
浅谈型钢轮辋圆跳动误差影响因素
2024-02-29 12:26周永红石家庄中兴机械制造股份有限公司
钣金与制作 2024年2期
文 周永红 石家庄中兴机械制造股份有限公司
车轮是车辆行驶中的主要部件,是固定轮胎并将轮胎连接到底盘上的重要部件,也是车辆最重要的承载件之一。车轮的动平衡以及轮辋的圆跳动直接影响到车辆的平顺性、抓地性以及使用寿命,可以说车轮的动平衡以及轮辋的圆跳动是决定车轮质量好坏的主要因素。
型钢轮辋加工工艺现状
车轮20-7.50V 产品图如图1 所示,从图中可以看出轮辋气门孔、轮辐气门孔对车轮动的平衡有较大影响,这对于只能配充气轮胎的型钢车轮来说是不可避免的。保证上述产品焊接总成设计基准、检验基准、装配基准这“三准”合一的型钢轮辋圆跳动示意图如图2 所示,轮辐圆跳动示意图如图3 所示。

图1 车轮20-7.50V 产品图

图2 轮辋圆跳动示意图
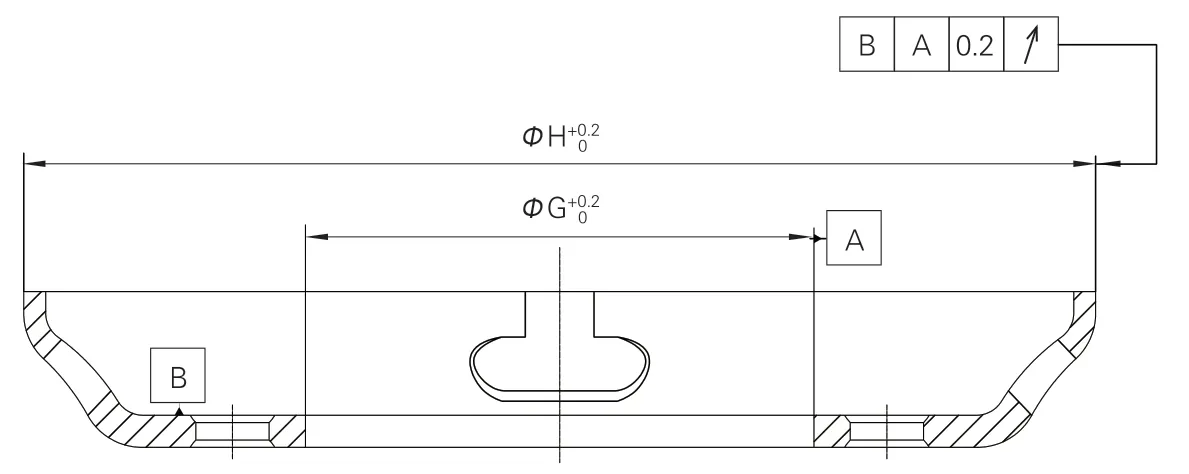
图3 轮辐圆跳动示意图
