
焊接螺柱标准综述
2024-01-03 05:50张赵君张丽晴
石油工程建设 2023年6期
卢 晶,杨 涛,张赵君,石 磊,赵 卜,张丽晴
海洋石油工程股份有限公司,天津 300451
焊接螺柱作为各类结构的抗剪件、预埋件及锚固件等在石油化工工程、核电工程、建筑工程和车辆制造、设备制造等领域中被广泛应用。然而,目前结构工程设计标准中未对焊接螺柱的具体设计参数及要求进行明确,本文通过对国内外主要焊接螺柱相关标准的梳理、归纳和总结,找出适用于结构工程项目所需抗剪型螺柱的主要技术要求,供相关行业设计人员参考。
焊接螺柱可焊性优劣是影响工程质量的重要因素,其中焊接螺柱母材、焊接工艺、检验、设计标准等因素均与可焊性直接相关,因此本文所述标准主要涉及与焊接螺柱的母材、产品、设计相关的标准。
1 焊接螺柱母材标准
焊接螺柱按材质可分为碳钢、不锈钢、合金钢、铝材和铜材等。其中抗剪型碳钢焊接螺柱应用最为广泛。碳钢焊接螺柱母材按钢的使用状态可分为非热处理型、表面硬化型、调质型和非调质型冷镦和冷挤压用钢。工程中常用的焊接螺柱母材为非热处理型冷镦钢。表1中列出了目前国际上常用的碳钢焊接螺柱母材的标准。
焊接螺柱中母材的化学成分是影响其性能的重要因素,本文以非热处理型冷镦碳钢焊接螺柱为例,选取同级别碳钢焊接螺柱的化学成分进行对比,结果见表2。

表2 同级别的碳钢焊接螺柱的化学成分对比结果
从表1 中可看出:关于碳钢焊接螺柱母材材料的常用牌号,澳大利亚标准与美标(美国标准)一致,国际标准与欧标(欧洲标准)一致。从表2可发现:各焊接螺柱母材标准中主要化学元素(碳、硅、锰、磷、硫、铝)质量分数略有差异。等级相近碳钢焊接螺柱母材对于化学成分的要求,国际标准和欧标最为严格,日标(日本标准)和国标(中国标准)次之,美标和澳大利亚标最宽松。
2 焊接螺柱产品标准
针对焊接螺柱产品,各国制定了相应的产品标准。目前“焊接螺柱及焊钉”产品的系列国家标准具体如表3所示。

表3 焊接螺柱产品相关国标
除GB/T 902.1—2008 外,表3 中其他标准均修改采用ISO 13918:2017[15]的部分章节。ISO 13918:2017的具体产品规定与国标的对应关系可参考GB/T 902.4—2010 中附录A 的表A.1。考虑到国内与国外原材料认证制度的差异,国标中关于ISO 13918:2017 中规定的涉及产品认证、市场准入检验及工厂生产控制等内容未予采用。
表4 列举了目前国际上常用的焊接螺柱产品标准,并对标准中涉及的螺柱焊接方式、螺柱材质进行了标识。根据焊接方式区分,焊接螺柱主要分为带陶瓷套圈或气体保护的电(拉)弧焊螺柱、短周期电(拉)弧焊螺柱、电容焊接螺柱。其中带陶瓷套圈或气体保护的电(拉)弧焊螺柱和短周期电(拉)弧焊螺柱统称为电(拉)弧焊螺柱。电容焊接螺柱即为储能式焊接螺柱,分为电容放电拉弧螺柱或电容放电尖端引燃螺柱。电容放电尖端引燃螺柱焊接分为接触法和间隙法2种。

