国外某渣选硫化铜精矿加温铁氧化酸浸试验研究①
2024-01-20 10:23王洪杰周宽达陆智国陈兴海蒙文飞
矿冶工程 2023年6期
王洪杰, 刘 杰, 周宽达, 陆智国, 陈兴海, 蒙文飞
(华刚矿业股份有限公司,北京 100039)
目前,湿法冶金处理硫化矿的方法主要有加压浸出、氯盐浸出、化学氧化浸出、氨浸和生物浸出等[1-2]。加压浸出又分高温、中温和低温加压浸出工艺,其流程简单,但对设备性能要求极高[3-7]。 氯盐浸出处理硫化矿会向系统带入大量氯离子影响阴极铜质量,同时对设备防腐性能要求高[8]。 氨浸工艺环境污染大,设备腐蚀严重,除特殊体系外很少采用[9-11]。 生物浸出是微生物学与湿法冶金技术交叉互用的产物,但目前用于浸铜的菌种需先经驯化或诱变育种才能有效浸出铜,且菌群培养困难、周期长,浸出率低[11-13]。 研究发现,以三价铁化合物为氧化剂可以大大提高铜浸出率[14]。 本文针对国外某渣选硫化铜精矿,采用加温铁氧化酸浸法回收其中的金属铜,以期为生产实践提供指导。
1 试 验
1.1 试验原料
试验原料渣选硫化铜精矿取自国外某矿企渣选沉淀池,矿样呈灰绿色粉末状。 渣选硫化铜精矿主要化学成分见表1。

表1 渣选硫化铜精矿化学成分(质量分数) %
由表1 可知,该低品位硫化铜精矿样品Cu 品位8.66%,Co 品位0.05%,具有较高的回收价值。 样品Ca、Mg 元素含量较低,有利于降低浸出过程中的酸耗。 样品中有害元素Mn 含量极低,产出的料液更易于满足实际生产要求。
筛分结果表明,渣选硫化铜精矿-0.15 mm 粒级占比91.19%,-0.075 mm 粒级占比71.08%,-0.03 mm 粒级占比55.04%,试样粒度完全满足直接浸出要求。
