
三维电解耦合臭氧催化氧化体系处理垃圾渗滤液膜浓缩液的中试应用研究
2023-10-31 09:42黄宇钊王启明周春华卢燕南梁大成林荣科
环境科技 2023年5期
黄宇钊, 韩 彪, 王启明, 周春华, 卢燕南, 梁大成, 林荣科
(广西壮族自治区环境保护科学研究院, 广西 南宁 530022)
0 引言
生活垃圾卫生填埋过程产生的垃圾渗滤液水质波动大,成分复杂,含有大量难生物降解有机物、氨氮和重金属等污染物[1-2]。 为加强渗滤液环境风险防范, 逐步提升渗滤液处理技术水平,2008 年我国修订实施了GB 16889—2008《生活垃圾填埋场污染控制标准》,对垃圾渗滤液的排放限值提出了更为严格的要求。传统的物理、化学和生物相结合的处理工艺模式难以满足新标准的各项指标要求, 必然需要对垃圾渗滤液生化反应出水进行深度处理, 各种深度处理技术应运而生[3-7]。 膜处理技术已成为当下垃圾渗滤液深度处理的常用技术[8],但是膜处理工艺在运行过程中不可避免的产生一定高COD、高色度和高总溶解性固体(TDS)、可生化性差的膜浓缩液[9]。 当前如何高效、环保、可持续性的处理、处置膜浓缩液是垃圾渗滤液达标排放的技术关键。
目前,实际工业处理膜浓缩液的方法多种多样,其中包括外运和回灌处理技术,反渗透、纳滤、蒸发等膜浓缩液减量处理技术,以及电絮凝、沉淀、高级氧化和焚烧等无害化处理技术[10]。 外运和回灌处理技术相对简单易行, 能够暂时解决膜浓缩液的处理问题,尤其适用于暂时没有合适处理设施的情况,但并没有真正解决膜浓缩液中有机污染物和无机盐的处理问题,可能会二次污染。减量处理技术减少了膜浓缩液的绝对含量,有助于后续处理、处置流程,但并未实际降低膜浓缩液中有机物和无机盐的浓度,后续仍需进一步处理。 而无害化处理技术虽然需要一定的能源和人力投入, 但能够有效降解有机污染物,去除无机盐和金属离子[11]。 高级氧化技术作为一种无害化处理技术, 在处理膜浓缩液的过程中具有高效降解、无需添加化学剂、抗污染性强和环保高效等优势,近年来受到广泛青睐。为进一步提高高级氧化处理效能, 将高级氧化技术与臭氧催化氧化技术相结合, 引入到垃圾渗滤液膜浓缩液深度处理过程中。 三维电解耦合催化氧化技术能高效降解有机污染物、降低能耗、减少副产物,且能与臭氧催化氧化技术串联,实现协同效应,加快处理速率,更好地满足环保和经济要求。 同时降低了传统处理工艺所需的较高能耗,产生副产物较少,更有利于实际应用。
广西某县垃圾填埋场渗滤液处理站原膜处理系统出水COD 和NH3-N 均存在超标现象, 膜装置堵塞频繁, 站区正常处理过程出水存在较大问题。 因此,在实际运行过程中需增加深度处理系统,对膜后出水进一步处理,使各污染物指标达到GB 16889—2008 排放标准。 本研究采用三维电解耦合臭氧催化氧化的组合工艺, 对难降解的垃圾渗滤液膜浓缩液进行深度处理, 研究该组合工艺对膜浓缩液的处理效能,并对该工艺进行经济效益分析,为垃圾渗滤液浓膜缩液应急处理、 处置工程项目提标改造提供技术支持。
