
电子束熔丝增材制造大功率电子枪研制
2024-03-01 06:20桑兴华许海鹰
电焊机 2024年1期
桑兴华, 许海鹰,, 杨 波, 彭 勇
1. 中国航空制造技术研究院 高能束流发生器实验室,北京 100024 2. 南京理工大学 材料科学与工程学院,江苏 南京 210094
0 引言
传统机械加工制造技术的加工周期和制造成本已经无法适应航空航天领域新结构日趋复杂化、大型化的需求。国内外常用电子束、激光等高能束流熔丝成形技术制备大型复杂金属结构,部分采用该技术制备的大型结构已经得到了装机应用[1-4]。
与激光熔丝成形技术相比,电子束能量转化效率高,功率大,成形效率高,可熔丝成形难熔金属。成形过程在真空环境下进行,对熔池的保护效果好,成形质量高,在中、大型构件的增材制造领域具有独特优势[5-9]。TAMINGER[10]等人开了一套成形效率可达2 500 cm3/h的电子束熔丝增材制造装备。Dmytro[11-12]等人开发了一种新型电子束熔丝增材制造装置,提高了成形精度和效率。许海鹰[13]等人研制了用于增材制造的丝束同轴电子枪,结构简单适合做室内动枪。董全林[14-15]等人设计并研究了10 kV太空用电子枪电子光学系统以及100 kV焊接用电子枪。
本研究根据电子束熔丝增材制造需求,结合理论计算,设计了电子枪结构及其电子光学系统,以及聚焦及扫描线圈的驱动电路,解决了高压绝缘子、高压传输、金属蒸气防护、高压静电场对电子束流品质影响等问题。并对所研制的电子枪进行了测试分析,以期满足束流品质好、成形效率高、大型金属结构件快速制造的需求。
1 电子枪设计
1.1 电子枪结构
