
基于选择合理鼓风动能的炉况恢复实践
2024-01-07 13:45张月
山西冶金 2023年11期
张 月
(承德钒钛,河北 承德 067000)
1 概述
承德钒钛某2 500 m3钒钛矿高炉于2020 年4 月份发生恶性管道烧损干式除尘布袋后多次休风换布袋,导致炉缸活跃性变差,炉况顺行逐步变差,中心气流减弱,上部占比升高,热负荷长期高位运行且不稳定,高炉消耗高,产量低,应变能力差,多次发生悬料事故。期间多次调整装料制度均未达到预期效果,尤其在受雨季及环保限产的影响,原燃料条件进一步变差,通过调整装料制度实现炉况恢复更加困难,决定采用堵风口提高鼓风动能吹透中心活跃炉缸的方式,解决长期慢风导致的边缘发展、中心气流弱的问题。
2 钒钛矿高炉冶炼特点
2.1 烧结矿性能差
钒钛磁铁矿硬度高、品位低,在选矿过程中需要将矿粉磨细以便于选矿,这就造成钒钛磁铁精粉粒度细,混匀造球效果差,导致烧结料层透气性、烧结效果差。由于钒钛铁精粉含Si 较普通矿低,烧结过程中用于黏结的液相数量少,烧结矿强度差,且矿粉中的TiO2与烧结熔剂中的CaO 在高温下形成脆性的钙钛矿,导致烧结矿的强度进一步降低。
钒钛烧结矿中含有大量钛赤铁矿,其中约50%呈骸晶状菱形赤铁矿存在,还有部分钛赤铁矿以网格状占据与钛铁矿的位置上[1],在还原成磁铁矿时,由于晶型转变而引起膨胀粉化,导致钒钛磁铁矿低温还原粉化率高。
钒钛矿烧结矿整体冶金性能较普通烧结矿差,烧结矿冶金性能的降低导致入炉粉末增多,软熔带形状失常,易产生炉墙黏结及炉缸堆积等异常炉况。
2.2 渣铁水黏度大
高炉冶炼过程中炉渣来源主要是原燃料带入的脉石成分。高炉冶炼要求炉渣具有良好的流动性、稳定性及脱硫能力,以便于渣铁分离及冶炼合格生铁。普通炉渣的主要成分是CaO-MgO-SiO2-Al2O3,属于典型的四元渣系,而钒钛矿高炉冶炼的炉渣是由CaO-MgO-SiO2-Al2O3-TiO2构成的五元渣系。TiO2在高温下与焦炭发生还原反应生成高熔点的TiN、TiC、Ti(CN)等高熔点矿物弥散在炉渣中,使炉渣变黏稠、易于形成泡沫渣、渣铁分离困难、渣中带铁多、炉渣脱硫能力降低等问题。
TiO2还原一方面是由于炉温过高,另一方面是由于渣铁水在炉内停留时间过长造成的,所以钒钛矿高炉冶炼控制铁水物理热及化学热较普通矿冶炼低,热制度控制容易失常,进而导致炉缸工作状态失常。
鉴于钒钛矿高炉冶炼特殊性,钒钛矿高炉鼓风对中心的吹透能力较差,中心气流不稳定,鼓风动能的变化对高炉运行影响更大,相较普通矿高炉需要更高的鼓风动能。
