尿素放空总管尾气氨含量超标原因分析及治理
2024-01-26 07:37郑海胜
中氮肥 2024年1期
郑海胜
[阳煤丰喜肥业(集团)有限责任公司临猗分公司,山西 临猗 044100]
0 引 言
阳煤丰喜肥业(集团)有限责任公司临猗分公司(简称丰喜临猗分公司)4#尿素装置于2010年10月投产,采用CO2汽提工艺,设计产能为460 kt/a,实际产量达1 450 t/d。为满足采用加压气相淬冷法的二期50 kt/a三聚氰胺装置(简称三胺装置)与4#尿素装置联产(回收三胺装置尾气),2018年8月利用大修机会对4#尿素装置实施了增设中压分解系统、中压吸收系统以及增设预蒸发器、低压甲铵预冷凝器等一系列优化改造,保证50 kt/a三胺装置尾气(简称三胺尾气)能够被4#尿素装置回收。2018年12月28日,50 kt/a三胺装置开车成功,理论上生成1 t三胺需要2.86 t尿素(原料尿液由4#尿素装置供给),副产1.0 t NH3(包含反吹氨)和1.05 t CO2,三胺尾气全部返回4#尿素装置予以回收。
50 kt/a三胺装置尾气处理系统由三胺尾气吸收、中压解吸单元组成。三胺尾气吸收单元中,三胺尾气进入三胺尾气吸收器,用来自4#尿素装置的氨水(NH3含量7.20%、CO2含量2.79%)进行洗涤回收,洗涤得到的浓氨水(NH3含量20.2%、CO2含量19.5%)通过尾吸液泵进入三胺尾吸液槽,之后尾吸液通过解吸给料泵送至三胺中压解吸单元,三胺尾吸液槽尾气则与4#尿素装置解吸塔气相混合去回流冷凝器。三胺中压解吸系统设置有中压解吸塔、再沸器、换热器、过滤器、给料泵等,系统解吸能力为35 m3/h,解吸给料泵加压后的尾吸液经尾吸液过滤器、三胺解吸塔换热器管程与壳程的来自三胺中压解吸塔塔底的解吸残液换热,然后进入三胺中压解吸塔顶部,为控制三胺中压解吸塔出气温度,设置了尾吸液换热副线;三胺中压解吸塔操作压力约1.0~1.8 MPa,塔底操作温度约160~185 ℃(三胺中压解吸塔所需热量由其再沸器供给;为防止腐蚀,在三胺中压解吸塔换热器和三胺中压解吸塔再沸器分别加入了来自空气压缩机的空气),三胺中压解吸塔塔顶气相经压力调节阀控制后进入4#尿素装置中压吸收系统,三胺中压解吸塔出液则经三胺解吸塔换热器回收热量后进入解吸残液过滤器,之后送至4#尿素装置解吸水解系统。
4#尿素装置与50 kt/a三胺装置联产(回收三胺尾气)后,总体运行稳定,基本上达到了预期的节能降耗目标。但实际生产中存在一大问题:联产前,4#尿素装置放空总管尾气中氨含量(体积分数,下同)1%左右;联产后,4#尿素装置中压、低压循环系统负荷加大,尿素放空总管尾气中氨含量超标,冬季放空总管尾气中氨含量2%左右,夏季气温高时放空气中氨含量高达4.5%,远超《大气污染物综合排放标准》(GB 16297-1996)的要求。为保证尿素放空总管尾气氨含量达标,拟采取一系列优化改造措施,以下对有关情况作一介绍。