研制的电子枪结构如图1a所示。灯丝组件、栅极、阳极、聚焦线圈、扫描线圈从上到下依次分布且同轴。灯丝组件、栅极安装在同轴绝缘子上,然后再通过同轴绝缘子与电子枪壳体固定,与传统电子枪相比同轴绝缘子采用多层陶瓷环与金属环高温钎焊而成(见图1b),同轴绝缘子可以保证灯丝组件和栅极的同轴度,提高电子束流品质。在同轴绝缘子与电缆端子电联接一端与电子枪顶盖内侧形成一个密封腔体,内部充满绝缘油,绝缘油耐压达到15 kV/mm 以上,在电子枪顶盖内侧设置蛇形水冷管,设置其进水口与出水口,蛇形水冷管连接真空室外部的水冷设备通过水冷带动油冷,可以冷却同轴绝缘子,提高电子枪长期工作的稳定性。本文研制的电子枪通过电缆端子上的至少3根相互绝缘导体的高压电缆与真空室外高压逆变电源电联接;电缆端子采用环氧树脂固化密封,高压电缆的3 根导体分别与灯丝组件两端以及栅极联接。
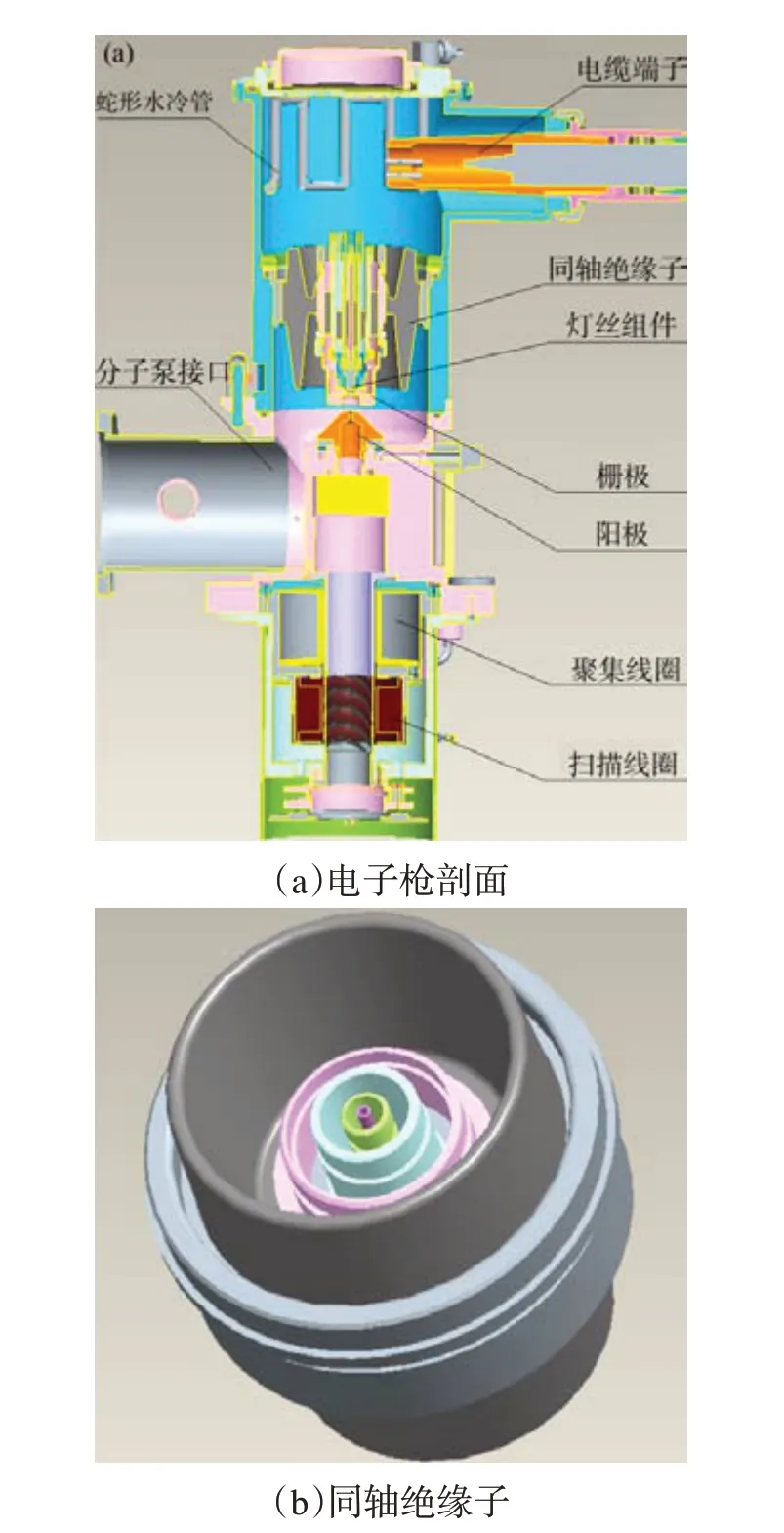
图1 电子枪结构示意Fig.1 Structure diagram of gas-discharge EB gun
灯丝组件、栅极、同轴绝缘子、电缆端子等组成电子枪的上段壳体部分,阳极、分子泵、聚焦线圈、扫描线圈等组成电子枪的下段壳体部分,与传统电子枪相比,上段壳体部分与下段壳体部分通过铰链连接,上段壳体部分依靠铰链支撑可以翻转90°,方便用户更换灯丝组件。
如图2所示,电子枪中段阳极安装在栅极正下方的阳极安装座上,由于电荷空间效应,大束流时会有部分电子不穿过阳极孔,直接打在阳极上,使阳极发热,同时阴极加热温度较高,对阳极的热辐射效应明显,导致阳极温度较高,故阳极材料选用热导系数较高的黄铜材料,并在阳极安装座上设置水冷通道,从而有效保护阳极。与传统电子枪相比,把束流通道和抽真空气流通道分隔开,金属蒸气只能通过阳极孔一个通道进入束源段,大大减少了金属蒸气对束源段的污染,延长阴极使用寿命。
