湖南三十六湾铅精矿提质降砷组合药剂浮选方法试验研究
2024-02-20 07:04唐义胜赵环帅
矿业工程 2024年1期
唐义胜,杨 森,赵环帅
(1.临武县南方矿业有限责任公司,湖南 郴州 423000;2.中关村绿色矿山产业联盟,北京 100083;3.中国矿业大学(北京),北京 100083)
1 概述
临武县南方矿业有限责任公司三十六湾玉岭多金属矿属于低品位Pb、Sb、Ag、Zn、Sn多金属共生矿,回收Pb、Sb、Ag、Zn、Sn和Fe等有价金属[1]。2020年5月份来,由于原矿性质变化,原矿As含量急剧上升,最高可达3.0%,造成铅精矿产品质量下滑、杂质As含量高达1.8%,严重超标,不能满足销售质量要求,导致铅精矿产品滞销,严重影响公司正常运营和经济效益。为降低铅精矿含As量,南方矿业创新团队针对此难题开展了大量的检测分析和试验研究工作,取得了一定的成效。
以湖南三十六湾玉岭高砷多金属矿为研究对象,首先对高砷铅精矿开展了MLA矿物检测及物相分析以查明含As组分赋存状态,而后分别考察了磨矿细度、浮选pH、组合捕收剂用量及抑制剂用量配比等因素对高砷铅精矿提质降砷的影响,试验取得了较好的技术经济指标。方案应用后为公司减少了巨大的经济损失,研究成果可为相关工作提供参考。
2 矿石性质分析
2.1 化学多元素分析
湖南三十六湾玉岭高砷铅精矿样品的化学多元素组成分析结果见表1。精矿Pb品位38.78%,略低于正常生产指标(Pb品位约42%),As品位为1.88%,含量严重超标。其它杂质含量均达到YS/T 319-2013五级品质量标准。
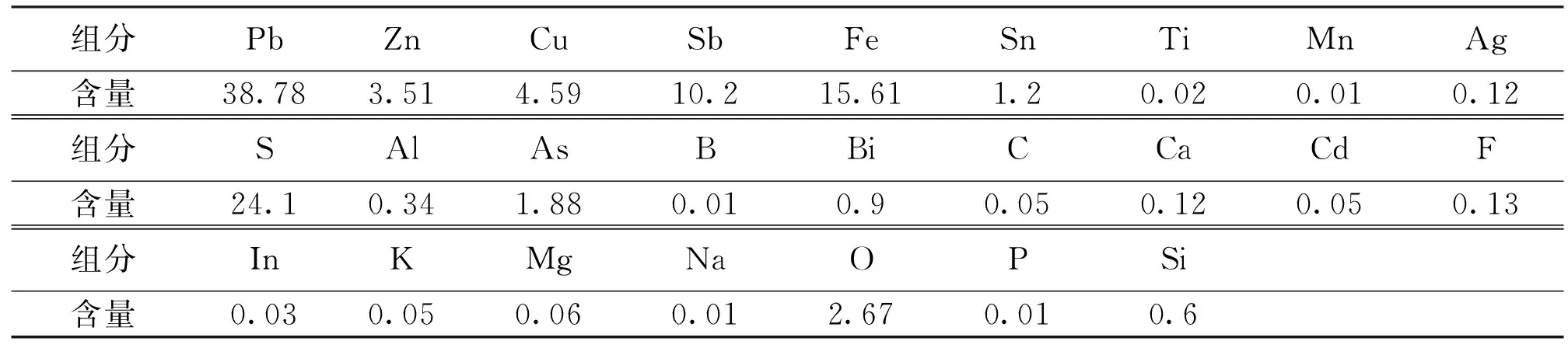
表1 矿样MLA多元素组成 %
2.2 矿物组成及含量分析
