基于改进斑点鬣狗算法的热轧带钢负荷分配智能优化
2024-02-27 08:54王奎越高磊宋君曹忠华赫竟彤
鞍钢技术 2024年1期
王奎越,高磊,宋君,曹忠华,赫竟彤
(1.鞍钢集团北京研究院有限公司,北京 102211; 2.鞍钢集团钢铁研究院,辽宁 鞍山 114009; 3.东北大学材料科学与工程学院,辽宁 沈阳 110819)
钢轧制过程中,负荷分配是工艺制定较为重要的内容,负荷分配是否合理将直接影响板形质量[1]。根据材料科学可知,轧件金属的横向流动能力随着轧件金属厚度的减薄趋于减弱,尤其轧件厚度小于6 mm 左右时基本不存在横向流动,故此时能够保持良好的平直度[2]。由此可以看出,在精轧区上游对各机架分配较大的负荷,一方面有利于发挥轧机的轧制能力,另一方面也为下游机架板形的调控和维持提供了余量。反之,如果上游机架的负荷分配不合理,将会直接导致下游机架板形调控困难,从而影响板形精度[3], 因此,热连轧非稳态轧制过程中负荷分配均匀对板形质量控制尤为重要。
现阶段,智能优化算法被广泛应用于多机架轧制过程的生产调度规划中。孙浩等[4]采用基于动态进化算法对冷连轧负荷分配进行研究,结果表明动态多目标进化算法获得的负荷分配方案比线性处理方法更优越;彭文等[5]提出一种惩罚函数算法解决热连轧负荷分配过程中求解繁琐的问题,得到的轧制规程更符合实际的生产需求;丁敬国等[6]开发了一种改进快速非支配排序遗传算法的负荷分配智能优化方法,得到了良好的负荷分配和板形控制效果。其中,基于仿生学原理,把实际问题与群体内部的个体行为联系起来实现问题求解的群体智能优化算法因其简单、鲁棒性强和易于实现的特点被人们广泛关注,在解决复杂工程问题中发挥了重要作用。斑点鬣狗算法(Spotted Hyena Optimizer,SHO) 作为群体智能优化算法的一种,也具有较强的不同行业求解环境适应能力和鲁棒性。但现阶段该算法的研究及应用处于初级阶段,存在后期收敛速度慢、局部搜索能力弱和求解精度不高等不足[7]。
本文对该算法进行了改进,并以河北某热轧厂1280 mm 产线(以下简称“1280 mm 产线“)为依托,将改进斑点鬣狗算法应用到热连轧生产线的负荷分配和板形控制中,采用设定目标函数、引入优化算法的路径,优化上游机架负荷分配的同时提高下游机架的板形控制精度,使得弯辊力、轧制力等参数协调配合,以改善热连轧非稳态轧制过程中由于负荷分配不均导致板形控制效果不佳的问题,以达到提高板形控制精度的目的。
1 热轧带钢凸度分析
