
热轧酸洗板SAPH370 表面色差成因探究及工艺优化
2024-01-07 13:44胡少梅李贵明郝永峰沙登浩
山西冶金 2023年11期
胡少梅,李贵明,郝永峰,沙登浩
(1.河钢集团邯钢公司冷轧厂,河北 邯郸 056015;2.河钢集团邯钢公司邯宝热轧厂,河北 邯郸 056015)
0 引言
热轧酸洗汽车用钢SAPH370 是介于热轧板和冷轧板之间的酸洗产品,具有强度高、成型性好、易焊接等优点,多用于有成型、焊接等需求的汽车底盘、汽车结构件等关键零部件的制造[1]。因其较冷轧板有明显的成本优势,而且其表面质量已经接近冷轧板,是人们比较青睐的汽车结构用钢。
近年来,研发人员针对产品加工性方面进行多次成分调整、轧制工艺优化等改进工作,但对酸洗工序表面质量控制关注较少。SAPH370 酸洗后容易出现色差缺陷,带钢板宽方向边部与中部存在明显颜色差异,该缺陷除影响表面美观性外,对后续涂装质量也有一定影响[2-3]。国内外相关研究表明,酸洗板表面粗糙度不同是造成色差缺陷的直接原因[4],而氧化铁皮结构以及其与钢基体的结合状态是决定酸洗后带钢表面质量的关键[5-8]。
本文针对河钢邯钢酸洗汽车用钢SAPH370 表面色差问题,分别从热轧氧化铁皮结构的转变机理和热轧基板及横截面氧化铁皮形貌、酸洗板表面显微形貌等两方面分析了热轧酸洗板表面色差产生原因,制定工艺优化措施,从而改善色差缺陷,提升热轧酸洗板表面质量。
1 问题描述
河钢邯钢热轧酸洗汽车用钢SAPH370 产品主要生产工艺流程为2 250 mm 热轧—2 250 mm 平整机组—1 680 mm 推拉式酸洗机组,酸洗后带钢表面容易出现色差缺陷,常见的色差缺陷为带钢板宽方向上边部与中间位置的色差,具体形貌如图1 所示,经表面静电涂油后,色差依然肉眼可见,影响客户使用。

图1 SAPH370 酸洗后表面宏观形貌
2 色差成因分析
2.1 实验内容
实验材料为河钢邯钢2 250 mm 热连轧生产的酸洗汽车结构钢SAPH370 热轧基板,化学成分如表1所示,利用线切割的方式取对应酸洗后缺陷位置与正常位置试样,经打磨抛光后在JEOL 6460 型扫描电子显微镜下观察试样氧化铁皮结构和微观形貌。

表1 热轧酸洗汽车用钢SAPH370 主要化学成分
2.2 板宽方向色差原因分析
2.2.1 板宽方向色差缺陷形貌分析
酸洗缺陷往往具有热板遗传性,酸洗板缺陷需要从热轧基板入手分析。图2 为热轧基板边部和中间位置截面氧化铁皮微观形貌,由图2 可以看出,带钢边部位置氧化铁皮以共析组织(Fe3O4/Fe)为主;带钢中间部分氧化铁皮组织以Fe3O4为主。通过扫描电镜下标定氧化铁皮厚度可知,边部氧化铁皮厚度在11.2~11.8 μm,中间氧化铁皮厚度在8.9~10.1 μm,宏观上的氧化铁皮厚度示意图如图3 所示。综上可知,正是这种不同位置形成的氧化铁皮组织和厚度差异造成了最终热轧板面的颜色差异。

图2 热轧基板表面氧化铁皮微观形貌

图3 边部与中部氧化铁皮厚度差异
具有上述色差特征的热轧卷经酸洗后,对板宽方向的不同位置进行显微形貌观察及EDS 能谱分析,结果如图4 所示,边部位置晶粒边界清晰,存在沿晶界分布的侵蚀坑,中间位置边界完整未侵蚀。对边部和中间位置晶界处进行能谱分析,两个位置主要成分均为Fe 元素,未见其他杂质,说明酸洗后带钢表面没有氧化铁皮或杂质残留。由此可知,酸洗后板宽方向的色差是由于热轧基板表面氧化铁皮厚度和结构不同,导致酸洗后边部存在一定程度的过酸洗而引起的。酸洗后基板表面粗糙,宏观表现为发黑,中间位置酸洗效果良好,表面平滑,宏观颜色正常,整体视觉效果为板宽方向边部颜色深、中间位置颜色浅。