1.2 试验设备与试剂
试验设备:F-2L 单层玻璃反应釜,变频控制搅拌器,101A-2B 电热鼓风干燥箱,METTLR TOLEDO 电子分析天平,SHB-III 循环水式真空,标准筛,FMS26 型电感耦合等离子光谱发生仪。
试验试剂:98%浓硫酸(工业纯),分析纯赤铁矿,分析纯磁铁矿,NF 磁铁矿,BKY1 赤铁矿,BKY2 赤铁矿,WLESEN 赤铁矿,PURE 赤铁矿,GYC 赤铁矿。
1.3 试验方法
取200 g 渣选硫化铜精矿于F-2L 单层玻璃反应釜中,加入适量三价铁粉和适量硫酸溶液,将单层玻璃反应釜放入油浴锅内,油浴加温至设定温度下进行铜浸出试验。 浸出试验结束,固液分离后测定浸出渣中Cu 含量,计算Cu 浸出率。
1.4 试验原理
根据氧化还原反应原理,使用HSC-Chemistry 软件分别在25 ℃和85 ℃条件下,对Cu-H2O 和Cu-Fe-S-H2O 体系建立Eh-pH 图,见图1。 从图1 中虚线标示位置可以看出,在以Fe3+为氧化剂的酸性溶液体系中,随着反应温度升高,反应生成的Cu2+浓度越高,浸出体系中铜的浸出率越高,这与铜浸出率随反应体系温度升高以及Cu2+/CuS 增加而提高的试验结果相一致。
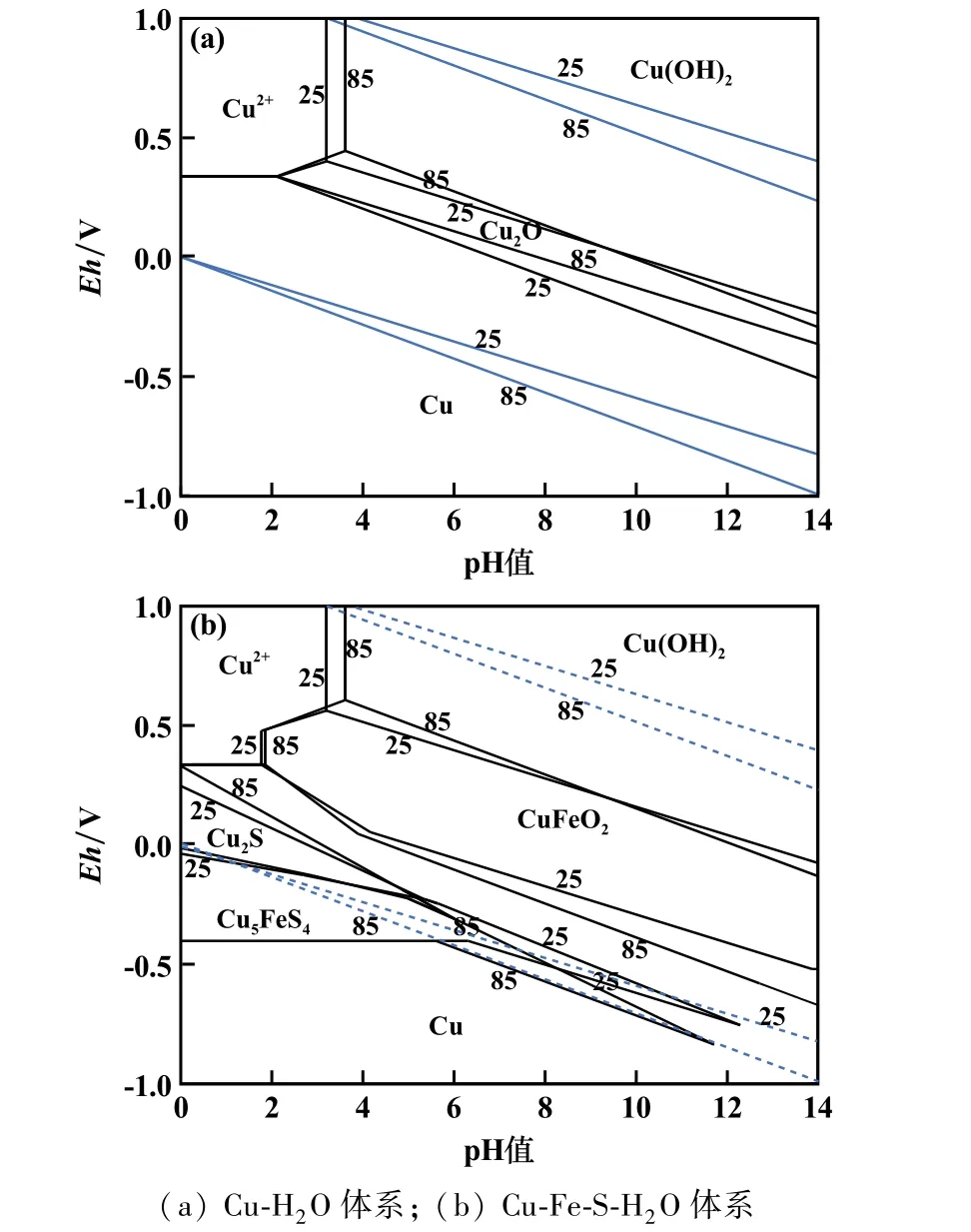
图1 Cu-H2O 和Cu-Fe-S-H2O 体系Eh-pH 图
不同形态铜硫矿物可能发生如下化学反应[15-16]:
其中,CuFeS2、CuFeO2因难溶于硫酸,采用常规的硫酸浸出时,浸出率较低,但在饱和的Fe3+酸性溶液体系中,采用Fe3+为氧化剂可以有效加快Cu 的浸出。