采用MLA检测手段测定高砷铅精矿的矿物组成并进行定量分析,结果见表2。高砷铅精矿中的铅矿物主要为方铅矿及脆硫锑铅矿,其次为硫锑铅矿,伴有少量车轮矿;有害元素砷主要以毒砂形式赋存。影响铅精矿品位主要原因是铅精矿中夹杂有大量的黄铁矿、磁黄铁矿、闪锌矿、黄铜矿及毒砂等金属硫化矿。
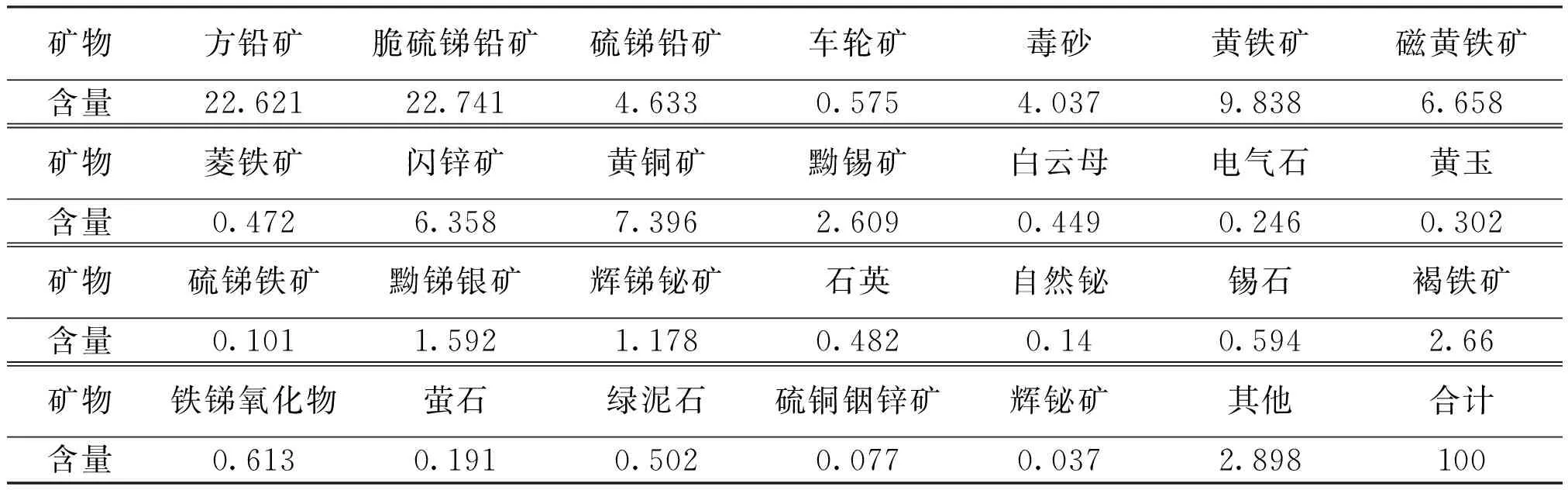
表2 矿物组成及定量分析结果 %
2.3 主要矿物嵌布状态
图1为高砷铅精矿扫描电镜背散射电子图像(SEM-BSE)。样品中的主要铅矿物包括方铅矿、脆硫锑铅矿、硫锑铅矿和车轮矿。闪锌矿与硫锑铅矿常见毗邻连生,连生边界比较平直,闪锌矿被硫锑铅矿包裹(见图1a)。毒砂与方铅矿毗邻连生为主,偶见部分毒砂被方铅矿包覆(见图1b)。毒砂与车轮矿以毗邻连生为主,连生边界不规则(见图1c)。磁黄铁矿与脆硫锑铅矿常见毗邻连生(见图1d),连生边界较为平直,磁黄铁矿常被脆硫锑铅矿包裹,脆硫锑铅矿有时也包裹磁黄铁矿。含铅矿物与闪锌矿、磁黄铁矿和毒砂等硫化矿共生关系紧密,可见存在一定分离难度。
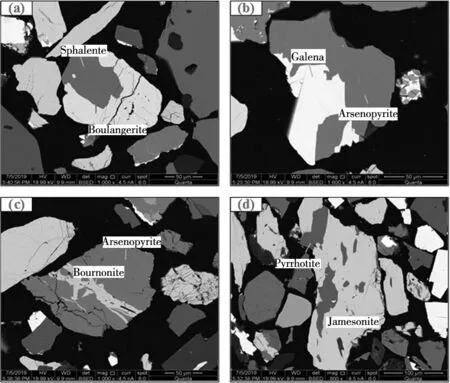
图1 高砷铅精矿扫描电镜背散射电子图像(SEM-BSE)
2.4 高砷铅精矿中主要矿物粒度分布
采用MLA对高砷铅精矿样品中主要矿物粒度分布进行测定,结果见表3。铅精矿样品中的金属硫化矿物粒度均偏细。
表3 主要矿物粒度分布 %
3 磨矿细度试验