常见型钢轮辋加工工艺路线如图4 所示,目前该工艺路线难以保证制造出来的型钢轮辋圆跳动公差达到图纸要求。车轮20-7.50V 标准型钢截面尺寸如图5 所示,锁槽底部尺寸为mm,公差值0.7mm。
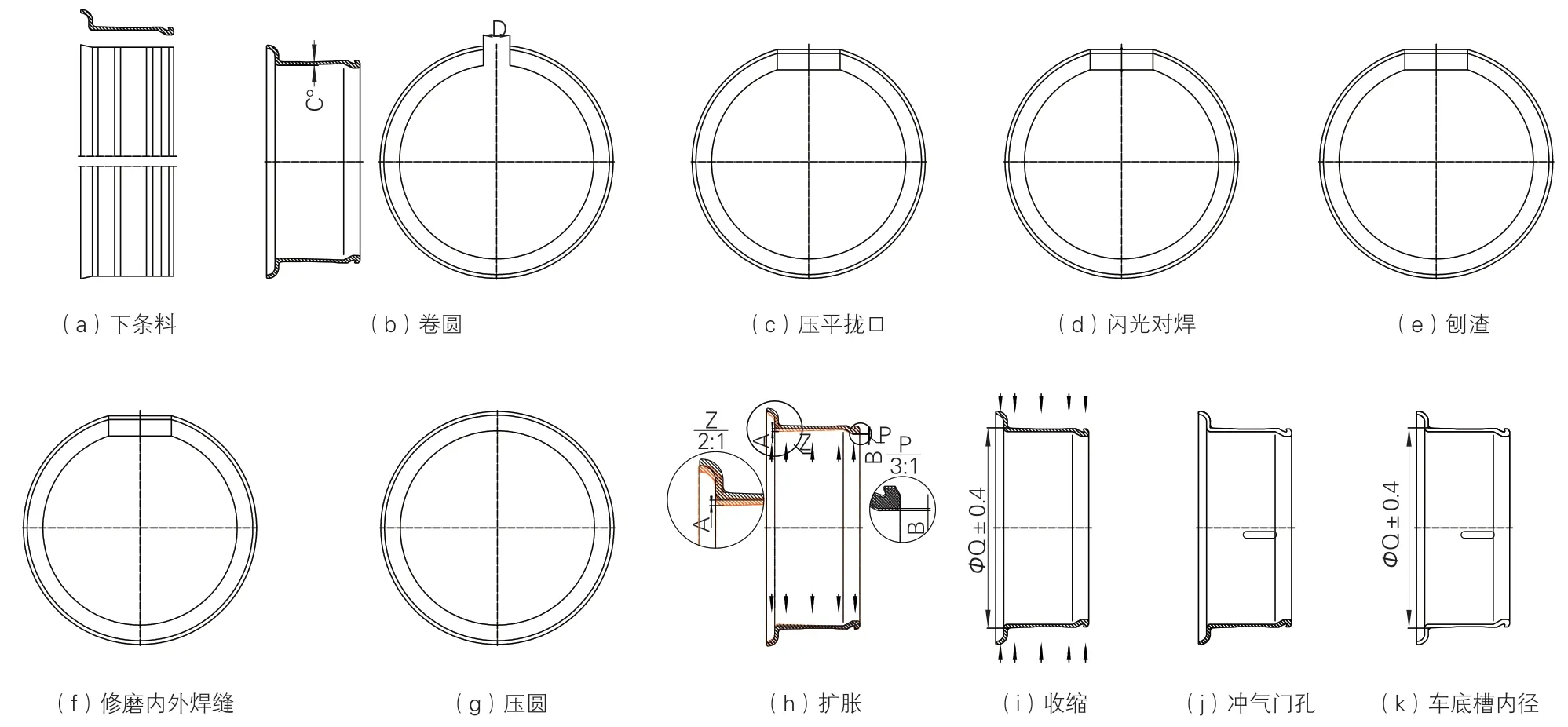
图4 型钢轮辋加工工艺路线
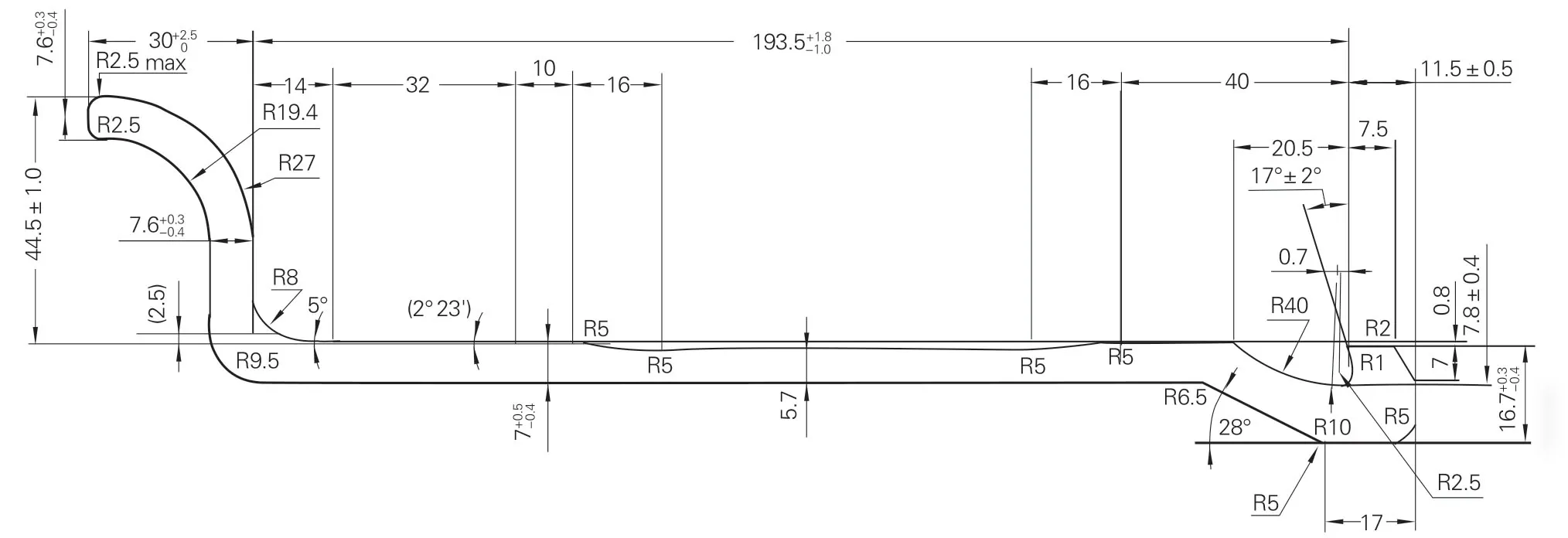
图5 车轮20-7.50V 标准型钢截面尺寸
原因分析
⑴工序8 扩胀时的扩胀量A、B 值不等,如图6 所示,可以很明显地看出扩胀前轮辋是个锥体,这是行业俗称的“倒锥”,主要发生在工序2。造成“倒锥”的原因有很多,如型钢轮辋的轧制水平、卷圆机的质量以及模具设计水平等。有很多行业前辈做过这方面的研究设计,最好的状态也只能将加工工艺路线中的工序2 卷圆的锥度值降低到2°。“倒锥”只能减少,不能消除,朝着这个方向的研究可以说已经达到极限,最根本、最直接的原因是型钢轮辋是不等截面的,卷圆时截面上各点形成的线的伸长率是不同的。