表4 焊接螺柱产品国际标准
欧标EN ISO 14555:2017 由BS EN ISO 14555:2017[24]演变而来,且由国际标准化组织将其引入国际标准ISO 14555:2017[25]。欧标EN ISO 13918:2017由BS EN ISO 13918:2018[26]演变而来,且国际标准化组织将其引入国际标准ISO 13918:2017。ISO 14555:2017 和ISO 13918:2017 的侧重点各不相同,在设计过程中需配合使用。
欧标EN ISO 14555:2017 标准涉及焊接知识、质量要求、焊接工艺评定、焊接程序、操作人员资格测试、螺柱焊接设备、焊接设计、产品试验等内容。欧标EN ISO 13918:2018 则侧重对电弧焊接方式的焊接螺柱、陶瓷套圈进行规定,对每种螺柱的外形尺寸、原材料、机械性能、可焊性、评价一致性等给出了明确要求。欧标EN ISO 13918:2018 中,焊接螺柱的材质涉及碳钢、不锈钢、铝、铜等,且根据受力的不同对螺柱进行了分类,对工程人员开展设计工作具有指导意义。
美标AWS C5.4:1993 推荐做法中详尽介绍了焊接螺柱的焊接设计流程,重点介绍了电弧焊及电容(储能用)焊螺柱的焊接设计。
AWSD1.1/D1.1M:2020、AWSD1.2/D1.2M:2014、AWS D1.6/D1.6M:2017 则分别详述了螺柱(碳钢、铝和不锈钢)的力学性能、螺柱材料、螺柱焊接端的评定要求、评定试验、焊机操作员资格、试生产的测试和工艺要求、生产中的制造安装和检查、制造商对螺柱焊接端可焊性认证等内容。标准AASHTO/AWS D1.5M/D1.5:2020[27]第7 节包含了桥梁结构用焊接螺柱的相关内容。
此外美国航空航天工业协会也制定了关于焊接螺柱的NASM 24149[28-33]系列相关标准,由于适用范围不同,本文不作具体介绍。
澳大利亚标准AS 1554.2:2021 与美标AWS D1.1/D1.1M:2020第9节类似。
日标JIS B 1198:2011中对焊接螺柱材质、机械性能、尺寸公差等进行了介绍,对螺柱的焊接性能仅简要描述。
欧标、美标、澳大利亚标准对焊接螺柱的研究最为深入,标准内容丰富,且欧标被国际标准化组织采用。
3 焊接螺柱产品机械性能对比
碳钢焊接螺柱由热轧盘条和热轧圆钢进行冷镦和冷挤压成型,冷镦和冷挤压后材料的机械性能将发生变化。鉴于抗剪型碳钢焊接螺柱应用的广泛性,表5对不同标准中等级相近的碳钢焊接螺柱产品机械性能进行了对比。