1 工程概况
1.1 设计进出水质
根据垃圾填埋场渗滤液浓缩液的应急处理规模, 设计日处理规模为4.8 m3/d; 出水水质执行GB 16889—2008 表2 标准。 设计进、出水水质见表1。

表1 设计进、出水水质 mg·L-1
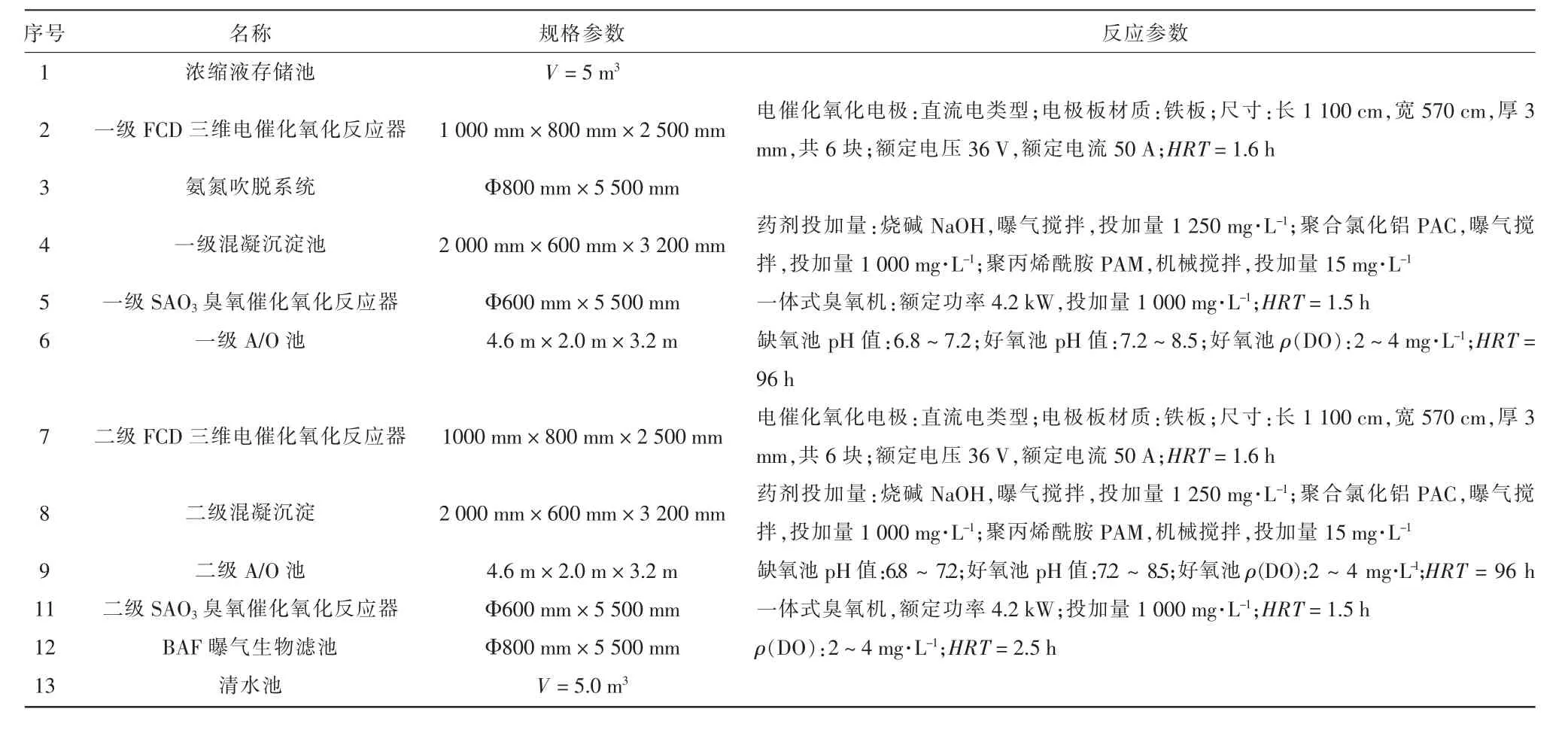
表2 主要构筑物及设备
1.2 工艺流程
处理系统由预处理系统、 生化处理系统和深度处理系统三部分组成。 该处理站垃圾渗滤液浓缩液处理工艺流程见图1。

图1 垃圾渗滤液处理工艺流程
其中,预处理系统:渗滤液浓缩液在调节池内进行加酸调节pH 值至5, 经提升泵送至一级FCD 三维电解槽进行电解1.6 h,出水调节pH 值至10.5,进入絮凝池沉淀泥水分离, 出水通过提升泵送至氨吹脱系统去除大部分的NH3-N。 废水通过提升泵进入一级SAO3臭氧催化氧化系统进行强氧化反应1.5 h,进一步提高可生化性以及降低污染物浓度。 生化处理系统:出水自流进入一级A/O 生化系统进行处理后通过提升泵进入二级FCD 三维电解槽电解1.6 h,出水调节pH 值至9.5,进入絮凝沉淀池再次降低污染物浓度以提高可生化性, 沉淀池出水通过提升泵输送至二级A/O 生化系统停留96 h,通过微生物的硝化作用和反硝化作用进一步降低水中COD 和TN 浓度,出水自流至二沉池后通过溢流进入中间水池。 深度处理系统:废水送至二级SAO3臭氧催化氧化系统进行强氧化反应1.5 h,通过提升泵将废水送至BAF 罐处理2.5 h, 溶解氧质量浓度控制在2~4 mg/L, 通过硝化及反硝化作用进一步降低COD,NH3-N 及TN 浓度,BAF 曝气渗滤液出水自流至排水箱。
1.3 主要构筑物及设备参数
中试项目主要构筑物及设备见表2。
1.4 检测方法
中试运行过程中,COD,NH3-N,TN 和TDS 的具体检测方法参考《水和废水检测分析方法》(第四版)[12]。
2 运行效果与经济分析
2.1 耦合工艺体系对COD 的去除效能
运行期间耦合工艺体系对COD 的去除效果见图2。 进水膜浓缩液COD 质量浓度为6 308~8 568 mg/L,处理系统24 h 连续运行,连续运行40 d,检测各分级工艺段出水COD 质量浓度。 由图2 可以看出,预处理阶段,经“三维电解”+ “氨氮吹脱”+ “臭氧催化氧化”预处理后,COD 质量浓度降低至2 783~ 4 381 mg/L, 预处理阶段COD 去除率最高可达57.6%,平均去除率为51.2%;生化处理阶段膜浓缩液流经“一级A/O”+ “三维电解”+ “二级A/O”生化处理,COD 质量浓度大幅降低至276~485 mg/L,平均去除率为90.8%; 经臭氧催化氧化联合曝气生物滤池深度处理,COD 质量浓度降低至52~87 mg/L,平均去除率为80.4%。 工艺运行期间三维电解耦合臭氧催化氧化工艺体系对COD 的整体去除率为99.1%,深度处理出水达到GB 16889—2008 的出水标准。 