1 运行问题与原因分析
1.1 运行问题
2019年1月4#尿素装置与二期50 kt/a三胺装置联产(回收三胺尾气)后,4#尿素装置的工艺流程和设备都发生了较大的改变,三胺尾气大量返回尿素装置,使尿素装置的水平衡很难维持;加之低压吸收塔和常压吸收塔的冷凝吸收能力有限,此前未对其进行改造,造成尿素放空总管尾气中氨含量居高不下,不仅增加了尿素生产成本,而且对周边环境造成了污染。简言之,尿素放空总管尾气氨含量高,当时也没有具体的、切实有效的措施予以回收利用,表明系统原流程设计有待优化与改进。
1.2 原因分析
1.2.1 低压吸收塔吸收液浓度高及冷却器内漏
氨水槽Ⅰ室的工艺冷凝液由低压吸收塔给料泵加压后,经换热器冷却至45 ℃左右送至低压吸收塔吸收高洗器排放尾气中的NH3、CO2,吸收后温度约60 ℃的工艺冷凝液经液位调节阀进入排气筒底部,最后返回氨水槽。4#尿素装置联产技改前氨水槽Ⅰ室主要收集的是蒸发闪蒸冷下液、一表冷下液、二表冷下液,改造后氨水槽Ⅰ室主要收集的是预蒸发冷凝器下液、一表冷下液,而蒸发闪蒸冷下液进入氨水槽Ⅱ室、二表冷(A/B)下液进入水力喷射循环槽,由此导致氨水槽Ⅰ室工艺冷凝液氨含量过高。另外,蒸汽冷凝液冷却器(板式换热器)2010年服役,后出现了内漏,蒸汽冷凝液漏到循环水里,由于对整个系统的操作运行影响不大,一直未更换,但蒸汽冷凝液冷却器内漏致低压吸收塔顶部停加冷凝液,造成低压吸收塔出液氨含量高(9%以上)及气相(放空气)氨含量高、放空量大,当三胺装置处于高负荷运行时,低压吸收塔下液经液位调节阀后其压力由0.4 MPa降至常压,高浓度的介质减压后其中溶解的NH3挥发出来,NH3随工艺冷凝液进入排气筒,由于烟囱效应,排气筒底部呈微负压,工艺冷凝液中的氨会再次挥发出来一部分。简言之,低压吸收塔吸收液浓度高、蒸汽冷凝液冷却器因内漏而停用致尾气吸收效果差,最终造成放空尾气氨含量高。
1.2.2 常压吸收塔洗涤液量小
改造前,常压吸收塔洗涤液源自低压吸收塔出液,流量40 m3/h;改造后,常压吸收塔洗涤液来自水力喷射泵出口的水力喷射液,流量10 m3/h,洗涤后形式的吸收液通过低压预冷器给料泵送至低压预冷器回收。由于常压吸收塔顶部洗涤液量较小,吸收效果差,导致来自水解系统和低压系统尾气中的部分NH3、CO2通过常压吸收塔气相管进入排气筒,造成放空尾气氨含量超标、尾气放空量大。
1.2.3 联产技改设计存在缺陷