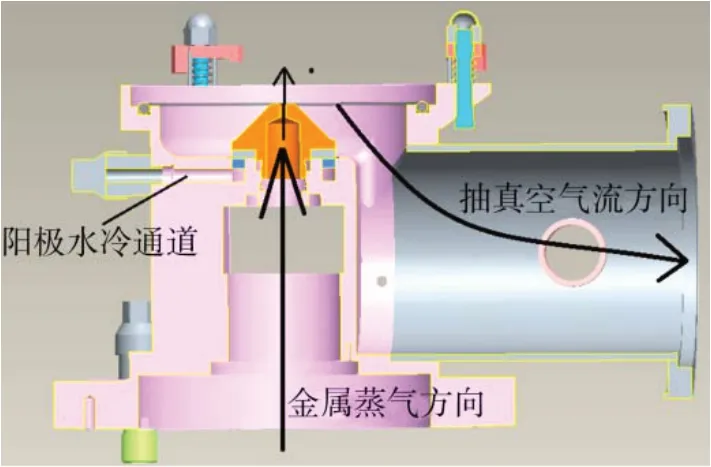
图2 电子枪中段剖面Fig.2 Middle part sectional drawing of the electron gun
阳极向下依次安装聚焦线圈、扫描线圈等。聚焦线圈产生可使电子束汇聚的轴向电磁场,聚焦线圈内部为在中心开孔的“工”字型黄铜骨架上绕制的绕组,绕组由漆包线分多层均匀密绕而成,外部包裹由DT4C 材料制成的磁轭。扫描线圈设置X向、Y向线圈组,线圈通过电流产生的磁场可以使垂直入射的电子束产生偏转,可以通过扫描电流波形设置,使电子束在丝端或成形工件表面设定区域进行扫描,以便满足特殊的成形工艺需求。
1.2 大功率移动式电子枪的电子光学系统设计
电子枪的阴极、阳极之间施加高压,不仅对电子进行加速,而且栅极、阳极形面形成的静电场对发散的电子有汇聚作用,在阳极束流输出孔附近形成电子束“注腰”,阳极接地,电子束经过阳极孔输出口后,进入到无场空间,如果不进行约束,由于运动的电子相互之间的斥力,电子束会逐渐发散,到达工件表面,束斑会很大,电子束束斑的平均能量密度很低,几乎无法进行加工,因此,还需要采用电磁聚焦系统保证在有效工作距离内使电子束斑的能量密度足够大,满足熔化金属需求。
本文研制的电子枪的电子光学系统不仅包括栅极、阳极组成的静电汇聚系统,也包括电磁聚焦系统。电子光学系统可以采用经典理论公式进行计算[16],也可以采用模拟仿真方法确定,与经典理论计算公式相比,模拟仿真方法更加高效[17-19],获得结果更加明了。采用电磁仿真软件对研制的电子枪的电子光学系统进行仿真,建立的1∶1 仿真模型如图3所示。