带钢热连轧生产设备主要由连铸机、加热炉、粗轧机、精轧机、飞剪机、卷取机等组成[8]。板坯经步进式加热炉加热,达到一定温度后经过粗轧、飞剪、除鳞、精轧、层流冷却、卷取等工序。负荷分配和板形控制主要面向精轧区,1280 mm 产线精轧区为7 机架四辊轧机布置方式,热连轧精轧区示意图如图1 所示。前三机架主要进行负荷分配,后四机架主要进行板形的控制。

图1 热连轧精轧区示意图Fig.1 Schematic Diagram for Finish Rolling Area of Continuous Hot Rolling Process
轧制过程中影响带钢凸度的因素有上游机架负荷分配、下游机架弯辊调节等。金属横向流动的三个阶段以及相对凸度变动量与宽厚比的关系如图2 所示,根据横向流动规律,随着轧件厚度的减薄其横向流动能力不断减弱,且宽厚比较小的情况下允许的相对凸度变动量较大,因此在精轧区上游机架进行凸度的纠偏,即充分发挥轧机的轧制能力是一种有效的负荷分配策略。

图2 金属横向流动的三个阶段以及相对凸度变动量与宽厚比的关系Fig.2 Three Stages of Metal Flow along Lateral Direction and Relationship between Relative Crown Variation and Width-to-thickness Ratio
2 斑点鬣狗算法及测试
2.1 斑点鬣狗算法
印度塔帕尔大学Dhiman 等人[9]在2017 年提出斑点鬣狗算法。该算法源于非洲大草原斑点鬣狗的狩猎觅食机制,这一过程包括搜索、包围、狩猎和攻击过程。
(1) 包围过程: 假设处于最优位置的斑点鬣狗知道猎物所在的位置,其他斑点鬣狗即组成一个朝向最优斑点鬣狗进行移动的群体,当前时刻与猎物最近的斑点鬣狗视为最优解。其他斑点鬣狗的位置根据最优解的位置进行更新,以此获得全局最优解,数学模型表述如下:
(2) 狩猎过程:斑点鬣狗在捕杀猎物的同时,种群中定义最佳的搜索个体,其他斑点鬣狗个体朝着最佳搜索个体聚集,形成搜索组。
(4) 搜索过程(全局搜索):斑点鬣狗大多根据位于最优解群集h中的斑点鬣狗群或群集的位置来搜寻猎物,收敛因子时,斑点鬣狗会彼此远离,再次寻找猎物,进行全局搜索。
2.2 改进斑点鬣狗算法