三维电催化氧化技术通过在电极板之间填充粒子电极材料,组成催化粒子电极反应系统,在催化粒子电极表面,使用高频脉冲直流电源,实现三维电解、自由基催化氧化和微电解三种作用体系的联合。具有高活性的三维电催化氧化反应器阴阳粒子电极通过外加电压产生电子和空穴, 这些电子和空穴在电极表面进行电化学反应, 形成氢氧自由基和氧自由基。而这些高活性自由基具有强氧化能力,可以高效降解垃圾渗滤液中的一部分有机污染物, 将其转化为无害物质,从而使垃圾渗滤液中的COD 浓度得到部分降低[13]。 再经过臭氧反应器的引入进一步氧化了渗滤液中的有机污染物, 将其进一步转化为无害物质,进一步降低一级系统出水COD 浓度[14]。 结果表明,中试条件下,三维电解耦合臭氧催化氧能够有效降低膜浓缩液的COD 浓度,使其符合排放标准。

图2 各处理单元出水COD 去除效果
2.2 耦合工艺体系对NH3-N 的去除效果
三维电解耦合臭氧催化氧化工艺体系对NH3-N的去除效果见图3, 膜浓缩液进水NH3-N 质量浓度为3 600~5 163 mg/L。 由图3 可以看出,经预处理系统后NH3-N 质量浓度迅速降低至113 ~ 201 mg/L,平均去除率高达95.7%; 经生化处理系统处理后,NH3-N 阶段性出水浓度进一步降低,出水NH3-N 质量浓度为19~34 mg/L,平均去除率为84.8%;经深度处理后,NH3-N 质量浓度在3~12 mg/L 区间,平均去除率为80.3%。 中试运行期间,三维电解耦合臭氧催化氧化工艺体系对NH3-N 的整体平均去除率高达99.9%。电解池中产生高活性、强氧化的自由基,与NH3-N 发生氧化反应,NH3-N 中的NH3与·OH 反应生成N2和H2O[15]。 经过氮吹脱过程从而将NH3-N 从液相转移到气相。同时,采用臭氧作为氧化剂和高效臭氧催化剂相结合将NH3-N 中的NH3氧化成N2和H2O,释放入大气中。
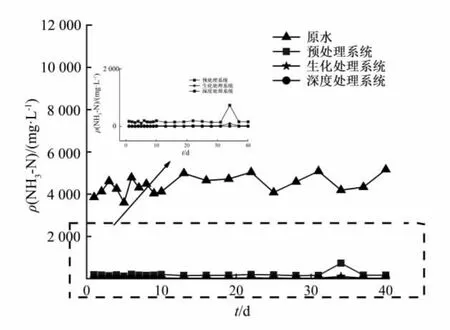
图3 各处理单元出水NH3-N 去除效果
2.3 耦合工艺体系对TN 的去除效果
耦合工艺体系对TN 的去除效果见图4。 由图4可以看出,膜浓缩液进水TN 质量浓度最高为6 243 mg/L,经一级SAO3臭氧催化氧化后出水TN 质量浓度降低至2 595~4 365mg/L; 在生化处理阶段末端,TN 的出水质量浓度进一步降低至61~211 mg/L。经臭氧催化氧化耦合曝气生物滤池深度处理后, 最终TN出水平均质量浓度降低至26.5 mg/L。 三维电解耦合臭氧催化氧化工艺体系对TN 的去除效率达到99.5%。在三维电解过程中, 电解产生的电子在电极表面反应,可促使硝态氮的还原, 经持续电解反应产生N2和H2O,从而将TN 还原为无害的N2释放到气相。
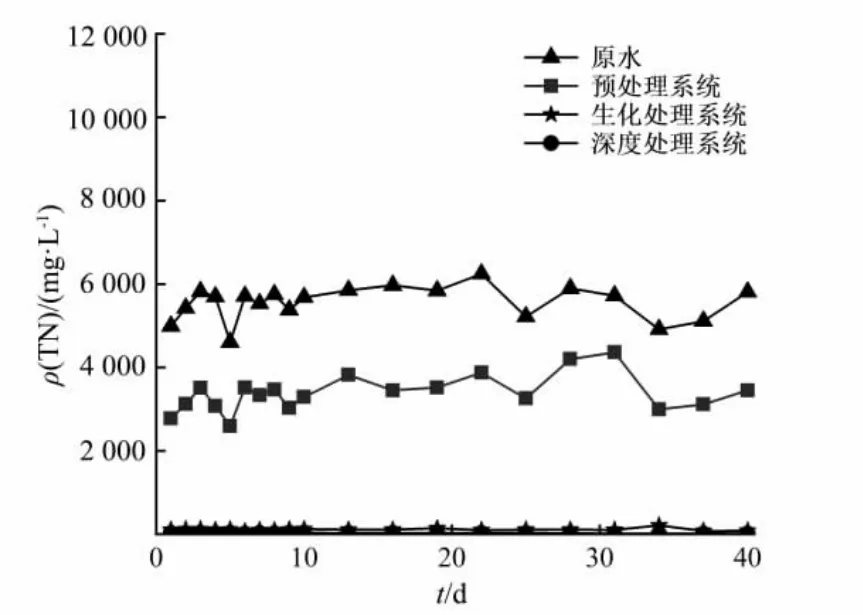
图4 各处理单元出水TN 去除效果
2.4 耦合工艺体系对TDS 的处理效果