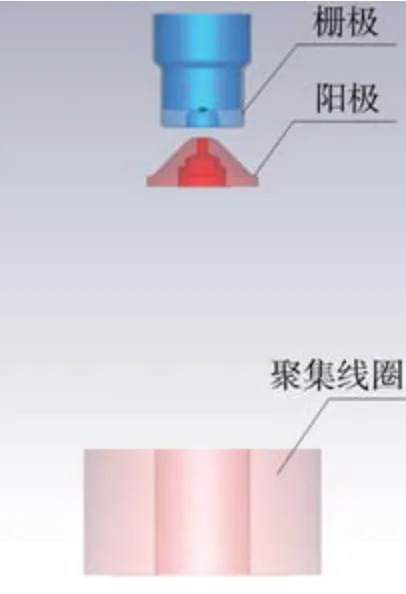
图3 仿真模型Fig.3 Model for simulated analysis
栅极、阳极结构主要是影响束电子束的静电汇聚效果,并影响最终的束流品质。利用电磁仿真软件对栅极开口直径D、阴极端面到阳极顶部的距离L、阳极孔径d、阳极锥面倾角α进行模拟仿真,如图4所示。每次控制单一变量,仿真得到阴阳极高压静电场分布如图5所示,电子从阴极表面发射后受垂直电场线方向的力并加速运动,得到完整的电子束流轨迹如图6所示,可通过比较最终工作焦点处电子束流密度大小来判断电子束流品质,电子束流密度越大证明电子束能量越集中,束斑直径越小,束流品质越好。
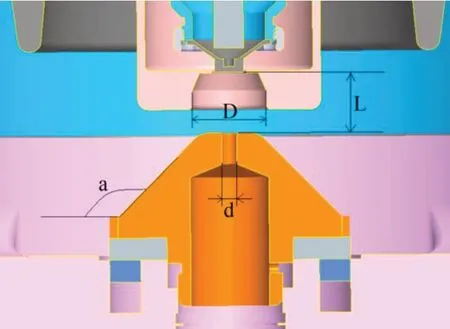
图4 栅极-阳极关键参数Fig.4 Key parameter of anode and grid
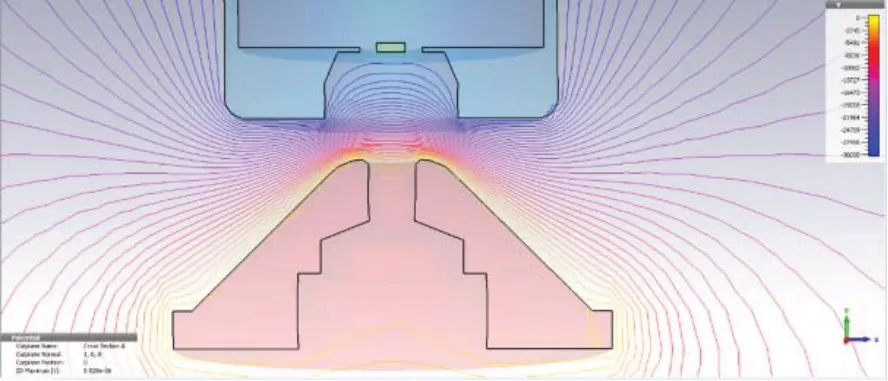
图5 高压静电场分布Fig.5 Distribution of high voltage electrostatic field
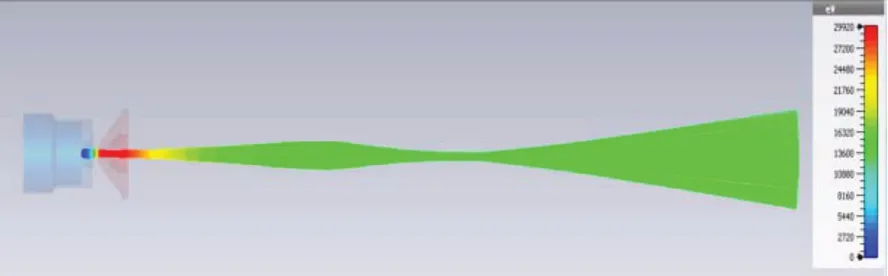
图6 完整束流轨迹Fig.6 Track of whole electron beam
通过仿真得到栅极开口直径D和焦点处电子束束流密度J关系曲线如图7所示。
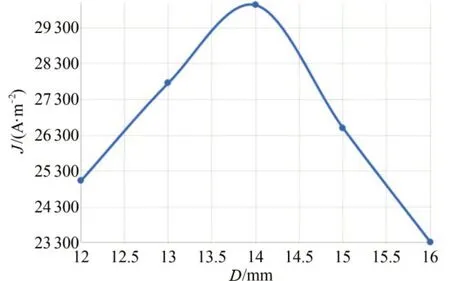
图7 栅极开口直径和焦点处束流电流密度关系曲线Fig.7 Curve about grid gap diameter and current density at focal point
