基于模糊反馈的六轴五联动数控加工进给速度控制方法
2023-12-09 07:14马达远
电气传动自动化 2023年6期
马达远
(江苏省灌南中等专业学校,江苏 连云港 223500)
数控系统随着科技进步得到了飞速发展,为了获得高速高精度的机床零件,近几年对数控加工系统的加减速控制方法进行了深入的研究。加减速控制一般分为二类,一类是前加减速控制,另一类则是后加减速控制。采用后加减速规划技术时很容易造成加工零件的轮廓误差,而前加减速控制则在制造过程中并没有出现轮廓误差,因为它采用的是加工合成的技术,所以在对数控机床加减控制的研发中,大多数都是采用前加减速控制。当前六轴五联动数控加工在对复杂曲面零件进行高效率、高质量加工方面具有诸多优点,所以它在制造业中得到了越来越广泛的应用[1]。
1 基于模糊反馈的六轴五联动数控加工进给速度控制方法
1.1 基于模糊反馈控制机床旋转角度
在基于模糊反馈的六轴五联动数控加工中,非模态主轴的旋转角度受到一定的限制,给后置机床处理和实际加工带来了很多的困难。对于这个问题,传统的解决办法是将被加工零件在旋转极限位置处划线,再使用角度测量仪测量,将加工零件在旋转极限位置处旋转一个角度,之后再进行加工。或者在自动编程的时候,首先要将六轴五机床的最大旋转角度考虑进去,使其编程范围在数控机床加工的最大旋转角度范围之内,并将多个工序进行加工。但是这种方法需要进行多次的测量和装配,从而造成了累计和定位的误差,或者对自动编程者的技术有较高的要求,并且需要处理很多个工序,从而加工的精准度会降低,企业的生产时间会被延长[2]。
在模糊控制的数控加工设定整个网络,应急数据和控制环数据都是可以调整的,不管是在实时还是在应急状态下,都符合泊松分布。如图1为多回路模糊反馈结构。
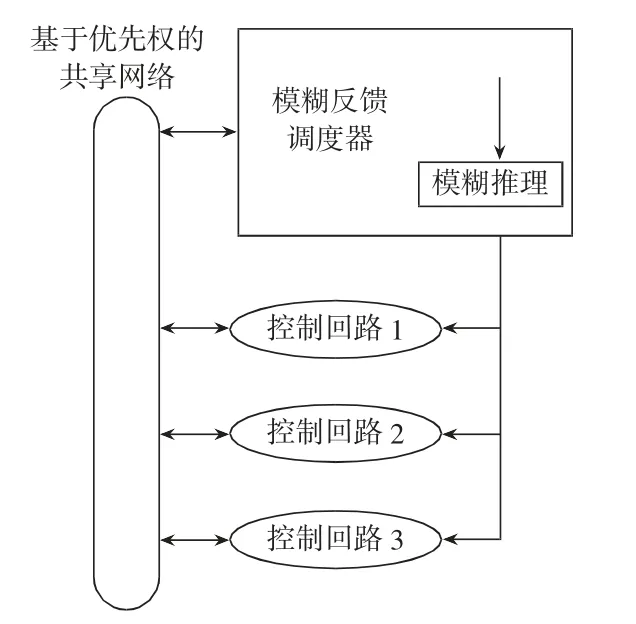
图1 多回路模糊反馈结构
基于模糊反馈的共享网络数控中的调度器,在实时加工数据中与专家语言相结合,获得一个高效动态的优先控制策略,根据机床的工作参数数据可以知道,角A的摇摆区域在(-100°~ +100°),角C的回转角度范围在(-200°~ +200°)。可以看出此时六轴五机床中的第五旋转轴是不能经过完整一个周期旋转的,在经过后置处理后,如果转动角度超过了机床本身的极限角度,就会出现超程报警、超限区间不能加工等情况。如图2为机床道具摆动工作台角度变换图。
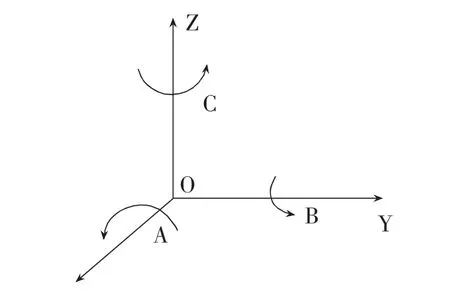
图2 机床道具摆动工作台角度变换图
为此,利用复合后置和模糊反馈解决这个问题,假设各个角的设定公式如下:
将χA,χC,和χA1,χC1分别代入下列公式:
公式(3)与公式(4)的结果是完全相同的,能够表明,在获得一对已知角度时,当转动角度A变成负值、转动角度C旋转180°时,刀具位置点的坐标值保持不变。由此来看,只要把超过机床本身旋转范围的C角度改变180°,然后把A角变成相对数,就能解决机床加工的盲区问题[3]。
公式中:χAmax为机床旋转轴C的最大极限角;δC为双摆头六轴五机床C轴的旋转限制角度,它是根据具体机床的旋转轴C的最大极限角度χAmax所设置的,一般加工过程中旋转限制角δC会略微小于最大极限角度χAmax,一般δC∈(180,360)。利用上述公式就可以计算出此时刀位源文件中的一个数组,其中是所有的旋转角C,就可以提取其中最大的一个旋转角Cmax。
