
不锈钢连续光亮退火炉马弗管修复方案探讨
2023-11-27 07:37胡典石
中国新技术新产品 2023年20期
胡典石
(中冶南方(武汉)热工有限公司,湖北 武汉 430000)
随着时代的发展和人民生活水平的不断提高,我国不锈钢市场的消费水平一直呈增长趋势,高端不锈钢的应用场景也越来越多,因此用于生产、加工高端不锈钢的连续光亮退火机组产线也越来越多。连续光亮退火机组分为立式光亮退火和卧式光亮退火,其中立式光亮退火机组比卧式光亮退火机组生产的产品拥有更高的质量和附加值,但是立式光亮退火机组产线需要更大的投资,长期以来,立式光亮退火机组产线市场被国外公司垄断(日本中外炉和奥地利艾伯纳工业炉),2012年立式光亮退火机组由中冶南方实现了国产化。
不锈钢连续光亮退火炉是光亮退火机组产线的核心设备,立式光亮退火马弗管需要承受高温(1100℃)和高温下自身重力的应力,一般选用镍基合金601或以上的材质。由于镍基合金601材质附加值高,价格昂贵,而国内601材质又不能满足马弗管的使用要求,加上马弗管长期处于高温环境,属于易损件,需要定期更换备件,因此国内立式光亮退火机组一直以来都有降低马弗管备件成本的需求。
1 项目概述
1.1 立式光亮退火炉工作原理
立式光亮退火炉主要由炉子本体、马弗管、密封塞、燃烧控制以及管路系统组成,马弗管竖直放置于炉堂内。退火炉采用间接加热的方式,燃料或电能在炉膛内产生热量来加热马弗管。马弗管主要通过辐射传热的方式加热带钢,内充氮气、氢气保护性气体,用于隔绝外部媒介。日本中外炉马弗管进、出口两侧采用耐高温陶瓷纤维塞头密封(马弗进口和出口端置于炉膛外侧),艾伯纳工业炉马弗管出口使用耐高温陶瓷纤维塞头密封,进口采用油密封。
1.2 项目背景说明
某不锈钢厂搬迁,有2条光亮退火线,光亮退火炉为日本中外炉承建,现有2个相同的旧马弗管(旧马弗管尺寸内径为1750mm,长度为16215mm)。利用2个旧马弗管的材料做一个新的马弗管,将其作为备件(新马弗管尺寸内径为1400mm,长度为18416mm)。2个旧马弗管中的一个使用了8个月,另外一个使用了3年,二者之前同为燃气辐射加热。
进行修复之前,对每个旧马弗管从上部到下部(上、中、下)切割3块取样,将试板标记做焊评试验、成分检查分析以及第三方检测,第三方检测结果见表1。
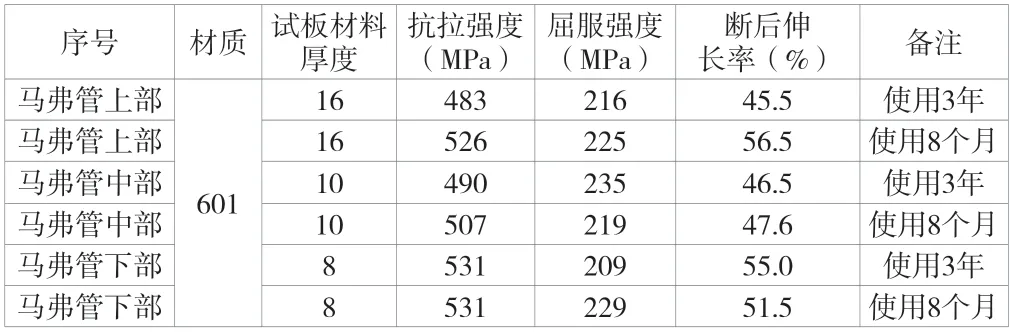
表1 第三方检测结果
使用3年和使用8个月的马弗管经过高温退火,虽然材料性能均有下降(3年的马弗管材料性能下降得更明显),经过材料成分分析和焊评,初步判定2个马弗管的材料还可以继续使用,具有修复价值。
2 修复方案
2.1 实施前初步制定的维修方案
初步维修方案如下:1)旧马弗管的处理。将2个旧马弗管托运回厂后对表面进行初步处理,除去灰尘和杂物;检查筒体表面,将较大缺陷做好标记(划线尺寸大于实际要求尺寸50mm~100mm,切割线划线避开焊缝及缺陷位置;对筒体进行切割(沿着以前的焊缝位置),然后通过滚床对筒体做校平处理;将板材清洗干净,对板材进行检测(使用放大镜检测表面缺陷,用PT检测、确认疑似缺陷,每块板超声抽查20%,如有缺陷,全部检查。2)新制造马弗管的主要工序。
立式不锈钢光亮退火炉马弗管由从上到下不等厚的高温耐热合金板卷601制成的筒体拼接而成,其主要生产工序为板料坡口加工、筒体卷制、筒体纵缝焊接、筒体环缝焊接以及顶部法兰装配等。修复时选用2个旧马弗检测合格的基板,利用不同厚度合格的基板组合进行重新设计,优先并最大限度地使用8个月的马弗管材料,按照新做马弗的工序和要求进行制造和探伤检查,最终做出一个新的马弗管。
2.2 实施过程中的维修方案
将运回的马弗进行预处理,解体拆除,然后进行校平。但是在校平的过程中,由于马弗管长期处于高温环境,材料性能已发生较大变化,脆性变大,筒体在校平机碾轧过程中局部发生细微裂纹,因此对原维修方案进行修改和调整。为了避免旧马弗板再次出现裂纹,对解体后的旧马弗筒体不再通过压平校直,对解体后的马弗筒体进行探伤检查,选取没有问题的筒体做滚圆加工。滚圆缩径将旧筒体内径1750mm变为内径1400mm,其他方案保持不变。通过筛选解体旧马弗管每节筒体材料,设计不同厚度的位置分布,设计方案见表2。