由工艺矿物学结果可知,含铅矿物与毒砂以及其它硫化矿共生关系较为紧密,对磨矿细度进行调整以提高单体解离度,有利于含铅矿物与毒砂组分的分离。因此,首先在不同磨矿细度条件下进行铅锌硫化矿混合浮选试验,试验流程见图2,试验结果见图3。试验结果表明:磨矿细度为-0.074 mm粒级占68.00%时铅精矿品位达最高值15.48%,铅回收率为90.69%。若继续增大磨矿细度,铅回收率略有提升,但会导致铅精矿品位下降。另外,此磨矿细度条件下,硫化矿混合精矿中锡回收率即损失率处于最低值16.03%。因此,原矿适宜的磨矿细度定为-0.074 mm粒级占68.00%。
图2 硫化铅锌矿混合浮选磨矿细度试验流程
图3 硫化铅锌矿混合浮选磨矿细度试验结果
4 优先浮铅pH试验

生产实践同样证明,原矿含As过高时,可在铅精选过程中添加少量石灰,使精选矿浆pH值提高至12,有利于降抑制黄铁矿及毒砂,提高铅精矿质量。但矿浆pH过高亦会使伴生含Sb、Ag矿物受到抑制,导致铅锑混合精矿中Sb、Ag金属的回收率降低。而采用碳酸钠调浆低碱性浮铅可减缓或避免此类问题,甚至可提高其综合回收率。
在确定了68%的磨矿细度及相应药剂制度后,选用碳酸钠为pH调整剂,进行了不同pH条件下优先浮铅小型试验,并直接移植到生产进行工业试验,以便确定矿浆pH值对铅精矿提质降砷效果的影响。试验结果见图4,随矿浆pH值升高,精矿中As含量逐渐降低,而Pb回收率呈现先上升再下降的趋势。pH值在8~12时,回收率波动不大,保持在81.50%~85.95%之间。综合考虑pH值取10为宜,此时精矿Pb品位42.16%、回收率84.60%,As含量可降至1.03%。此外,Sb回收率提高约5%,Ag回收率提高1%左右。
图4 pH条件试验结果
5 组合捕收剂用量试验
目前硫化铅类矿石常用捕收剂主要包括黄药类、黑药类、黄药酯类及部分螯合类捕收剂[4]。在处理共伴生复杂硫化铅锌类矿石中,组合捕收剂的浮选效果往往优于单一捕收剂,因组合捕收剂在矿物表面具有更强的特性吸附[5]。在优先浮铅流程中,捕收剂选用丁铵黑药,其对毒砂或黄铁矿捕收较弱,而对方铅矿捕收能力较强。