图6 工序8 扩胀放大图
⑵“倒锥”导致工序8 扩胀时会出现三种状态,即A 大于B 或A 远远大于B,最糟糕的状态是A 远大于0 而B 等于0,这样使得扩胀后不等厚型钢截面内的残余应力差异化程度随上述三种状态逐渐加大,这是造成工序9 收缩达不到工艺要求的根本原因。
⑶工序9 收缩的目的是收缩定径,消除前道工序产生的内应力,保证径向圆跳动。圆跳动其实是一个综合指标,是指轮辋外轮廓上任何一点形成的圆都是同心圆,也可以说是要保证外轮廓面的同轴度。由于扩胀后不等厚型钢截面内的残余应力差异化较大,导致径向圆跳动误差较大。控制轮辋外轮廓的收缩模,只能保证轮辋外轮廓面的圆跳动,无法保证内外轮廓面的同轴度。再则,轮辋标定直径φQ±0.4mm,再加上锁槽底部尺寸为mm,公差较大,造成收缩后内圆一致性非常差,只有通过工序11 车底槽内径来保证内外圆同轴度,这样势必加大了车轮的不平衡量。
解决方案
在工序8 扩胀前增加一道收缩工序,消除“倒锥”,使得扩胀时扩胀量A、B 相等,减少扩胀后不等厚型钢截面内的残余应力差异化,进一步减少收缩后轮辋回弹量,保证轮辋外轮廓面的圆跳动。
型钢轮辋二次收缩时所用的收缩模如图7 所示,是在原有收缩模的基础上改进的。增加压缩弹簧、拉伸弹簧、扩胀块、胀锥,目的是在收缩的同时能够通过扩胀的形式控制住型钢轮辋的槽底内径φD,保证“三准”合一,同时还能减少增加模具的制造成本及生产成本等;增加导向柱,目的是保证扩胀、收缩过程中轮辋内外轮廓面的同轴度;增加垫板(多备几块),依据型钢轮辋的来料不同随时调整内扩胀及外收缩对锁槽底部的挤压量,保证内圆的公差值在0.4mm 以内。
结束语
改进后的工艺路线为:下条料→卷圆→压平拢口→闪光对焊→除渣→修磨内外焊缝→压圆→收缩→扩胀→二次收缩→冲气门孔。尽管同样是11 道工序,但是零件的质量却得到大大提高。

07
中华服饰
永不褪色的仙女裙
马面裙
马面褶裙
流行朝代明清
是中国古代传统服饰的一种,是明清时期女子着装最典型的款式。
现代抄袭:迪奥中长百褶裙
基本特点:前后共有四个裙门 两两重合 侧面打裥
腰裙多用白色布 以绳或纽固结
轻解浅析:宋辽有旋裙 雏形初显现
明朝成化年 京师裙马面
淡雅浅着新 世人争效仿
清代华富贵 民国秀朴颜

猜你喜欢
九江学院学报(自然科学版)(2023年1期)2023-05-10
家庭影院技术(2021年3期)2021-05-21
冶金设备(2019年6期)2019-12-25
北京汽车(2019年6期)2019-02-12
制造技术与机床(2018年8期)2018-10-09
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年3期)2017-03-10
铁道科学与工程学报(2015年4期)2015-12-24
橡胶工业(2015年2期)2015-07-29
东南大学学报(自然科学版)(2015年6期)2015-03-12