1.2 控制转动轴速度
基于模糊反馈的梯形加减速控制算法是一种具有较低计算量和较高效率速度规划控制模型[4]。设定Vs为起始速度,Vmax表示速度最大值,Ve代表终止时的速度,tc为匀加速时间,ta表示加速阶段的时间长度,td表示减速阶段的时间长度。如图3为梯形加减速模型示意图。
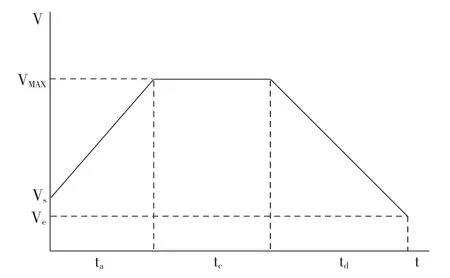
图3 梯形加减速模型
加工中,当转速能达到最高值Vmax时,就与图3所示的梯形加减速的数学模型相吻合。将机床能够承受的最大加速度设定为amax,将加工路径的总长度设定为L,将机床的插补周期设定为T,将Na、Nc、Nd分别设定为加速周期数、匀速周期数、减速周期数。则加速时间的计算公式如下:
减速公式如下:
加速和减速总位置移动的距离计算公式如下:
公式中:如果L>D,则此阶段处于匀速段,匀速段的时间长度为tc=。匀速周期长度为Nc=
匀速段的位置移动长度的计算公式为:
加速、匀速、减速的总位置长度的计算公式如下:
公式中:D为加速段、减速段的总和位置移动长度;Sc代表匀速段的位置移动长度。
六轴五联动数控加工中刀尖点的转速是由各个轴线的运动速率综合而成,若将进给速率设定为常数,则设定的进给速率比其中一个轴线的最大转速要大,导致其他轴线都已经响应就位等待另一个比设定的进给速率更低的轴线,从而在工件上出现短暂的停顿,影响到加工件表面的粗糙度。
1.3 控制机床旋转位置
转动轴的速度实现控制后,对于曲面复杂的工件进行加工时,一般会使用软件进行自动编程,获得描述复杂曲面的刀具轨迹,由一些细小的、连续的线段代替。进给速度一般指的是刀心点沿刀具轨迹与工件的运动速度,为确保工件的加工效率与表面质量,因此必须对六轴五机床的进给速度进行优化。刀具进给的最佳化仅仅是为了达到恒力切割,也就是刀具尖端与被切割面之间的不变的进给速度。在加工曲面复杂零件时,因为各轴间的差异,使得机床回转中心或摇动中心到刀心点之间的距离成为一个变量,因此刀心点的速度也应该成为一个变量。由于刀心位置的转速是由三根平动轴和两根转动轴的转速合起来的,进而对每根主轴的转速也应加以限制。
六轴五联动机床的驱动数控在加工细小直线段的过程中平动轴、转动轴的位移增量为△S(△X,△Y,△Z,△A,△C)。
当加工细小线段OM时,零件表面的刀具实际速度为f,刀位点的当量位置移动的计算公式如下:
公式中:△S为刀位点的当量位移。机床工作的坐标系ORXYZ下的O的运动坐标为(OX,OY,OZ),M的运动坐标为(MX,MY,MZ)。
但在实际加工中,因为刀具的刀心点到M点的加工变化量主要来源于机床平动轴X、Y、Z的变化,受转动轴的变化对其影响较小[5]。因此可以得出刀位点变化的当量位置移动长度的计算公式为:
在加工过程中,机床的实际进给速度与加工过程中设定的进给速度是不同的,因此可以用加工过程中的实际进给速度来反向计算加工过程中设定的进给速度。同时为该进给速度增加了一个调节因子,可以调节控制整个数控加工进给速度。修改后的进给速度的计算公式如下:
公式中:F表示机床的实际进给速度;f 表示数控加工中所设置的进给速度;t 代表整体调整的系数。
在使用此公式时,需要注意的是,在相邻两段加工过程中,机床的旋转位置当量位移恒定的情况下,改变的只是旋转轴的转动位移,平动轴当量位移为零,这时该进给速度值为趋近于无限大[6]。此时,应当对最大进给速度值进行界定,当计算出的进给速度值大于所设置的最大进给速度值时,应当将最大进给速度值分配给本行程序的速度值,将其控制在一个合理的范围内。另外设置最小进给速度值,以防止进给速度太高或太低。