3 鼓风动能对冶炼的影响
高炉各操作制度之间是相互影响配合的,炉缸风口带是高炉煤气的发源地,决定了炉缸初始煤气流分布。燃烧带气流调整是高炉下部调剂的基础,燃烧带对炉缸煤气分布、炉温分布和炉料下降都有较大影响[2]。鼓风动能对风口燃烧带的大小又起着决定性的作用,鼓风动能过大或过小都会造成炉缸煤气流分布失常进而影响炉况顺行,因此控制合理鼓风动能非常重要。
3.1 有利于炉况稳定及取得较好的经济技术指标
合理的鼓风动能能够确保鼓风在风口区域形成合理的风口回旋区长度及形状,以促使炉缸初始煤气流分布合理,如果配合适当的上部制度调整,能够达到煤气二次、三次分布更加合理,进而形成中心发展兼顾边缘的两股煤气流达到稳定炉况,提高煤气利率的效果,最终实现高炉稳定、顺行、优质、长寿、经济的目标。
3.2 有利于实现高炉长寿操作
随着高炉的大型化,炉缸直径变大,边缘气流易发展,因此大型高炉对鼓风风速及动能提出了更高的要求,以确保高炉具有足够克服料柱阻力吹透中心的能力,达到活跃炉缸的目的。如果鼓风动能过小,鼓风不能克服料柱阻力达到中心,炉缸易产生堆积,炉缸死料柱区域过大,炉缸铁水环流加剧,造成炉缸侵蚀加剧,铁口维护困难,渣铁滞留率高,进而造成炉况波动,此外还会造成边缘气流的继续发展,导致高炉气流对冷却设备及耐材冲刷加剧,从而降低高炉的使用寿命,鼓风动能过大则会造成中心气流分布失常。
4 堵风口前炉况
承德钒钛某2 500 m3高炉因为连续休风及长期慢风,导致使炉缸堆积,中心死料柱过于肥大,边缘发展,具体参数见表1。
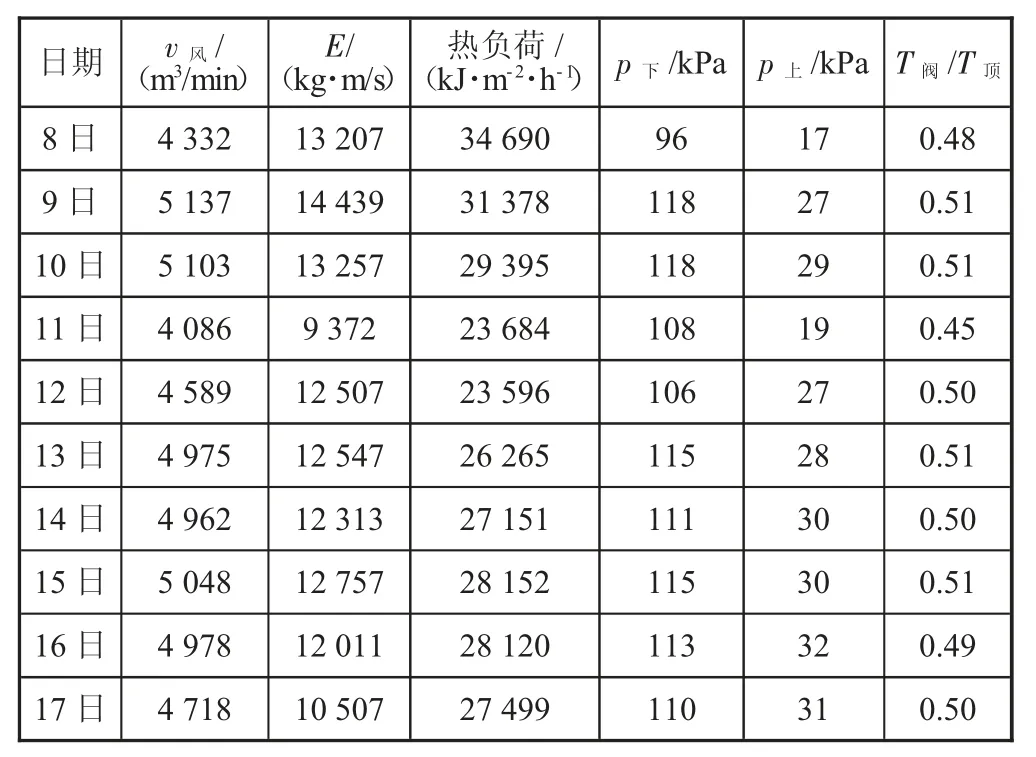
表1 恢复前高炉参数表
5 炉况恢复过程
此次炉况恢复的基本思路是利用高风速、高动能吹透中心,活跃炉缸以恢复风量为主,保证较高的风速与鼓风动能。
5.1 堵风口增加鼓风动能吹透中心
18 日休风堵8 个风口,送风前期恢复比较顺利,在开风口的过程中炉况表现为边缘过轻、静压波动、两尺偏差大、透气性降低并伴随崩料。通过采取扩大矿、焦角及错角压制边缘的装料制度,同时增加中心焦疏导中心,后续静压逐步趋稳,随着风量恢复至3 700~3 800 m3/min,边缘显现不稳定,调整矿内外环数,压制边缘气流,疏导中心,静压趋稳恢复风量至4 000 m3/min。