改进斑点鬣狗算法融合了自适应差分进化算法,改进了原有算法初始化种群方法和选解机制。引入Tent 映射产生的序列对斑点鬣狗种群进行初始化,该映射方式比Logistic 映射的遍历性强,均匀性更佳。Tent 映射产生的种群会均匀地分布在搜索空间,增强算法搜索能力,提高选解效率;其次计算每个斑点鬣狗的个体适应度值,依据收敛因子的值判断算法进行局部搜索还是全局搜索。时,使用自适应差分进化算法进行局部搜素,更新控制参数SF(缩放因子)和CR(交叉概率),进行变异、交叉、选择操作,并计算每个新个体的适应度值,直到算法满足终止条件;时,算法进行全局搜索,依据斑点鬣狗算法中狩猎过程模型来搜索新的个体,并计算个体的适应度值,判断算法是否满足终止条件,输出保留的最优解。
2.3 算法测试
为检验所提算法的有效性,需选取测试函数对算法进行测试,多目标算法求解的目的在于使解集中的Pareto 最优解要接近Pareto 前沿,评价这一意义的求解效果为收敛性指标; 另外使得Pareto 解尽可能均匀的在Pareto 前沿上分布,评价该性能的指标为分布性指标[10]。
2.3.1 收敛性指标
收敛性指标用世代距离GD 表示:
式中,n、di分别表示Pareto 前沿中解的个数和前沿中解i 与真实前沿中最近的点对应的欧氏距离。GD 值越小,说明解越收敛。
2.3.2 分布性指标
分布性指标用Δ 来表示:
式中,m 为目标个数;d(ei,M)是真实Pareto 前沿中极值解到解集M 的最小归一化欧氏距离;dj是点aj到解集Mf= {x/x∈M,x≠aj}的最小归一化欧氏距离;是所有距离dj的平均值。Δ 越小分布越均匀,越大分布性越差。
为检验本文所提算法的有效性,选取DTLZ系列和ZDT 系列函数作为测试函数,并将其与粒子群优化算法 (Particle Swarm Optimization,PSO)、遗传算法(Genetic Algorithm,GA)、带精英策略的非支配排序遗传算法 (Non-dominated Sorting Genetic Algorithm-II,NSGA-II) 作对比测试,用世代距离GD 和Δ 分别评价算法的收敛性和分布性。几种算法的种群规模一致,独立运行30 次,几种算法在测试函数上的指标体现见表1。
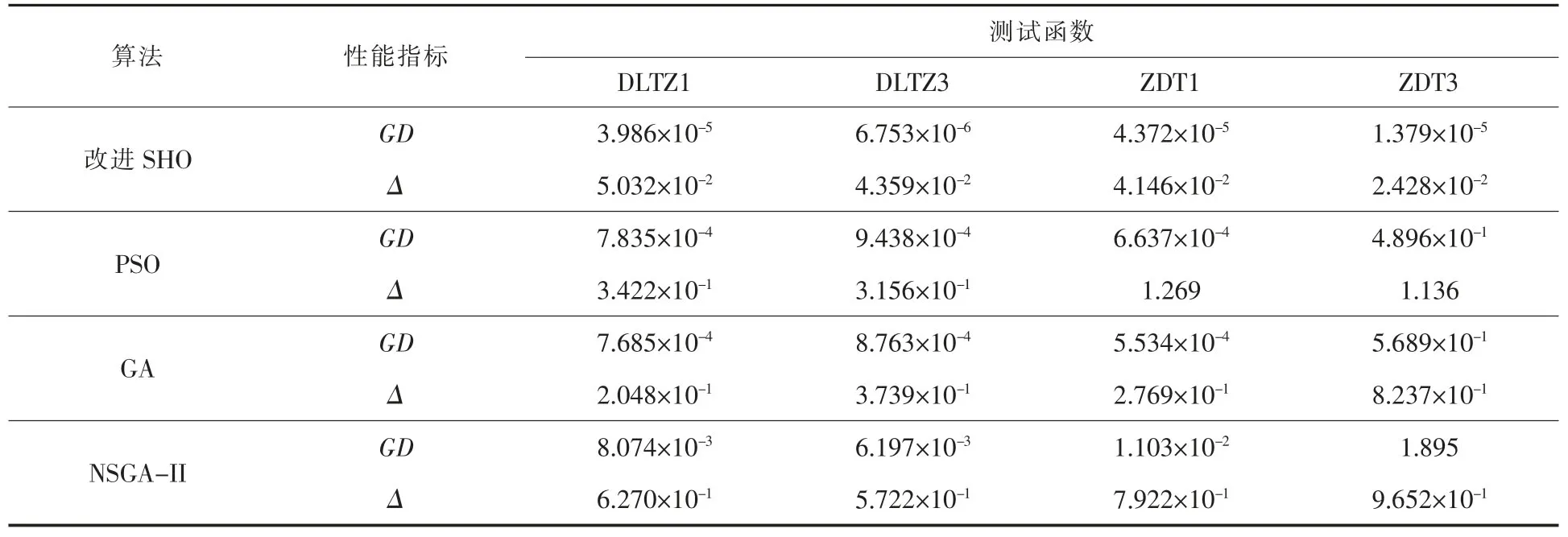
表1 几种算法在测试函数上的指标体现Table1 Index Performance of Several Algorithms on Test Functions
世代距离GD 的值越接近0,表明所得Pareto越接近真实的Pareto 前沿,算法的收敛性越好;Δ的值越接近0,表明所得Pareto 解集分布越均匀,算法的分布性越好。从表1 可以看出,本文所提改进SHO 算法的世代距离GD 优于其他算法,收敛性较强;Δ 值与其他算法相比表现良好,说明该算法的分布性较佳。