设计上,三胺装置中压解吸塔气相与4#尿素装置中压闪蒸分离器气相、中压分解塔气相一起进入预蒸发器热能利用段(预热预蒸发器内的尿液)、中压甲铵冷却器、中压吸收塔处理后,未吸收的气体与低压精馏气一起进入低压甲铵冷凝器进行吸收,仍未被回收的气体进入常压吸收塔再次进行吸收。当三胺装置负荷在70%以上时,副产三胺尾气多,4#尿素装置中压/低压吸收系统负荷重,造成常压吸收塔负荷重,致放空量大、放空气中氨含量严重超标;而尿素装置中压/低压吸收系统操作弹性小、操作困难,当其无法正常运行时,三胺装置只能减负荷,以保证尿素装置的正常运行。
对标分析发现,丰喜临猗分公司一期50 kt/a三胺装置与1#尿素装置(产能150 kt/a)、3#尿素装置(产能250 kt/a)联产(回收三胺尾气,一期50 kt/a三胺装置原料尿液主要来自1#、3#尿素装置),1#、3#尿素装置均采用水溶液全循环工艺,在其与一期三胺装置联产前也进行了改造,经多次工艺调整,当一期三胺装置满负荷生产时,产生的三胺尾气完全可以被1#、3#尿素装置回收,1#、3#尿素装置运行正常,操作弹性大;而4#尿素装置采用CO2汽提工艺,在与二期50 kt/a三胺装置联产前也进行了改造,当二期三胺装置负荷超过70%时,4#尿素装置就会因操作困难而无法正常运行。由此表明,二期三胺装置与CO2汽提法尿素装置联产工艺设计有待进一步优化调整与探讨。
2 优化改造
4#尿素装置放空尾气主要来源:① 低压吸收塔放空尾气,放空尾气总量约2 200 m3/h(标态,下同)、氨含量约5.8%;② 常压吸收塔放空尾气,放空尾气总量约110 m3/h、氨含量约8.8%;③ 氨水槽和尿液槽闪蒸气及系统内安全阀泄漏的气体。这三部分尾气汇合进入放空总管,总量约4 000 m3/h、氨含量约4.5%(夏季)。可以看到,放空尾气中的氨主要来自低压吸收塔放空尾气,其排放的氨高达100 kg/h左右,占放空筒排放总氨量(170 kg/h左右)的50%以上,需着重考虑减排此部分氨。如果对放空尾气直接在常压下用脱盐水吸收,需消耗脱盐水约15 m3/h,相应地会产生氨水约15 m3/h,这部分新增的氨水要通过解吸水解系统进行处理,而现有解吸水解系统是无法满足需求的。为确保放空尾气达标排放,尤其是要实现三胺装置满负荷生产时三胺尾气全部得以回收以及4#尿素装置稳定运行,需进行多方位的优化改造。
2.1 低压吸收塔改造
目前,低压吸收塔放空尾气中氨含量高达5.8%,远超设计值1.0%,分析其主要原因是低压吸收塔给料泵出口氨水浓度高--氨含量在8%以上,远超4%的设计指标;再加上蒸汽冷凝液冷却器内漏,低压吸收塔顶部停加冷凝液,联产后高洗器负荷重,加剧了放空尾气氨含量超标。可见,降低低压吸收塔给料泵进口氨水浓度是技改的重点。本次技改,新增放空气洗涤器,其顶部用冷却后的蒸汽冷凝液作为吸收剂(蒸汽冷凝液冷却器已更新),蒸汽冷凝液流量保持在4~6 m3/h,将放空气洗涤器回收的氨水(流量2 m3/h)一部分送至低压吸收塔顶部作为吸收剂(原来用冷却后的蒸汽冷凝液作为吸收剂),其余送至常压吸收塔顶部作为吸收剂,由此可将低压吸收塔放空尾气氨含量控制在2%以内。