垃圾渗滤液浓缩液的主要成分中包含大部分TDS,而TDS 中主要包含Ca2+,Mg2+,Ba2+等离子溶解盐。 电导率越高,TDS 含量高,浓缩液越复杂[16]。 各A/O 池出水TDS 去除效果见图5。

图5 各A/O 池出水TDS 去除效果
由图5 可以看出, 该地垃圾渗滤液浓缩液原水TDS 质量浓度范围为32 490~45 600 mg/L, 经三维电解耦合臭氧催化氧化工艺体系处理后, 一级A/O池进水TDS 质量浓度较进水最高减少约50.57%。生化处理系统后, 二级A/O 池的TDS 浓度下降明显,处理后质量浓度为7 530~19 240 mg/L。耦合体系运行结束TDS 平均去除率为73.38%。
2.5 费用分析
该工程的运行成本主要包括药剂费、电费等。
(1)药剂费:项目运行期间消耗硫酸30 kg/d,烧碱6 kg/d,PAC 4.8 kg/d,PAM 0.04 kg/d, 粒子电极材料1.5 kg/d,药剂价格分别为1,3,2,16,15 元/kg,则浓缩液处理所需药剂费用为16.8 元/m3。
(2)电费:项目主要耗电设备有提升泵、鼓风机、空气压缩机、制氧机、臭氧发生器等,项目设备运行总功率为13.7 kW,功率系数按85%计,运行总功率为279.48 kW/d,每吨运行水能耗为58.2 kW·h,电费为0.7 元/kW·h,每日水电费用为40.8 元/t。
(3)人工费:项目现场定员2 人,人工成本400元/d。
(4)污泥处理费:折合压滤后,每天产生21.6 kg干污泥,按固废折合压滤费用500 元/t 计算,则污泥处理费为2.25 元/t。
综上,直接运行成本为143.15 元/t。
3 结论
(1)采用三维电解耦合臭氧催化氧化工艺体系处理垃圾渗滤液浓缩液, 出水COD 质量浓度低于100 mg/L,NH3-N 及TN 整体去除率均大于90%,二级A/O 处理工艺出水TDS 浓度整体下降约73.38%。 中试运行期间, 耦合工艺体系出水水质稳定满足GB 16889—2008 排放标准, 实现垃圾渗滤液浓缩液的全量化处理。
(2)该工艺显示出较高的有机物及NH3-N 降解能力。同时对难生物降解的有机物进行改性,有效促进后续的生化处理,运行操作简单,运行直接成本降低, 在垃圾渗滤液浓缩液处理领域具有一定的应用推广价值。
猜你喜欢
环境卫生工程(2021年3期)2021-07-21
环境卫生工程(2020年3期)2020-07-27
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
供水技术(2020年6期)2020-03-17
山东冶金(2018年6期)2019-01-28
制造技术与机床(2017年12期)2017-02-02
天津造纸(2016年1期)2017-01-15
环境科技(2015年2期)2015-11-08
环境科技(2015年2期)2015-11-08
环境科技(2015年4期)2015-11-08