表5 等级相近的碳钢焊接螺柱机械性能对比
从表5可得出结论:美标AWS D1.1/D1.1M:2020中关于B 型抗剪螺柱的机械性能要求与ISO 13918:2017表2中SD1型螺柱的要求基本一致,与国标略有出入。日标JIS B1198中焊接螺柱的机械性能要求与ISO 13918表2中SD2型螺柱的要求基本一致。其中EN ISO 14555:2017中关于螺柱机械性能的要求同ISO 13918:2017。
4 焊接螺柱产品质量控制
焊接螺柱产品的质量控制涉及螺柱母材、配套材料、焊接工艺评定试验、螺柱焊接端认证,生产前控制、生产检验等一系列内容。国际上通常采用焊接螺柱与钢板焊接后的焊接螺柱端来评价焊接螺柱产品质量。焊接螺柱制造商通过焊接螺柱端的评定证明焊接螺柱具有良好的可焊接性。欧标、美标、澳大利亚标准均给出了详尽的焊接螺柱端认证描述。
焊接螺柱焊接成型后的检测包括外观检查(目视)、弯曲试验、扭矩试验、拉伸试验、射线照相检查、宏观检查(90°通过螺柱中心)等。上述所有检测内容从不同方面反映出焊接螺柱焊后的质量。
表6 为国际标准、美标和我国国标中涉及抗剪型碳钢焊接螺柱产品的质量控制项。由于篇幅有限,其他材质、类型的焊接螺柱质量控制点需参考相应标准。
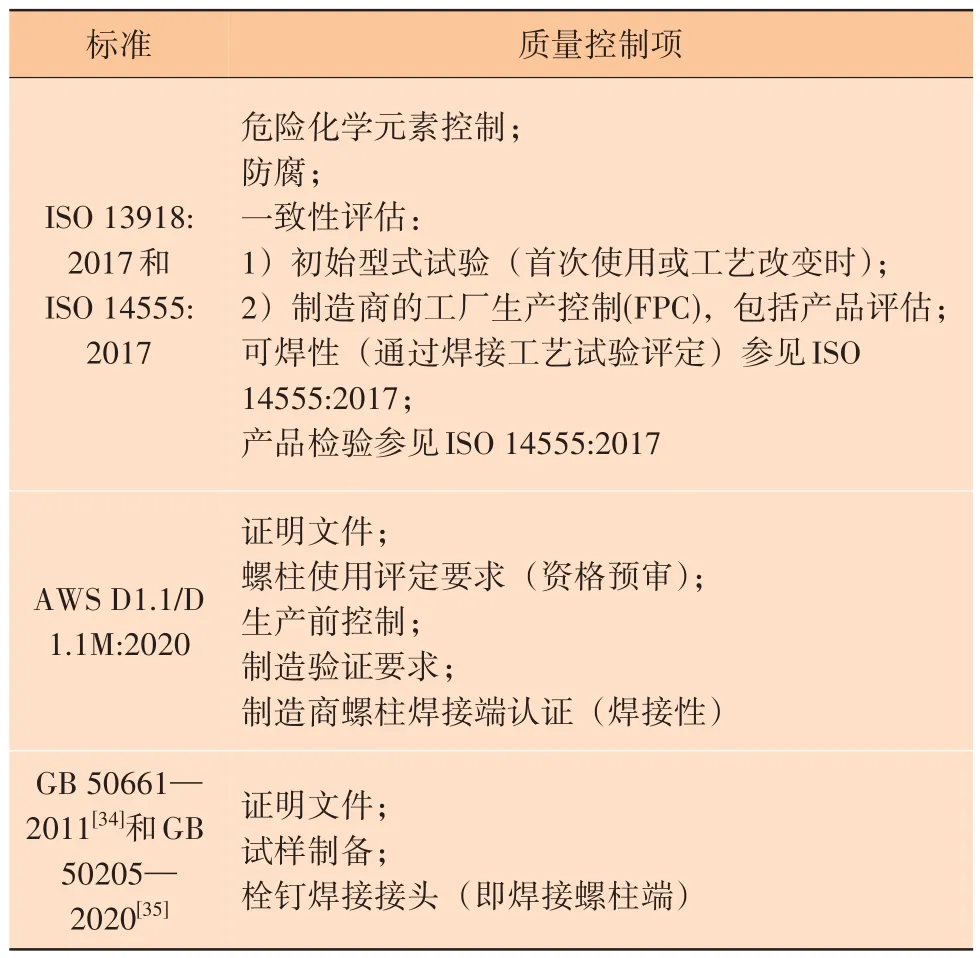
表6 抗剪型碳钢焊接螺柱质量控制项
国际标准ISO 14555:2017 涉及电弧和电容焊接螺柱的所有评定要求。此外,欧标还重点介绍了焊接螺柱产品过程控制的事项,规定了制造商应建立、记录和维护符合ISO 9001:2015[36]的FPC 系统,以确保投放市场的产品符合声明的性能特征。FPC 系统应包括书面程序(工作手册)、定期检查和测试和/或评估,以及使用结果控制原材料和其他来料或组件、设备、生产过程和产品。此FPC系统为欧标产品的强制认证。
美标与欧标类似,在标准中规定承包商应提供螺柱制造商的证明文件、螺柱的适用要求、螺柱制造商试验报告的认证副本,涵盖了第7.3 条要求的最后一套厂内质量控制机械试验。钢材供应商出具的认证材料试验报告(CMTR)说明交付产品的炉号、直径、化学性能和等级等。
国标中涉及焊接螺柱的质量控制项的标准有表3 中产品标准、GB 50205—2020 和GB 50661—2011。产品标准GB/T 10433—2002对焊接螺柱的尺寸、机械性能进行了规定,对碳钢电弧焊接螺柱的焊接端的拉伸试验、弯曲试验方法及验收标准进行了简单介绍,方法及验收标准与GB 50661—2011和GB 50205—2020 一致。 GB 50661—2011 和GB 50205—2020 仅对碳钢的电弧焊接螺柱的质量控制内容进行了规定。两项标准的表述基本一致。