2.2 蒸发冷凝液工艺流程优化
由前述可知,低压吸收塔给料泵出口氨水浓度高的原因,主要是新增预蒸发冷凝器下液直接进入了氨水槽Ⅰ室,而该冷凝液中氨含量很高(原设计进入氨水槽Ⅰ室的一表冷、二表冷下液中氨含量较低),高浓度的吸收液大大降低了低压吸收塔的吸收效果,造成低压吸收塔出液氨含量高(9%以上)及气相放空气氨含量高、放空量大。本次改造,可将预蒸发冷凝器下液改送至氨水槽Ⅱ室,氨水槽Ⅱ室的氨水通过解吸塔给料泵送出,一部分送至低压甲铵冷凝器用作吸收剂,其余送至三胺装置尾气吸收器,回收三胺尾气得到的氨水经三胺装置中压解吸塔解吸后送至4#尿素装置解吸水解系统处理。改造后,氨水槽Ⅰ室只收集一表冷下液和部分蒸发系统水力抽真空液,通过低压吸收塔给料泵送出,经低压吸收塔冷却器冷却后部分送至低压吸收塔下部作为吸收剂(此举可降低低压吸收塔吸收液中氨含量)、部分送至新增的低压洗涤塔(低压甲铵冷凝器液位槽气相洗涤器)上部作为吸收剂。
2.3 增设低压甲铵冷凝器液位槽气相洗涤器
目前,常压吸收塔顶部采用水力喷射循环液对尾气进行洗涤,洗涤后的吸收液直接进入低压预冷凝器以降低解吸塔负荷。由于现有流程常压吸收塔顶部洗涤液量较小,总水量不到10 m3/h,而原设计采用低压吸收塔出液,总水量为40 m3/h,由此造成常压吸收塔出液氨含量达15%~17%、CO2含量达14%~16%以及尾气放空量大。本次改造,可在低压甲铵冷凝器液位槽气相出口管线上增设1台等压的低压洗涤塔,低压甲铵冷凝器液位槽气相、解吸回流冷凝器液位槽气相分别进入低压洗涤塔下部,自下而上通过洗涤塔2层填料,分别被循环泵和低压吸收塔给料泵来液予以洗涤回收,提浓后的液相,一部分经低压预冷器给料泵送至低压预冷凝器壳侧换热后返回系统予以回收,其余的经低压洗涤塔循环冷却器冷却后进入低压洗涤塔循环洗涤;低压洗涤塔气相经压力调节后送入常压吸收塔进一步吸收,仍未被吸收的气体才进入放空总管,由此可大幅降低常压吸收塔尾气放空量,常压吸收塔洗涤后的吸收液则直接排至碳铵液槽。
2.4 增设放空气洗涤塔