同时,从微生物浸出机理可知,细菌在浸出过程中使Fe2+氧化为Fe3+,Fe3+为矿物分解提供强氧化剂,使浸出介质保持高电位。 硫酸铁浸出硫化铜体系中,溶液中Fe3+会与硫化铜矿作用,提高了硫化铜中铜浸出率。
2 试验结果及讨论
2.1 氧化剂用量
浸出剂硫酸质量浓度200 g/L、液固比6 ∶1、浸出温度85 ℃、搅拌转速250 r/min、浸出时间6 h,不同氧化剂赤铁矿用量下渣选硫化铜精矿浸出结果见图2。由图2 可知,渣选硫化铜精矿中铜浸出率随氧化剂赤铁矿用量增加而提高,赤铁矿用量13.4 g 时,铜浸出率为67.05%;赤铁矿用量增加至40 g 时,铜浸出率为97.76%;继续增加赤铁矿用量至50 g 时,铜浸出率为97.79%,此时铜浸出率增加较小。 因此,选择氧化剂赤铁矿加入量为40 g,即0.2 g/g矿。
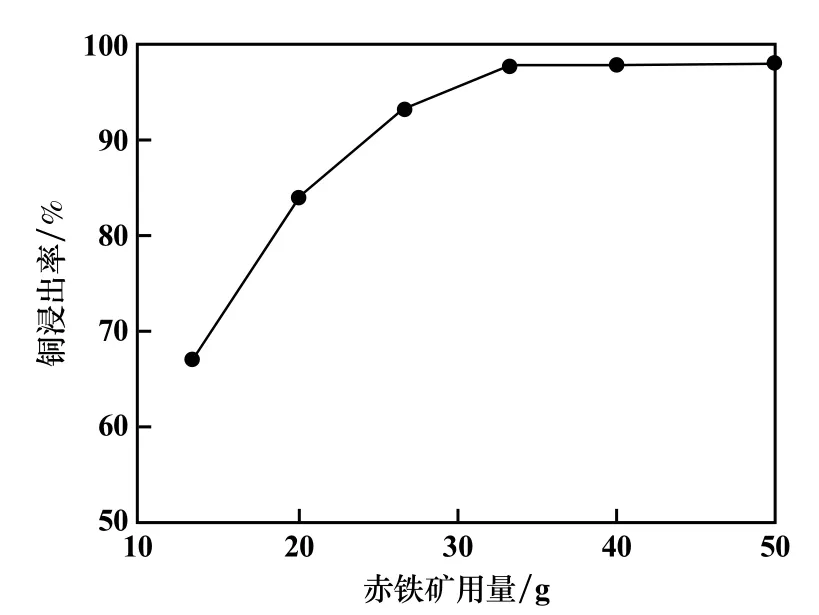
图2 氧化剂赤铁矿用量对铜浸出率的影响
2.2 浸出温度
氧化剂赤铁矿用量0.2 g/g矿,其他条件不变,浸出温度对渣选硫化铜精矿铜浸出率的影响见图3。 由图3可知,浸出温度25 ℃时,铜浸出率为60.62%;浸出温度85 ℃时,铜浸出率为97.92%;继续升高温度至100 ℃时,渣选硫化精矿中铜浸出率为97.95%。 综合考虑,确定浸出温度为85 ℃。
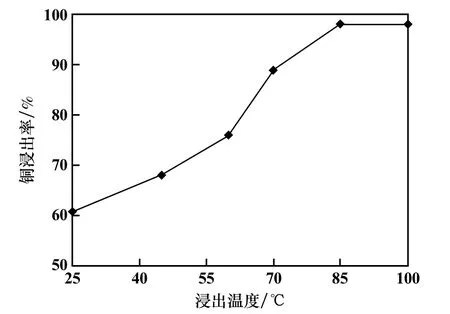
图3 浸出温度对铜浸出率的影响
2.3 浸出时间