进一步地,选取斑点鬣狗算法和改进后的斑点鬣狗算法对同一问题进行测试,改进前后斑点鬣狗算法寻优对比见图3。
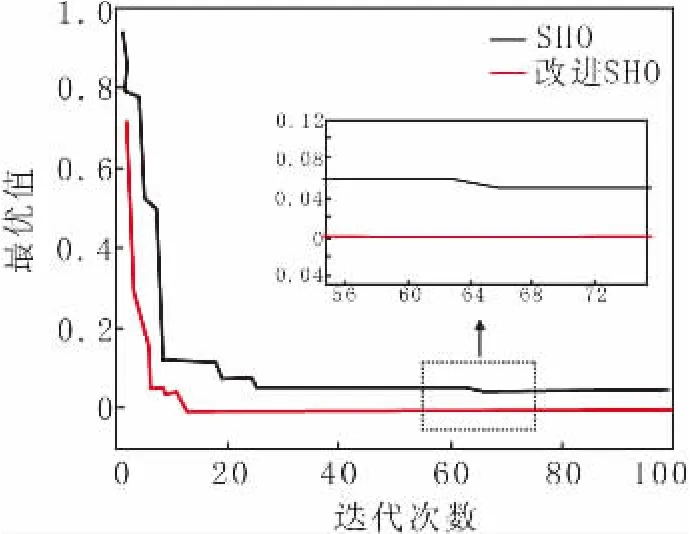
图3 改进前后斑点鬣狗算法寻优对比Fig.3 Comparison of Spotted Hyena Algorithm Optimization before and after Improvement
由图3 可以看到,改进斑点鬣狗算法在寻优过程中未出现停滞现象,具有较快的收敛速度和较高的求解精度。
3 算法优化结果分析
1280 mm 轧线具体情况:来料为Q235 钢(C 含量0.12%),板坯尺寸为160 mm×1 200 mm×7 000 mm,成品尺寸为4.4 mm×1 200 mm,初轧温度为1 050 ℃,终轧温度为870 ℃,目标凸度0.01 mm。
3.1 优化流程
多目标轧制规程优化设计的核心思想是根据现场板带和设备参数,应用多目标优化算法得到一组使得设定目标函数互不支配的多个机架的压下率或压下量集合,由此计算其他相关参数,得到优化后的轧制规程。算法优化流程如图4 所示。根据轧制现场的实际需要和工艺要求,构建两种优化对象。分别为:(1) 采用SHO 算法对负荷平衡、板形良好、能耗最低目标函数加权求和得到的单目标函数进行优化;(2) 采用改进SHO 算法,分别对负荷平衡目标函数、板形良好目标函数、能耗最低目标函数两两进行优化,以此验证算法的实用性。

图4 算法优化流程Fig.4 Algorithm Optimization Process
3.2 目标函数
经过研究分析,对于热连轧精轧区的前三个机架应利用板带温度高、塑性好的特点,为其分配较大的压下量。对于F1 机架来说,应考虑到穿带稳定性,还要为厚度计AGC 留有一定的调控余量,用以消除扰动因素对板带厚度的影响。因此,分配给F1 机架的负荷相比F2 要稍大一些,常取F2 机架的轧制力为F1 机架的0.9 倍,即:
对于F2 和F3 机架而言,保证较大压下量的同时,应使得两个机架对应的负荷尽可能相等,即:
对于F4 到F7 机架,考虑到金属的横向流动和弯辊的调节能力,设定下游机架以保持板形良好为目标。根据良好的板形条件,下游机架板带的出口相对凸度应保持相对一致,即:
考虑到轧制过程中的计划与调度直接影响到产品质量和能源消耗,选取最小能耗为目标函数。结合轧制能耗计算公式(轧制能耗=实际轧制功率×时间),轧制能耗与主电机轧制功率成正比,故采用最小的轧制功率作为实际的目标函数,表达如下:
式中,Pi'为各机架主电机的实际功率。
负荷分配和板形良好涉及到的参数变量数量级差距较大,故将上述目标函数转化为:
综合以上分析,将上述多目标函数设定分为上游机架、下游机架以及整个精轧机组,对应如下三个目标函数,分别对应负荷分配均衡、板形精度良好、整体能耗最低,即:
3.3 SHO 优化加权单目标函数
综合上述讨论,在兼顾上游机架负荷平衡和下游机架板形调控的前提下,将目标函数设定如下:
SHO 与经验分配法的各参量对比见图5。由图5 可以看出,单目标函数优化后的轧制力变化较经验分配方法更为平稳,不易出现穿带的波动问题,有助于稳定轧制;相较于经验分配法,优化后的分配结果在后4 个机架的相对凸度表现平稳,计算得出相对凸度平均值由优化前的0.005 124 降低到0.005 093;在2 至6 机架出口厚度方面,SHO 厚度略有增加,但在末机架出口均达到4.4 mm。因此通过分析可知,SHO 优化后的结果更佳。
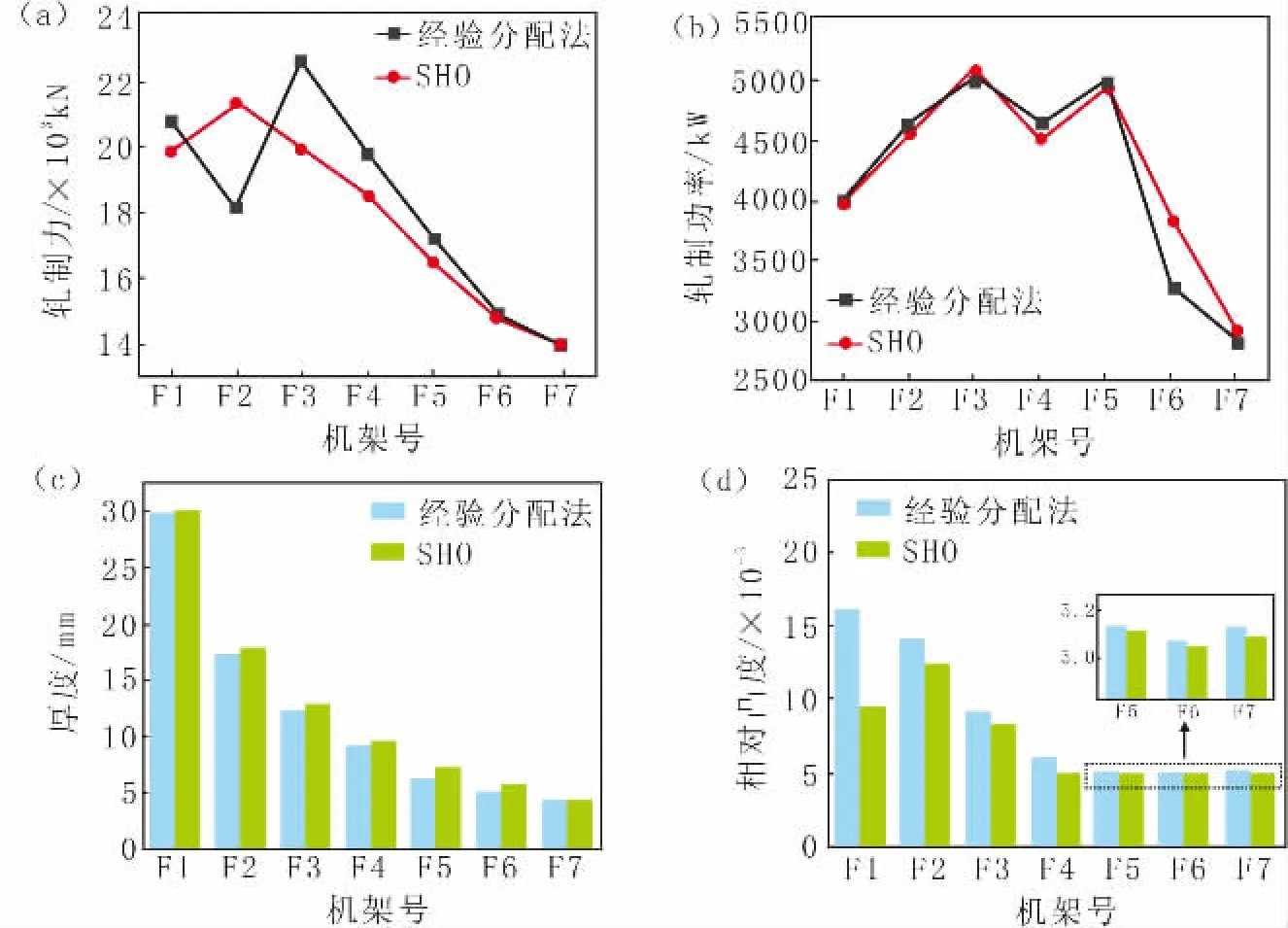
图5 SHO 与经验分配法的各参量对比Fig.5 Parameters Comparison between SHO and Empirical Distribution Method
3.4 改进SHO 优化双目标函数
结合前文考虑负荷平衡、板形良好、能耗最低的目标函数,采用改进后的SHO 算法将目标函数两两组合进行优化,改进后SHO 算法种群数量设置为50,最大迭代次数为30。
图6 为改进SHO 算法优化结果,分别展示了负荷平衡与板形良好、板形良好与能耗最低、能耗最低与负荷平衡的关联性。可以看出,两两目标之间存在“此消彼长”的制约关系。根据Pareto 支配关系,虚线框内部的解均能支配原规程,换句话说,选用虚线内部的解均能实现对应两目标函数的折中。
为了进一步比较和分析算法的改进程度,并直观体现优化前后轧制力、各机架相对凸度、轧制功率等对比情况和变化趋势,绘制折线图以及柱状图如图7 所示,图中优化规程1 和优化规程2 均选自图6 虚线框内部的候选解。由图7(a)看出,在负荷分配方面,优化后的两个规程在第二和第三机架的负荷差值比优化前低,且优化后的轧制力变小;由图7(b)看出,优化后的下游机架出口相对凸度要比优化前更为稳定,有利于维持良好板形;由图7(c)看出,各机架轧制功率较优化前均有不同程度的降低,计算优化规程1 的总功率比原规程降低了2.83%;从图7(d)看出,优化后的两个规程在末机架出口凸度指标上表现良好,优化规程2 的末机架出口凸度值较优化前更接近10 μm 的目标凸度值。