为防止尿素放空筒尾气超标,建议在放空筒出口增设放空气洗涤塔(工艺流程见图1),新增放空气洗涤塔设置在4#尿素装置主框架61 m平面上,所有进入放空筒的气相(包括低压吸收塔气相、常压吸收塔气相、氨水槽气相、尿液槽气相)进入放空气洗涤塔下部,放空气洗涤塔分为上、下两段,顶部采用冷却后的蒸汽冷凝液对下段洗涤后的气体进行循环洗涤,洗涤后的气体直接放空,洗涤后形成的稀氨水加入到放空气洗涤塔下段对放空总管出口尾气进行循环洗涤;为进一步提高吸收效果,在放空气洗涤塔下部加入约600 m3/h的CO2(源自CO2压缩机二段出口),降低气相中氨的平衡分压,以将放空总管尾气中的氨含量降至0.1%以内,浓度较低的放空气洗涤塔出液一部分引入常压吸收塔顶部用作洗涤液,一部分引入低压吸收塔顶部用作洗涤液,可大幅减少系统脱盐水用量。本次技改将低压吸收塔顶部原所加蒸汽冷凝液改加至新增的放空气洗涤塔顶部,原蒸汽冷凝液冷却器换热面积由10 m2增至20 m2(更新蒸汽冷凝液冷却器),冷凝液流量增加1倍,放空筒尾气洗涤效果有效提高--放空总管尾气氨含量可由4.5%(夏季高温时)降至0.1%(设计值)以下。
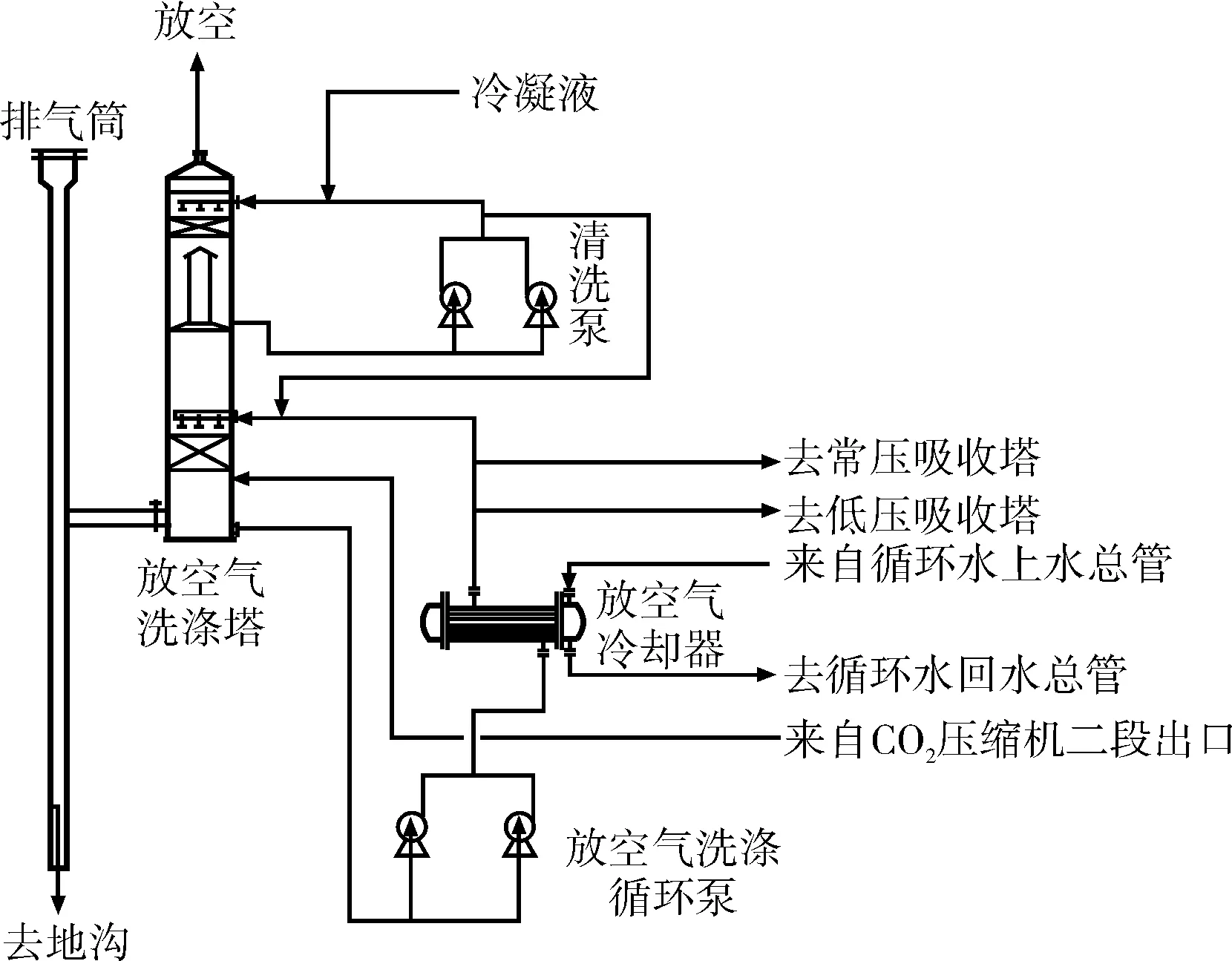
图1 增设放空气洗涤塔后系统流程示意图
3 原辅材料消耗与工艺指标及主要设备
3.1 原辅材料消耗
本技改项目主要消耗蒸汽冷凝液、循环冷却水、CO2气及动力电:① 蒸汽冷凝液需要3~4 m3/h,由尿素车间蒸汽冷凝液泵提供;② 循环冷却水需要150 m3/h,由供水车间送尿素车间的循环水管网提供;③ CO2气需要600 m3/h,由尿素车间的CO2压缩机(二段出口)提供;④ 每小时动力电需要48.5 kW·h,由尿素车间供配电系统提供。
3.2 主要工艺指标
低压吸收塔出口气相氨含量<2%,低压洗涤塔出口气相氨含量<2.5%,常压吸收塔出口气相氨含量<1.5%;放空气洗涤塔出液氨含量1.0%~1.5%(质量分数)、回收的氨水量不超过4 m3/h,放空气洗涤塔出气氨含量<0.1%。
3.3 主要设备
① 低压洗涤塔1台,规格φ1 000 mm×5 690 mm,材质316L;② 放空气洗涤塔1台,规格φ1 800 mm×12 120 mm,材质304L;③ 低压预冷器给料泵2台(一开一备),Q=30 m3/h,H=40 m,功率为7.5 kW,材质为304L;④ 放空气洗涤塔循环泵2台(一开一备),Q=85 m3/h,H=60 m,功率为30 kW,材质304L;⑤ 放空气冷却器1台,F=120 m2,材质304L;⑥ 低压洗涤塔循环水冷却器(利旧)1台,F=185 m2,材质304L;⑦ 清洗泵2台(一开一备),Q=85 m3/h,H=20 m,功率为11 kW,材质304L。
4 项目概况及预期效益分析
4.1 项目投资及工期
2023年6月,本技改项目详细设计施工图已完成,正处于招标采购阶段,计划工期为8.5个月,2023年底完成改造并投运。本技改项目预计投资295万元,包括设备购置费110万元(含设备费90万元、仪表费20万元)、安装工程费145万元(含设备/管道费110万元、电气/仪表费25万元、防腐保温费10万元)、建筑工程费15万元、工艺设计及手续费25万元。
