夹具与托料架在火车轴自动化加工中的应用
2024-01-09 06:42张希芳
装备机械 2023年4期
□ 林 鹏 □ 王 雷 □ 张希芳
通用技术集团沈阳机床有限责任公司 沈阳 110142
1 应用背景
我国铁路的发展历经百年沉淀,已成为我国运输业的支柱。如今,我国铁路承载着50%以上的客运量和70%以上的货运量,被称为当代的经济大动脉。随着火车的不断提速,高铁列车的加入,铁路车辆的质量要求越来越高。火车轴作为铁路车辆的关键行走部件,性能要求、精度要求、产量要求也不断提高。传统的加工方式已经很难满足目前的需求,对火车轴的自动化加工已迫在眉睫。笔者就此介绍夹具与托料架在火车轴自动化加工中的应用。
2 材料
火车车轮的组装如图1所示,位于车轮中部的零件为火车轴,两侧为车轮。火车轴承受静载荷、动载荷

图1 火车车轮组装
和制动附加载荷,主要产生弯曲变形。由于车轮不断转动,使火车轴不断承受拉伸、压缩应力,因此火车轴的材料尤为关键。由于各国的技术观点和国情不同,因此所选材料也不相同。目前,我国火车轴大部分采用LZW钢。LZW钢不仅有坚硬的表层,而且有韧塑的心部,经过正火、淬火或表面感应硬化等一系列热处理后,能够达到很好的机械性能,极大提高了火车轴的疲劳断裂强度,由此保证行车安全。
3 加工工艺
火车轴加工工艺见表1,毛坯为LZW钢。

表1 火车轴加工工艺
4 夹具
加工火车轴的夹具装配如图2所示。

图2 夹具装配
夹具体以短锥形式安装在机床主轴上,通过螺钉紧固。三根小轴安装在夹具体内,后端通过过渡套与拉杆连接,拉杆末端套有压缩弹簧、小圆盘等。小轴前端连接拨盘,三个拨销以过盈配合安装在拨盘上,侧面用顶丝顶紧。夹具属于为加工火车轴而专门设计的动力驱动机构及定心机构,夹具的顶尖配合尾座的顶尖对火车轴定心及支撑,再由托料架配合辅助托料,通过三个拨销插入火车轴的三个螺纹孔中,传递主轴动力。
夹具的动作顺序如下:火车轴到位,主轴顶尖与尾座顶尖定心支撑;此时拨销未插入螺纹孔中,火车轴压缩弹簧;火车轴微动后退,由托料架辅助支撑,然后主轴缓慢旋转;待三个拨销在弹簧力作用下插入火车轴的螺纹孔中后,尾座顶尖顶紧火车轴,完成装夹。
拨销采用锡青铜材料,耐磨性好,并且不会划伤火车轴表面。夹具尾部安装接近开关,用于检测拨销的到位情况,保证夹具使用安全可靠,整个过程不需要人工操作,可实现自动化加工。在夹具装配过程中,可通过后部的调整螺母调整弹簧的压缩长度,从而控制压缩力的大小。
5 托料架
在火车轴自动化加工中,负责上料下料的托料架装配如图3所示。