2 实验测试
为验证本文提出的基于模糊反馈的六轴五联动数控加工进给速度控制方法的有效性,现进行实验测试,通过对比本文方法、传统方法与恒定值法的加工过程中的三种速度控制方法的效果。
2.1 实验准备
本次实验在模拟环境中进行,进行联动数控加工采用的是某A公司新研制的数控加工系统。下表1为实验机床的各项加工工艺参数。
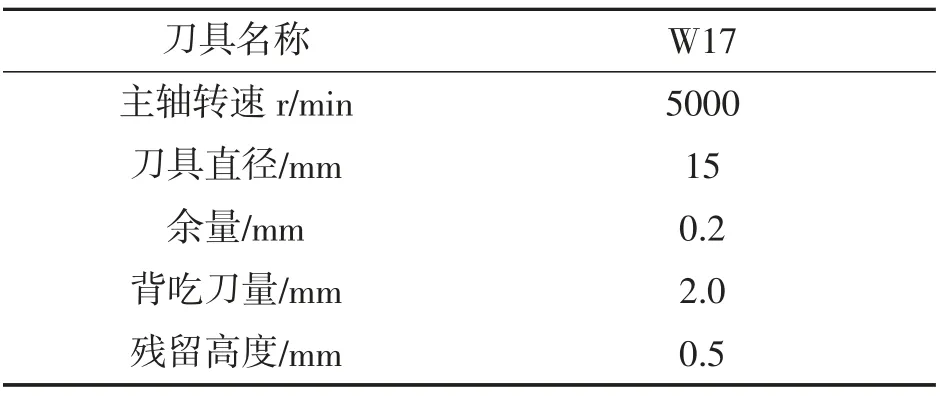
表1 实验机床加工工艺参数
加工使用的叶片,其特征在于叶片包括内外弧形表面、上缘表面以及覆盖表面。在对叶片的上缘曲面进行加工时,由于刀具的刀轴向量变化较大,因此需要通过进给速度优化方法来对其进行控制。此外还需要考虑到叶片的壁厚薄、叶身长度较大,在实际切削过程中很容易发生变形,因此还需要考虑到背吃刀量问题。通过专用后置处理软件对刀轨进行转换,并对其速度进行优化,将转换后的数控代码输入到软件中进行模拟,在叶片翻遍处,其进给速度降低,在叶身平缓部分进给速度提高。此时每个数控加工程序都能在保证机床各轴线的最大移动速度的条件下,得到最大的综合进给速度。这样不仅可以确保工件表面的光滑,而且可以最大限度地提高机床的工作效率。
2.2 实验结果与分析
根据上述实验条件,处理加工未经过进给速度控制的叶轮流道,在数控机床进行加工之前,由于切削路径部分的速度循环是事先计划好的,使其在减速循环中的速度是均匀的,从而使得减速的第一个周期加速度降低,而其他的周期加速度保持不变。通过将三个零件分别用三种方法进行加工,本文方法为实验组,传统方法为对照组1,恒定值法为对照组2。下表2为三种方法下的零件加工效率与精度的对比。
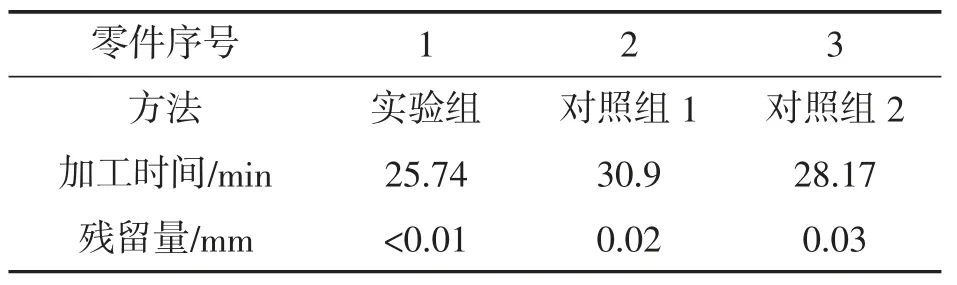
表2 零件加工效率与加工精度
在零件加工残留方面,本文方法残留量少于0.01mm,传统方法与恒定值法由于进给速度一直处于恒定状态,各个轴的速率响应不一致,因此机床发生抖动,所以加工过程中过多残留量被存留。
由表2实验结果可知,本文使用的基于模糊反馈的六轴五联动数控加工进给速度控制方法在零件加工时间要优于传统方法与恒定值法,所用时间少于传统方法5.16min,少于恒定值法2.43min。
3 结论
六轴五联动数控机床就是在五轴的基础上增加一个旋转轴,但此旋转轴不参与联动,其余五轴联动加工。在进行复杂曲面的加工时,五轴机的中心点和摆动中心、旋转中心的距离会因曲面曲率的改变而改变,为了满足恒力切削,刀心点进给速度应为一变量。但是在一般软件的后置处理中,数控代码程序中设定的进给速率不能与中心点的实际进给速率一致;为此要从根本上解决六轴五联动机床后处理开发的加工进给速度控制问题,就能解决其根本的应用瓶颈问题。
猜你喜欢
防爆电机(2022年4期)2022-08-17
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年11期)2019-12-04
中国眼镜科技杂志(2019年9期)2019-11-11
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
发明与创新(2016年5期)2016-08-21
制造技术与机床(2014年1期)2014-03-11