图4 酸洗后边部和中间位置表面微观形貌及能谱分析结果
2.2.2 氧化铁皮形成机理分析
图5 为Fe-O 二元相图及典型的氧化铁皮组织。研究发现,在平衡状态下,温度达到570 ℃时,摩尔分数为51.38%的FeO 会发生共析反应,组织中出现Fe3O4和Fe 的片层状结构。非平衡状态下,温度低于570 ℃时,仍然有延迟共析反应发生。当温度进一步降低时,原子扩散能力很弱,室温下铁皮结构中没有出现共析组织,也没有观察到颗粒状Fe 的出现[9-10]。
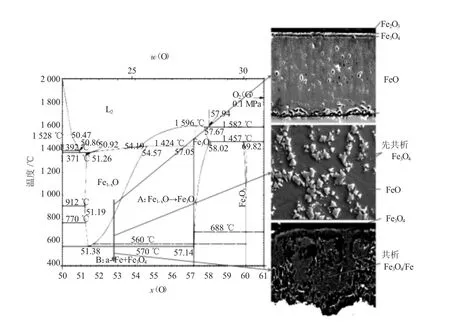
图5 Fe-O 二元相图和典型的氧化铁皮组织
图6 为邯钢热轧工序现场钢卷外圈温降实测图。在高温段,氧化铁皮冷却速度较大,但当温度降低到400 ℃以下时,冷却速率明显放缓。综合现场实际情况考虑,钢卷内圈实际的冷却速度应在1~1.5 ℃/min。热轧工序SAPH370 卷取温度均在570 ℃以上,在卷取后板材边部更容易与空气中的氧接触发生进一步的氧化,从而生成厚度较厚的氧化铁皮,且以共析组织为主,以及少量残留的FeO,这种氧化铁皮结构疏松[11],经过酸洗拉矫机后容易产生微裂纹,使HCl 溶液渗入氧化层内部,与单质Fe 反应并产生H2,加速氧化铁皮的剥离,而中部以共析组织和Fe3O4为主,Fe3O4结构致密,酸洗过程以浸泡为主,酸洗效率低于剥离酸洗。
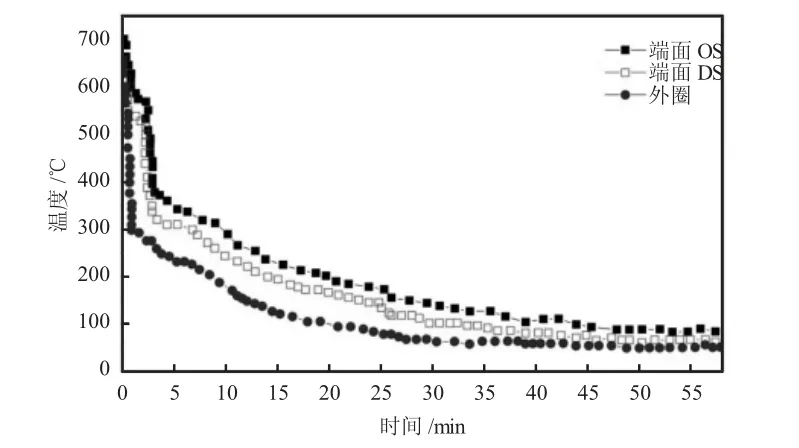
图6 邯钢现场钢卷外圈温降实测图
2.2.3 机理分析及优化措施
2.2.3.1 机理分析
酸洗板板宽方向色差缺陷产生的根本原因在于热轧原料板宽方向上氧化铁皮厚度、结构不同导致在同一酸洗条件下酸洗后的带钢边部和中部的粗糙度存在差异。具体来说,边部氧化铁皮厚、疏松的位置会发生一定程度的过酸洗,过酸洗表面存在大量的具有一定深度的晶界侵蚀坑,使局部粗糙度增加,在视觉上呈现出发黑效果。
2.2.3.2 优化措施
根据冷却过程中氧化铁皮结构的转变规律,将卷取温度由620 ℃降低至610 ℃,将卷取之后的钢卷单独放置,并增加风机冷却,以提高冷却速度,从而获得厚度均匀、结构致密的氧化铁皮结构,提高了带钢表面酸洗程度的均匀性,减轻了粗糙度差异,从而达到了消除带钢表面色差缺陷的目的。
3 结论
热轧酸洗板SAPH370 板宽上色差缺陷主要是因热轧基板氧化铁皮结构上的不均匀性和厚度差异造成了酸洗程度不同,表现为粗糙度不同,宏观表现为色差缺陷,通过降低热轧卷取温度和采取卷取之后钢卷单独放置并增加风机冷却提高冷却速度的方式,可获得板宽方向厚度均匀、结构致密的氧化铁皮结构,从而提高了酸洗程度均匀性,减轻了粗糙度差异,有效减少了色差缺陷。
猜你喜欢
昆明理工大学学报(自然科学版)(2023年2期)2023-05-08
山东冶金(2022年4期)2022-09-14
粉末冶金技术(2021年1期)2021-03-29
四川冶金(2019年5期)2019-12-23
沈阳大学学报(自然科学版)(2017年4期)2017-09-22
无机盐工业(2017年5期)2017-03-11
中国设备工程(2017年22期)2017-01-20
上海金属(2016年4期)2016-11-23
上海金属(2016年3期)2016-11-23
物理化学学报(2015年7期)2015-12-30