4.2 预期效益分析
4.2.1 经济效益
① 回收氨的价值,预计可回收氨620 t/a,氨以2 500元/t计(除新增设备有少许运行费用外,回收氨不会额外产生生产成本),全年回收氨的效益为620×2500÷10000=155万元;② 系统增加的运行费用主要为机泵电费(其他费用忽略不计),小时耗电48.5 kW·h,按年运行8 000 h、电费0.5元/(kW·h)计,全年电费为48.5×8000×0.5÷10000=19.4万元;③ 可回收氨水约3 m3/h,处理氨水需消耗蒸汽200 kg/m3,蒸汽以150元/t计,全年蒸汽费用为3×0.2×8000×150÷10000=72万元。合计全年效益为155-19.4-72=63.6万元。
4.2.2 环保效益
本技改项目实施后,4#尿素装置放空尾气中的氨含量可由4.5%降至0.1%以下,实现达标排放,预计全年可减排氨620 t,环保效益显著。
5 结束语
综上所述,预期本项优化技改实施后,丰喜临猗分公司二期50 kt/a三胺装置70%负荷时产生的三胺尾气可完全被4#尿素装置回收;4#尿素装置工艺优化及设备改造后,中压/低压吸收系统的操作弹性将大大提高,可实现稳定运行,系统工艺指标将发生明显变化--低压吸收塔出气氨含量将控制在2%以内,(增设低压甲铵冷凝器液位槽气相洗涤器后)进常压吸收塔尾气氨含量将低于2.5%,常压吸收塔吸收负荷有效减轻,常压吸收塔出气氨含量也将明显降低,4#尿素装置放空尾气中的氨含量可降至0.1%以下,实现达标排放。
经测算,本项目实施后,年可增效63.6万元(不含折旧费),虽其直接经济效益不是很明显,但技改后二期三胺装置与4#尿素装置可实现长周期稳定运行,其间接经济效益是巨大的;而且回收了放空气中大量的NH3,4#尿素装置放空尾气可实现达标排放,减轻了大气污染,改善了环境,可解决丰喜临猗分公司的环保问题,助力企业的可持续发展。
猜你喜欢
中学生理科应试(2021年10期)2021-12-07
山东冶金(2019年6期)2020-01-06
山东化工(2019年8期)2019-05-13
电子测试(2018年9期)2018-06-26
石油化工建设(2017年4期)2017-12-23
制冷技术(2016年2期)2016-12-01
设备管理与维修(2016年7期)2016-04-23
压缩机技术(2014年3期)2014-02-28
机械制造文摘(焊接分册)(2013年3期)2013-03-20
城市建设理论研究(2011年23期)2011-12-20