堵风口2 天后捅开第3 个风口,风口捅开后炉身静压出现小幅波动,但中心气流增强,煤气利用有上升趋势,焦比由440 kg/t 调整为420 kg/t,炉况向好,风量加至4 300 m3/min。堵风口3 天后捅开第4 个风口,加风至4 600 m3/min 以上,同时配合增加矿外环圈数,稳定边缘气流。堵风口第4 天炉况表现为边缘显重,及时减少矿石外环布料圈数,疏导边缘气流,稳定中心。同时捅开第5 个风口为进一步加风创造条件,维持鼓风动能在15 000~16 000 kg·m/s。
堵风口后第6 日捅开第6 个风口,同时加风至4 700 m3/min 以上,炉况表现为边缘不稳,炉内操作加强压差控制,在炉况稳定基础上进一步加风,炉况基本稳定,中心气流得到发展,阀座比顶温稳定在0.5 以上,压差占比趋于合理,上部占比由16.50%降至13.11%,下部占比由65%~66%上升至70%以上。恢复过程中参数变化见表2。
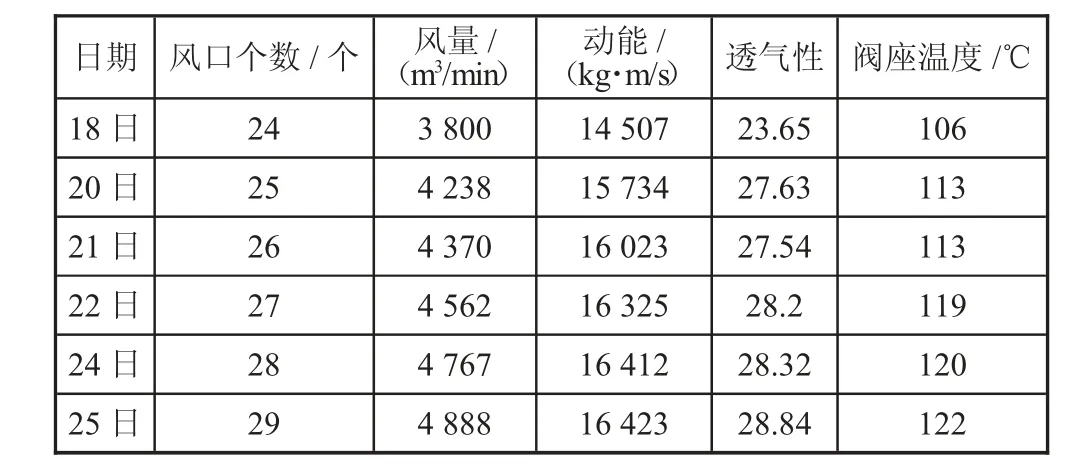
表2 炉况恢复过程中参数变化表
5.2 进一步提高鼓风动能
在炉况得到基本恢复后,没有着急恢复全风口,而是通过长期保持堵一个风口的基础上提高风量,并进一步配合上部调剂抑制边缘气流发展来达到进一步活跃炉缸稳定中心的目的,具体参数变化见表3。

表3 参数变化表
6 结论
1)在处理炉缸堆积,中心气流弱,边缘气流发展,加风困难的炉况时,休风堵风口能够有效解决加风困难与高鼓风动能之间的矛盾。
2)堵风口提高鼓风动能在恢复炉况过程中起着积极的作用,能够保证有效风量下吹透中心,在低风量下活跃炉缸。
3)鼓风动能维持在15 500 kg·m/s 以上对恢复炉况及热场炉况的稳定起着至关重要的作用。
4)采取堵风口提高风速鼓风动能时要保持一定时间的高鼓风动能,再进行下一步捅风口操作,以防造成炉况反复。
5)维持合理鼓风动能能够实现炉况稳定,降低高炉波动对指标的影响,达到良好的经济效果。
猜你喜欢
云南化工(2023年7期)2023-08-01
山东冶金(2022年4期)2022-09-14
昆钢科技(2022年2期)2022-07-08
山东冶金(2022年1期)2022-04-19
作文评点报·小学五、六年级(2020年39期)2020-11-06
山东冶金(2019年2期)2019-05-11
冶金动力(2018年2期)2018-01-17
四川冶金(2017年6期)2017-09-21
山东工业技术(2016年15期)2016-12-01
山东冶金(2015年5期)2015-12-10
