涂角度与车身钣金面均在75°~90°,确保PVC 喷涂时无滴胶产生;
(2)对复杂结构区域拆解喷涂轨迹。在某些拼缝结构复杂的区域,可将喷涂轨迹进行分析和拆解,对拆分区域进行喷涂,使每个区域与车身钣金面的喷涂角度为75°~90°,在确保防腐密封的前提下,可以妥善解决PVC 滴胶问题。
3 结语
综上所述,从PVC 材料和喷涂工艺两个方面提出了影响PVC 滴胶的因素。通过加强对材料的黏度和屈服值的监控,从而保障喷涂的雾化效果,改善喷涂过程中的滴胶情况;控制好喷涂温度和厚度,并对喷涂角度进行优化,可大幅改善PVC 滴胶情况,减少PVC 材料浪费,降低PVC 废料处理费用,为精益化生产提供了新思路。
猜你喜欢
橡胶科技(2023年2期)2023-04-06
红岩春秋(2022年1期)2022-04-12
中国设备工程(2021年22期)2021-12-20
装备制造技术(2021年9期)2021-12-17
中国建筑金属结构(2021年8期)2021-09-05
装备制造技术(2021年2期)2021-07-21
粘接(2021年1期)2021-06-10
商品与质量(2021年7期)2021-04-02
航空制造技术(2020年14期)2020-09-06
意林(绘英语)(2018年2期)2018-11-29