图3 托料架装配
托料架共分为三层。最下层为固定板,安装在机床床身上,通过两侧压板压紧。中间层为过渡板,在过渡板与固定板之间,安装有液压缸和滚动直线导轨。最上层为支架层,分别安装左右两个支架,支架上安装电缸、V形块等。
托料架的上下料分别通过液压缸及电缸实现控制,上料顺序如下:机械手将火车轴放在托料架的V形块上,过渡板下方的液压缸向左推动过渡板,实现Z轴方向的上料。主轴端的夹具及尾座顶尖夹紧火车轴,完成装夹之后,支架处的左右电缸下降,火车轴开始加工。加工完成后,下料顺序如下:左右电缸上升托住火车轴,过渡板下方的液压缸向右推动过渡板,实现Z轴方向的下料。机械手取走工件,加工完成。左右两侧支架为可调整支架,换产时,先松开螺钉,根据火车轴的长短,应用扳手调节丝杆,使支架移动至适合的位置,之后锁紧螺钉。火车轴种类不同,直径尺寸也各不相同。换产时,只需要在机床面板中调出相应的程序,托料架就能通过电缸中的伺服电机实现中心高的自动调整,并且定位精度高。电缸自带到位信号,动作方便快捷,完全满足自动化需求。
6 应用实例
夹具实物如图4所示,夹具检测开关如图5所示,夹具工作状态如图6所示。托料架上料现场如图7所示。
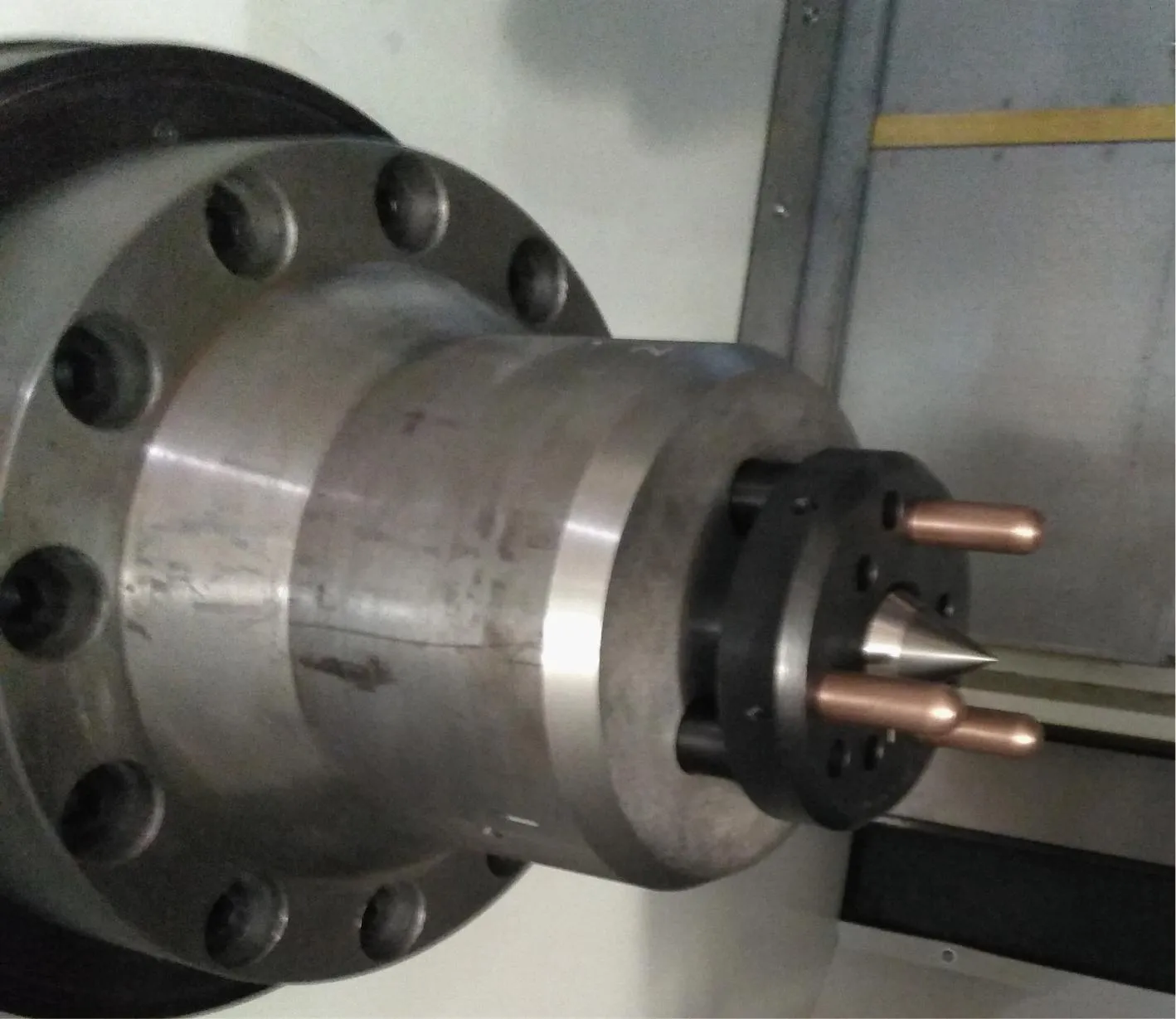
图4 夹具实物

图5 夹具检测开关

图6 夹具工作状态

图7 托料架上料现场
7 结束语
在火车轴自动化加工中应用夹具与托料架,对于火车轴及其它相似零件的自动化加工具有一定的指导意义。
笔者分析了火车轴自动化加工的过程,研究了火车轴加工工艺,制订了针对性工艺方案及合理高效的加工节拍。基于火车轴加工工艺及外形特点,设计了夹具与托料架,并配备专用检测装置,保证自动化加工的可靠性。
在实际生产中验证了夹具与托料架的可行性和可靠性,值得在火车轴加工企业中推广。
猜你喜欢
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
商品与质量(2019年43期)2019-05-25
制造技术与机床(2017年2期)2017-05-04
中国眼镜科技杂志(2016年14期)2016-12-08
山东工业技术(2016年15期)2016-12-01
海峡姐妹(2016年2期)2016-02-27
石油化工建设(2015年6期)2015-12-01
金属加工(热加工)(2015年17期)2015-04-23
教育与职业(2014年31期)2014-04-17