可知在D=12~16 mm 范围内,随着阴极球面半径增加,束流最终焦点处电流密度先增加,后减小,大约在14 mm处达到最大值,故选取D=14 mm作为最终设计栅极的球面直径尺寸。
阳极孔径d与焦点处电子束束流密度J关系曲线如图8所示。在d=2~5 mm 范围内最终工作焦点处电流密度随着阳极孔径的增大,先增加后减小,大约在孔径3.5 mm处达到最大。故选取d=3.5 mm作为电子枪设计时阳极孔径的最终尺寸。
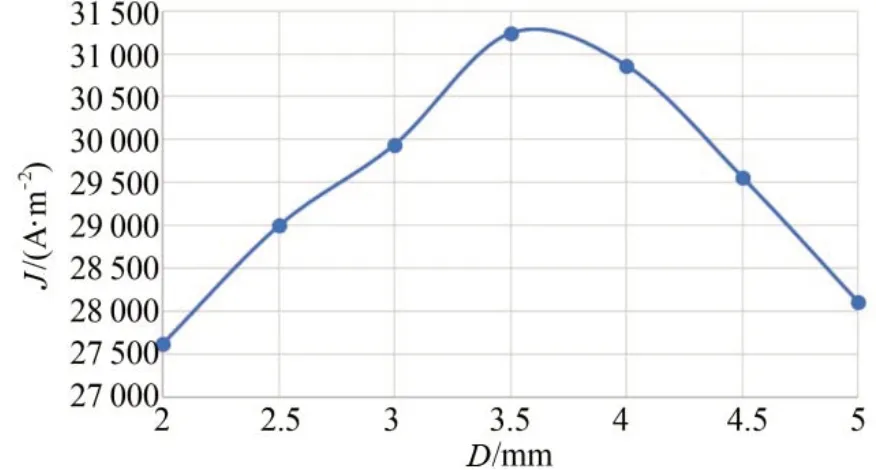
图8 阳极孔径和焦点处电流密度关系曲线Fig.8 Curve about anode gap diameter and current density at focal point
得到阳极倾角α与焦点处电子束束流密度J关系曲线如图9所示。在α=125°~155°变化范围内,最终焦点处电流密度随着阳极倾角的变化先增加后减小,在阳极倾角约为140°时达到最大,故选取α=140°为最终电子枪阳极倾角的设计尺寸。
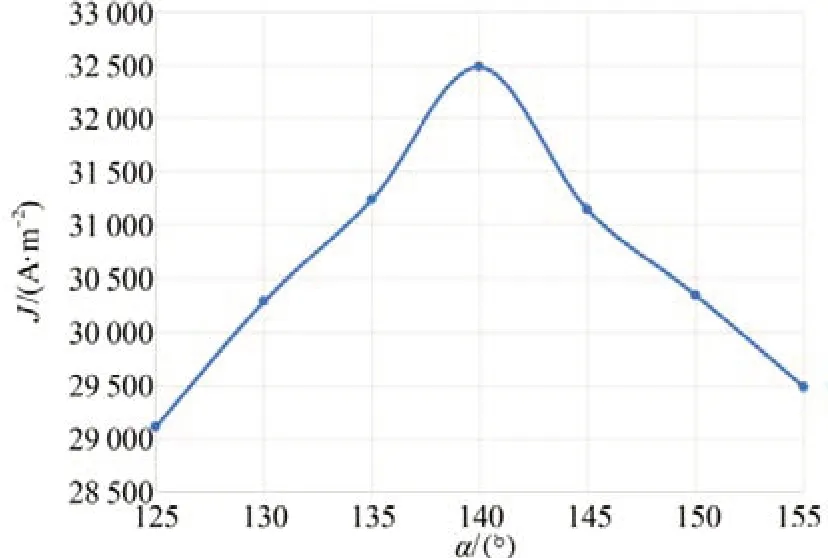
图9 焦点处电流密度随阳极倾角变化关系曲线Fig.9 Curve about anode bank angle and current density at focal point
得到阴阳极距离L与焦点处电子束束流密度J关系曲线如图10所示。在L=10~13 mm 范围内,随着阴阳极距离的增大,最终工作焦点处电流密度逐渐减小,大约在10 mm处达到最大值。故选取阴阳极距离L=10 mm作为最终尺寸。