国标中检验项少于美标和国际标准体系。且国标体系未见关于短周期电弧螺柱焊、电容焊接螺柱以及材质为不锈钢螺柱、铝螺柱、铜螺柱等的焊接螺柱端的相关质量控制内容。这与国家标准设置有关,建议国标体系根据生产需求补充相关的内容。
需要强调的是欧标中带陶瓷套圈的电弧焊接螺柱的弯曲试验还考虑了使用温度的影响。当使用温度>100 ℃时,可通过扭矩扳手试验检验焊接螺柱焊缝的耐久性。此外,美标在目视检测中要求,当发现无完整的360°飞边时,补充15°弯曲试验;有螺纹时,需补充扭矩扳手的弯曲试验。国标中无上述通过扭矩扳手的弯曲试验要求。
欧标中拉伸试验、射线检测在取样时考虑了结构使用温度和承受疲劳荷载的影响,且规定了可选用拉伸试验替代射线检测的情况。
澳大利亚标准AS 1554.2:2021 中检验项内容与AWS D1.1/D1.1M:2020 第9 节类似,限于篇幅本文不再赘述。
5 结论
本文通过对焊接螺柱相关标准进行梳理得出如下主要结论。
5.1 标准体系
美标及欧标对焊接螺柱研究最为深入、全面,且欧标被国际标准化组织采用。我国焊接螺柱系列标准则修改采用国际标准中不同类型焊接螺柱的部分相关内容。澳大利亚标准借鉴了美标的思路,与美标基本保持一致。美标中焊接螺柱的各项要求是在各结构焊接标准中同步规定,未单独形成标准;欧标则对焊接螺柱单独形成标准,此为美标和欧标标准体系设置差异导致。
5.2 母材方面
将各国标准中等级相近碳钢焊接螺柱母材化学成分进行对比发现,主要化学元素含量要求略有差异,国际标准和欧标的要求最严格,日标和国标次之,美标和澳大利亚标准最宽松。
将等级相近碳钢焊接螺柱母材机械性能进行对比发现,美标AWS D1.1/D1.1M:2020 的B 型抗剪螺柱机械性能与国际标准ISO 13918:2017 表2 的SD1型螺柱标准基本一致,与国标略有出入。日标JIS B1198:2011中焊接螺柱与ISO 13918:2017表2中SD2型螺柱标准要求基本一致。
5.3 产品质量控制
为保证焊接螺柱的可焊性,欧标和美标均对焊接螺柱产品质量控制项进行了详细规定。国标中仅对碳钢电弧焊接螺柱的可焊性控制项进行了简单介绍。
猜你喜欢
装备制造技术(2021年4期)2021-08-05
建材发展导向(2021年6期)2021-06-09
电线电缆(2018年4期)2018-08-31
电线电缆(2018年2期)2018-05-19
核技术(2016年4期)2016-08-22
焊接(2016年5期)2016-02-27
焊接(2015年4期)2015-07-18
有色金属材料与工程(2014年5期)2014-12-20
电焊机(2014年4期)2014-03-12
天津冶金(2014年4期)2014-02-28