通过前期试验研究表明,铅砷分离作业中丁铵黑药与乙硫氮按2︰1混合使用时效果最佳。在固定68.00%的磨矿细度和提质降砷药剂制度条件下进行铅浮选捕收剂混合用药用量试验。试验结果见图5,随着混合捕收剂用量的增加,精矿Pb回收率亦随之提高,同时As含量也逐渐升高。当用量在330~360 g/t时,精矿Pb回收率及As增量趋缓。故铅优先浮选捕收剂混合用药最佳用量为300 g/t(其中丁铵黑药︰乙硫氮=2︰1),此时可获得精矿Pb品位可达42.06%,回收率83.63%,含As 1.05%的合格指标。
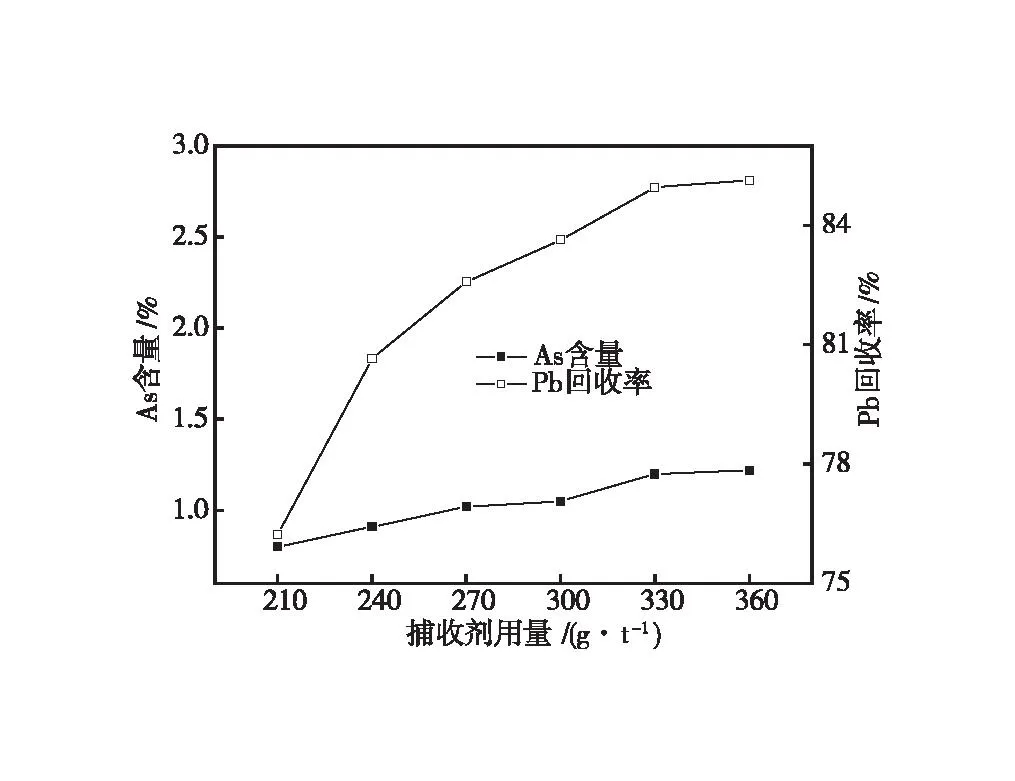
图5 混合捕收剂用量试验结果
6 组合抑制剂用量配比试验
玉岭矿属多金属共生矿,含有毒砂、黄铁矿、闪锌矿等与方铅矿可浮性相近的矿物,在降砷的同时,铅与其它组分的有效分离也是该矿回收利用过程中的关键一环。因此,选择合适的抑制剂及用量至关重要。依据前期小型试验和工业试验数据,拟定选用“硫酸锌+亚硫酸钠+氯化铵”组合药剂作为Pb优先浮选时As的抑制剂。固定硫酸锌用量为1 300 g/t,而亚硫酸钠+氯化铵用量在20~200 g/t之间调整,进行抑制剂混合用药用量配比试验,试验结果见图6。
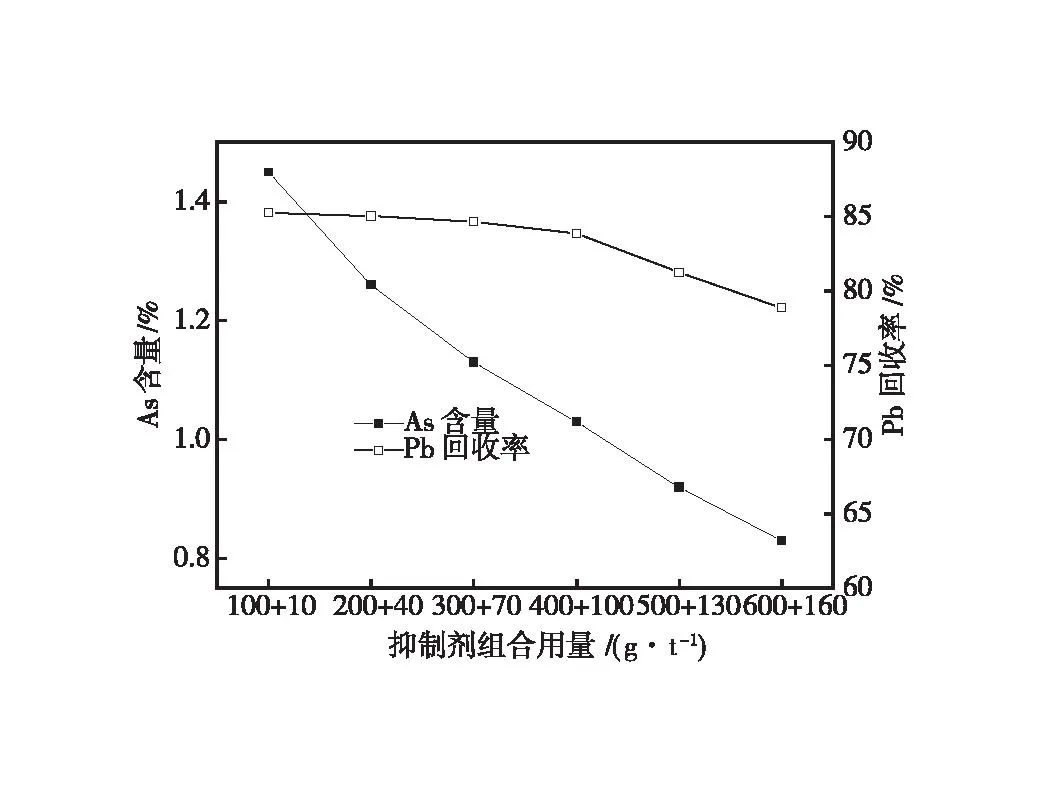
图6 混合抑制剂用量配比试验结果