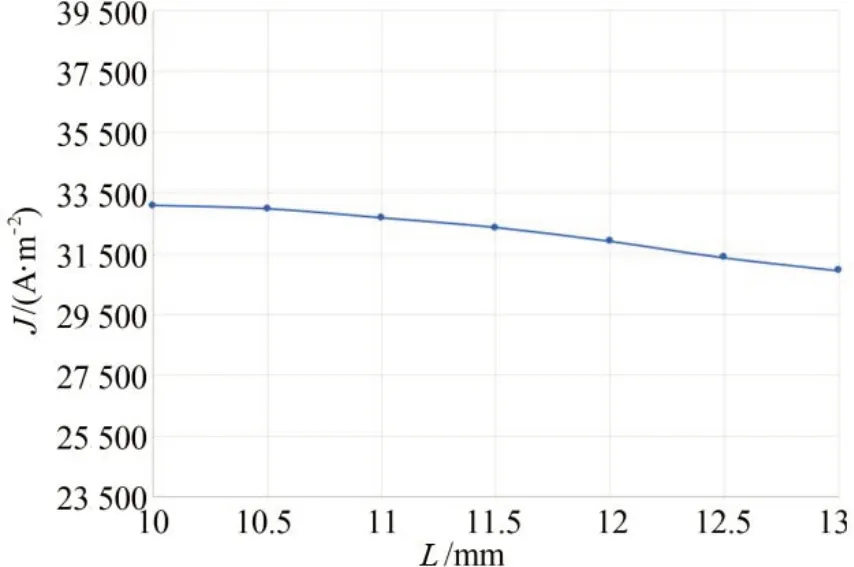
图10 最终焦点处电流密度随阴阳极距离变化曲线Fig.10 Curve about L and current density at focal point
2 电子枪电子光学系统控制电路
2.1 聚焦线圈驱动电路
设计的聚焦线圈驱动电路采用OPA549作为主功率芯片,LA25-NP作为电流传感器。聚焦电流控制电路如图11所示。OPA549 具有大的输出电流,输出电流最大峰值10 A,可连续输出8 A电流,可以单电源供电+8 V~+60 V,也可以双电源供电±4 V~±30 V;具备热关断功能、限流功能、热关断指示,转化率可达9 V/μs,具有控制参考端。
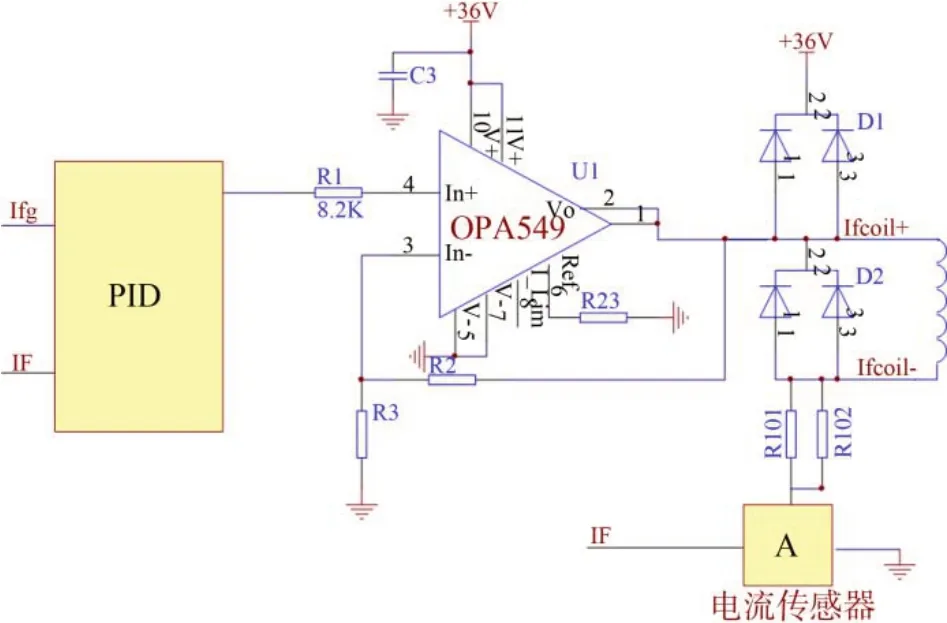
图11 聚焦线圈驱动电路Fig.11 Driver circuit of focus coil
LA25-NP的第2脚与第10脚、第3脚与第9脚、第4 脚与第8 脚、第5 脚与第7 脚分别连接在一起,将采样电流最大设置为5 A。电流传感器LA25-NP采集到流过线圈的电流将电流采样信号IF 输入到运放U3B 的正端,U3B 的输出端与U2C 的负端连接,U2C 的正端输入聚焦电流给定信号,U2C 计算出的电流差值作为U2D的正端给定信号,将U2D的输出信号作为OPA549的输入信号,OPA549将该信号放大,输入到聚焦线圈,聚焦线圈输出电流可以根据聚焦电流给定信号Ifg进行调节。
由于聚焦线圈内阻达到14.6 Ω,聚焦电流采样电阻是两个5 Ω/10 W 电阻R01 与R02 并联而成,而供电电源最大电压36 V,对聚焦线圈驱动电路的最大输出电流进行检测,采用示波器检测聚焦电流采样电阻上的信号,检测最大电流达到1.49 A。