优化过程应重点考虑末机架的出口相对凸度差,随着板带的不断减薄,允许的机架出口相对凸度差区间随之收窄。下游机架相对凸度差趋势如图8 所示。由图8 看出,优化规程1 和2 的相对凸度差均处于板形良好范围内,但原规程的相对凸度差不在板形良好范围内,且优化后的下游机架相对凸度差波动较小,进一步保证了带钢的良好板形。计算得出,与原规程相比,优化规程1 和2 的优化结果将末机架的相对凸度差从0.000 834 5 降低至0.000 014 83 和-0.000 026 34,板形控制更好。
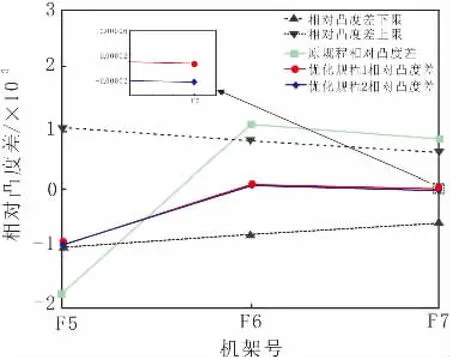
图8 下游机架相对凸度差趋势Fig.8 Trend of Relative Crown Differences of Downstream Frame
4 结论
(1) 引用自适应差分进化算法改进斑点鬣狗算法的选解机制,改善了原算法的初始化种群方法和选解机制,使得种群向量解的分布性和收敛性均有所提升,采用典型测试函数进行性能测试,取得了较好效果。
(2) 为了减弱因负荷分配导致板形控制精度下降的问题,通过斑点鬣狗算法和改进斑点鬣狗算法分别进行单目标和双目标的优化。工业试验结果显示,算法的优化结果均优于经验分配法和原规程。改进后的斑点鬣狗算法使得末机架的相对凸度差从0.000 834 5 降低到0.000 014 83 和-0.000 026 34,优化后的轧制功率较优化前降低了2.83%,且上游机架的负荷分配更加均衡,充分发挥了轧机的轧制能力。
猜你喜欢
情感读本·道德篇(2022年8期)2022-09-05
中南大学学报(自然科学版)(2022年7期)2022-08-29
哈尔滨轴承(2022年1期)2022-05-23
材料与冶金学报(2021年4期)2021-12-10
冶金设备(2021年4期)2021-10-29
中南大学学报(自然科学版)(2020年11期)2020-12-18
重型机械(2020年3期)2020-08-24
小哥白尼(野生动物)(2018年8期)2018-09-10
故事作文·高年级(2017年8期)2017-08-23
水利科技与经济(2016年6期)2016-04-22