由图6可知,随着混合抑制剂用量增加,铅精矿含As量下降,铅回收率也随之下降,亚硫酸钠+氯化铵用量在400+100 g/t时,铅回收率急剧下降,这是由于此用量下亚硫酸钠和氯化铵也会对铅矿物造成抑制。故确定工业生产中铅优先浮选采用“硫酸锌+亚硫酸钠+氯化铵”的组合抑制剂,其适宜用量分别为1 300 g/t、400 g/t、100 g/t,此条件下可获得Pb品位42.11%、Pb回收率83.85%、As含量1.03%的合格铅精矿。
7 应用效益分析
1)铅精矿提质降As研究取得成功,控制了铅精矿As含量符合客户要求,挽回了巨大的经济损失。根据市场形势,当铅精矿含As≥1.5%时,产品滞销;含1.0%≤As<1.5%时,扣款300元/t金属量。公司每年生产铅金属量约5 000 t,所以降As研究成果首先保证了产品能畅销,避免了每年大约5 000 t×300元/t=150万元的销售扣款。
2)Sb、Ag、Sn回收率分别提高5%、2%、1%。根据2021年处理原矿情况统计,同比2020年铅精矿产品新增Sb金属量约2100 t×5%=105 t、新增Ag金属量24 500 kg×2%=490 kg,新增Sn金属量3 000 t×1%=30 t,2021年Sb、Ag、Sn金属新增效益960余万元。
综上所述,研究成果应用可为公司每年增加150+960=1 110万元的经济效益。
猜你喜欢
中南大学学报(自然科学版)(2023年8期)2023-10-13
选煤技术(2022年1期)2022-04-19
矿冶工程(2021年6期)2022-01-06
选煤技术(2021年3期)2021-10-13
矿产综合利用(2020年5期)2020-01-05
百科知识(2019年18期)2019-09-18
核技术(2016年11期)2016-12-23
地球(2015年9期)2015-07-16
有色金属设计(2015年2期)2015-02-28
金属矿山(2014年7期)2014-03-20