2.2 偏转扫描线圈驱动电路
扫描线圈包含X向和Y向绕组,每个绕组所需要的驱动电路拓扑相同,均基于高压大电流功率放大器OPA541 进行设计,偏转扫描线圈驱动电路原理如图12所示。
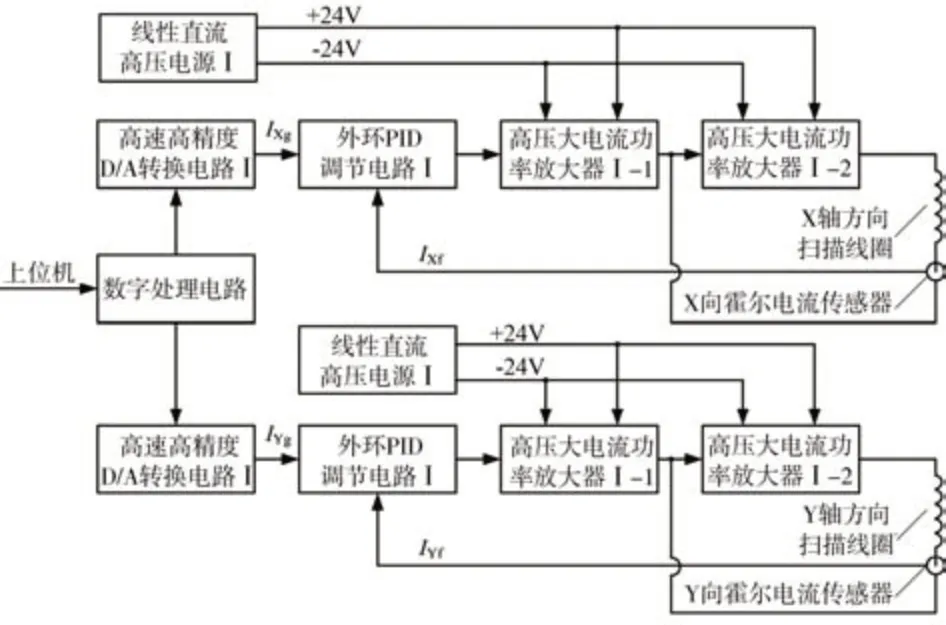
图12 扫描线圈驱动电路原理Fig.12 Driver circuit of scan coil
高压大电流功率放大器Ι-2的输出端连接到X轴方向扫描线圈的一端,扫描线圈的另外一端连接限流电阻,限流电阻再与X向霍尔电流传感器LA25-NP 一端联接,LA25-NP 的另外一端连接到高压大电流功率放大器Ι-1的输出端。当高压大电流功率放大器Ι-1 工作于正电压时,高压大电流功率放大器Ι-1 输出放大后的正电压,同时高压大电流功率放大器Ι-1输出的信号输入到高压大电流功率放大器Ι-2的负输入端,经过1∶1信号放大,高压大电流功率放大器Ι-2输出与高压大电流功率放大器Ι-1输出信号反向的波形,对扫描线圈而言,两个功率放大器施加在扫描线圈两端,起到“一推一拉”的效果,使得线圈两端电压增大一倍,提高电流变化率,提高扫描频率[20]。Y轴方向扫描线圈驱动原理与X轴方向扫描线圈的类似,不再赘述。
采用TPS2024、TCAP300、AFG3022 对偏转扫描线圈驱动电路输出电流进行检测,TPS2024 用于检测输入信号波形、限流电阻的电压信号、线圈电流信号;AFG3022函数发生器用于向偏转扫描控制电路输出扫描波形,TCPA300配合电流探头检测线圈流过电流。
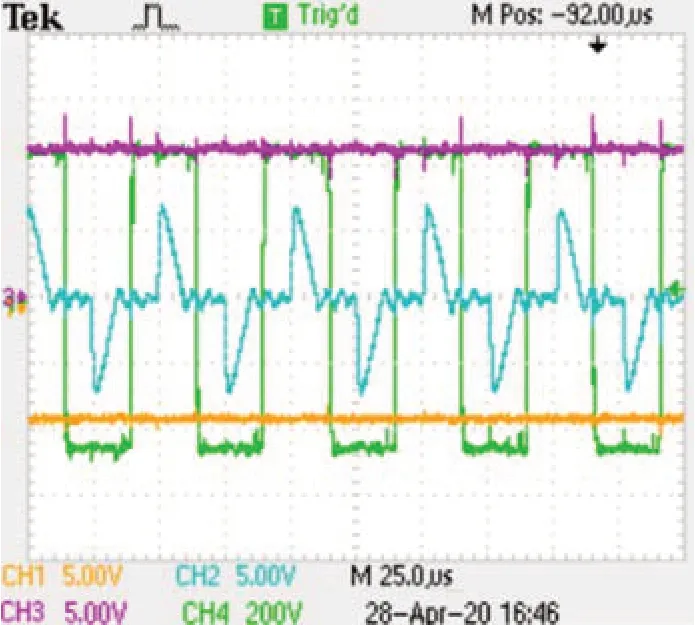