浸出温度85 ℃,其他条件不变,浸出时间对渣选硫化铜精矿铜浸出率的影响见图4。 由图4 可知,渣选硫化铜精矿铜浸出率随浸出时间增加逐渐增大,浸出时间2 h 时,铜浸出率为95.49%;浸出时间4 h 时,铜浸出率为97.37%;浸出时间6 h 时,铜浸出率为97.77%;继续增加浸出时间至7 h 时,铜浸出率为97.86%,浸出率变化较小。 因此,选定浸出时间为6 h。
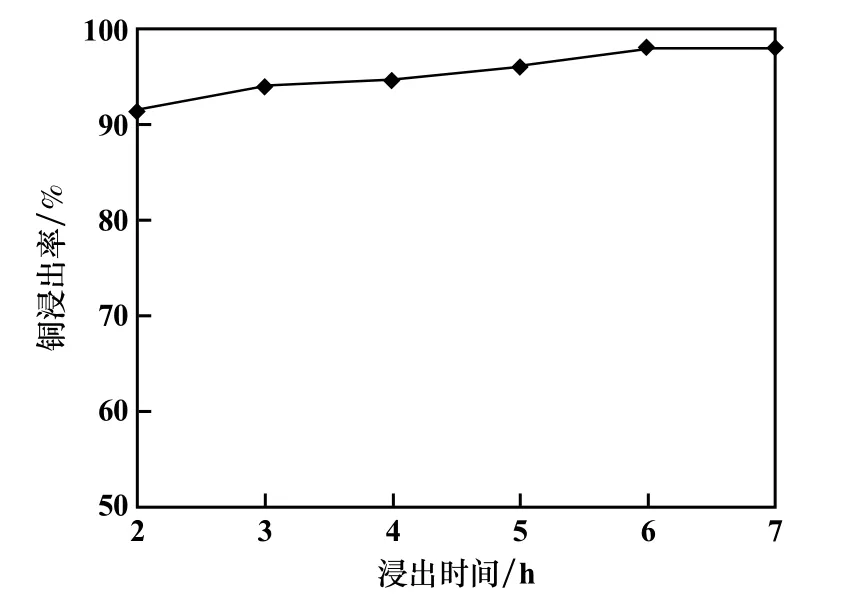
图4 浸出时间对铜浸出率的影响
2.4 液固比
浸出时间6 h,其他条件不变,液固比对渣选硫化铜精矿铜浸出率的影响见图5。 由图5 可知,渣选硫化铜精矿铜浸出率随着浸出体系液固比增加而增加。液固比2 ∶1时,铜浸出率为67.05%;液固比5 ∶1时,铜浸出率为97.67%。 因此,选定液固比为5 ∶1。
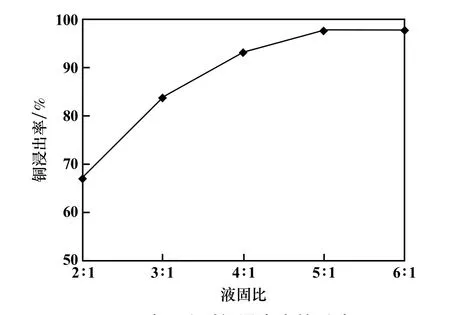
图5 液固比对铜浸出率的影响
2.5 初始硫酸浓度
液固比5 ∶1,其他条件不变,初始硫酸浓度对渣选硫化铜精矿铜浸出率的影响见图6。 由图6 可知,渣选硫化铜精矿铜浸出率随初始硫酸浓度增加而提高,硫酸浓度200 g/L 时,铜浸出率为97.06%;继续提高硫酸浓度,铜浸出率变化不大。 因此,选定初始硫酸浓度为200 g/L。
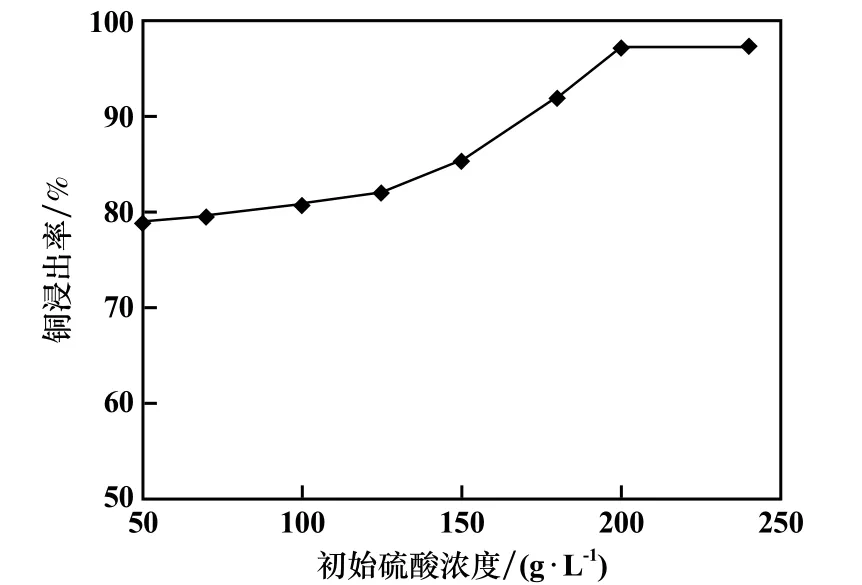
图6 初始硫酸浓度对铜浸出率的影响
2.6 优化条件下氧化剂验证试验
在条件试验基础上,在氧化剂用量0.2 g/g矿、浸出温度85 ℃、浸出时间6 h、液固比5 ∶1、初始硫酸浓度200 g/L 条件下进行了不同氧化剂种类试验,验证不同铁矿样对渣选硫化铜精矿的氧化浸出效果,结果见表2。