表2 设计方案
根据设计方案计算冷态条件下马弗管每节的悬垂重力应力分布和现有国外运行马弗炉(中外炉)冷态条件下马弗管每节应力(马弗悬垂状态下自身重力产生的应力)分布,分别见表3和表4。

表3 冷态条件下马弗管每节的悬垂重力应力分布

表4 现有国外运行马弗炉(中外炉)冷态条件下马弗管每节应力分布
该文修复的马弗管用作现有国外运行马弗炉的备件,通过表3、表4的应力对比可知,冷态条件下维修马弗管第1节、第3节的应力大于现有国外运行马弗炉马弗管的应力值。结合马弗管设计经验值,该文的马弗管设计方案虽然满足冷态应力要求,但是由于维修的马弗管材料为使用过的旧材料,考虑安全性,该文对设计方案进行了数值模拟计算。
3 数值模拟计算
3.1 内容及要求
在设计的马弗二维平面设计图基础上,建立马弗管结构本体的三维计算机辅助设计(CAD)模型和计算机辅助工程(CAE)仿真分析模型。
马弗应力分析(含大小和分布),即模拟马弗自重悬挂的纯重力载荷工况,并对该工况进行热-结构耦合应力分析。载荷工况为马弗连接法兰固定时,马弗依靠自重悬挂;载荷工况为马弗连接法兰固定时,马弗依靠自重悬挂,马弗温度1090℃,其余覆盖陶瓷纤维毯部分的钢结构温度为300℃。
3.2 技术资料及数据
马弗材质为601合金,与法兰(310S不锈钢)焊接而成[1]。其钢结构各部分材料成分与机械性能参考数据见表5~表7。

表5 材料机械性能(室温)

表6 AISI310S在温升下短期强度和延伸率

表7 马弗的热物理性质
3.3 热-结构耦合应力分析
3.3.1 温度载荷边界条件
因马弗上、下段存在耐材,考虑其钢结构各个位置的热传导、对流造成的温度差异,马弗钢结构温度值施加见表8。