表2 优化条件下不同氧化剂种类验证试验
由表2 可知,渣选硫化铜精矿中铜浸出率与氧化剂种类和纯度有关。 优化试验条件下,BKY1、BKY2、PURE 和GYC 赤铁矿、NF 磁铁矿都能较好地实现对渣选硫化铜精矿中铜的氧化浸出,铜浸出率均在95%以上,而WLESEN 赤铁矿对渣选硫化铜精矿中铜的氧化浸出率较低。 由此分析可得,三价铁化合物的纯度越高,铜氧化浸出效果越好。
3 结 论
1) 铁氧化加温酸浸是湿法冶金处理渣选硫化铜精矿回收金属铜的有效方法,其浸出过程受氧化剂用量、浸出温度、浸出时间、液固比、酸度和氧化剂纯度等因素控制。
2) 渣选硫化铜精矿加温氧化酸浸适宜浸出条件为:氧化剂赤铁矿用量0.2 g/g矿、浸出温度85 ℃、浸出时间6 h、液固比5 ∶1、浸出剂硫酸浓度200 g/L,该条件下铜浸出率可达97.96%。
3) 赤铁矿和磁铁矿在酸浸体系中均有较好的氧化性,可实现低品位渣选硫化铜精矿中铜在中温条件下浸出,且三价铁化合物的纯度越高,铜氧化浸出效果越好。
猜你喜欢
猪业科学(2021年3期)2021-05-21
东北大学学报(自然科学版)(2021年1期)2021-01-15
空间科学学报(2020年6期)2020-07-21
现代矿业(2018年6期)2018-08-01
当代化工研究(2016年9期)2016-03-20
中国资源综合利用(2016年12期)2016-01-22
铜业工程(2015年4期)2015-12-29
焊接(2015年7期)2015-07-18
中国工程咨询(2015年12期)2015-02-14
应用化工(2014年9期)2014-08-10