表8 马弗钢结构温度载荷参数
每隔100mm左右使管身温度增加100℃,从法兰陶瓷密封塞300℃均匀过渡到1090℃并逐步递增,同理,其材料物性也根据300℃的热膨胀系数过渡到1090℃的热膨胀系数。通过模拟计算,马弗热-结构耦合应力分布云图如图1所示[2]。
3.3.2 主要零部件的应力及分布
由于整体热应力比纯机械应力大,最大应力部位对应的材料具备足够的强度,又由于零部件包括不同材料或采用不同厚度的钢板焊接,因此有必要考察主要零部件的应力水平和局部分布,分别进行强度校核,以全面深入地评价马弗钢结构系统的承载能力。整体系统的CAE仿真分析已得出所有单元的应力,纯机械结构应力和热-结构耦合应力上的最大应力及其发生部位的分析结果见表9,其中括号里的尺寸为最大应力单元所属的零件板厚。

表9 各主要零部件(局部)最大应力和所在部位
3.4 马弗整体结构位移变形结果
模拟仿真结构强度的同时也得到了整体结构变形的全域数值信息,确定了与应力分析对应的2种工况时的变形行为。马弗整体结构的最大位移和部位见表10。与应力分析的结果指明的最恶劣工况类似,热-结构耦合时出现全域最大的弹性变形位移值。最大弹性变形位移虽然表现在某一点上,但它是整体结构各部分位移积累的相对综合效应。

表10 马弗整体最大变形位移和部位
3.5 模拟结论
该文仿真结合实际马弗管运行的工况条件,应用有限元法,并通过计算机仿真与材料力学公式计算,验证了马弗在自重悬挂下的应力和方向的分布。鉴于马弗材料特殊,在计算热应力中,除上端陶瓷纤维密封塞处温度变化产生的热应力(108MPa)稍大,马弗炉身热应力为1MPa左右(1090℃均匀时),其余部位应力较小,法兰自身热应力为45.3MPa(300℃)。参考蒂森克虏伯提供马弗(601合金)材料属性,马弗的熔点约为1320℃~1370℃。马弗在1090℃高温下工作时存在高温蠕变和高温疲劳现象,但是马弗炉身和法兰在工作温度下所受最大热应力均在其屈服强度内,因此满足安全使用要求。
4 修复方案确定
对该文马弗管修复设计方案进行冷态和热态模拟计算后可知,设计方案虽然符合要求,但是由于马弗上部出口位置处应力较大,而第2节马弗筒体选用的是3年的旧马弗材料,从安全的角度考虑,马弗管上部应力位置较大处应尽量减少使用3年的旧马弗材料,因此需要重新从现有材料中进行选择,找到8个月旧马弗管出口位置段,从中选取未变形的材料(由于马弗管出口侧有一段有密封塞耐材的保护和暴露于炉外环境中,温度≤350℃,因此材料仍然保持良好的性能),结合马弗管的整体方案,避开应力变形最大和筒体焊缝位置,只选用600mm长的筒体,将该节筒体作为维修马弗管的第0节,上述方案中的第1节作为第1节长度不变,第2节作为第2节且长度减少600mm,其他位置和长度保持不变。另外考虑马弗管最下端(带钢进口处)温差变化产生的热应力,将上述方案第8节和第9节位置互换,以此作为修复的最终方案,见表11。

表11 最终方案
5 结论
该文以某钢厂马弗维修项目为实例,详细论述了马弗管维修的过程和方案,通过冷态马弗管应力计算和热态马弗管数值模拟的方式对方案进行验证,并对旧马弗管材料进行重新设计,制成一个新的马弗管。将新马弗管用于立式光亮退火炉的备件,从而有效降低了马弗管备件的成本,对今后同类型立式马弗管的修复和维修具有重要的借鉴和指导意义。
猜你喜欢
石油沥青(2023年4期)2023-09-21
中国特种设备安全(2021年1期)2021-07-21
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
浙江大学学报(工学版)(2016年11期)2016-06-05
中国粮油学报(2016年5期)2016-01-23
化工进展(2015年3期)2015-11-11
核科学与工程(2015年3期)2015-09-26
设备管理与维修(2015年11期)2015-03-16