扫描线圈内阻1.1 Ω,偏转扫描线圈驱动电路输入电压±24 V/2 A,检测波形如图13所示,CH1 为限流电阻两端电压波形,CH2 为输入信号波形,CH4为流过扫描线圈的电流波形。由图13可以看出,输入方波信号时,偏转扫描线圈驱动电路输出最大电流峰-峰值达到了2.12 A,即输出电流为±1.06 A;输入信号为三角波形,偏转扫描线圈驱动电路输出电流峰-峰值达到2 A;扫描频率2 kHz时,线圈中电流能够快速变化。
3 电子枪性能检测分析
将本文研制的大功率移动式电子枪与真空系统、高压逆变电源、PLC 控制系统、送丝机构、水冷系统等进行集成,组成一套电子枪电子束流品质检测分析试验平台,如图14所示。对电子枪的耐压、最大束流、束流品质、熔丝效率等进行检测分析。
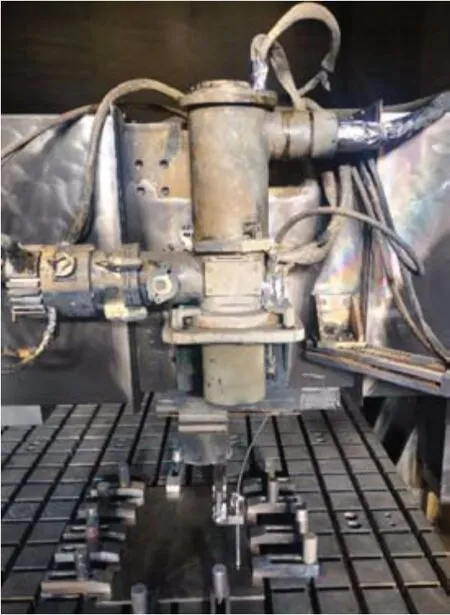
图14 试验平台Fig.14 Experimental platform
3.1 电子枪的耐压
在真空室的真空度达到设计要求,启动高压逆变电源,每隔5 min 增加-5000 V 工作电压,逐渐增加到-75 kV以上,保持工作电压不变,持续20 min,在此期间,电子枪没有放电现象发生,表明电子枪的耐压能够达到设计要求。测试结果如图15所示,测试结果表明,本文研制的大功率移动式电子枪耐压达到-75 kV以上。
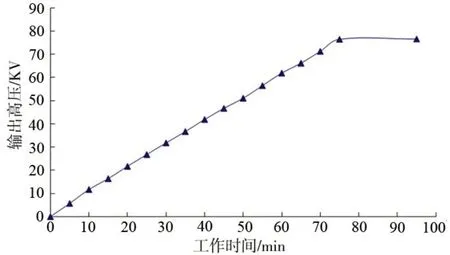
图15 电子枪耐压测试曲线Fig.15 Curve of high voltage insulation test of EB gun
3.2 输出最大束流及束流品质分析
电子枪最大束流输出可以通过检测高压逆变电源的束流采样电阻与电压值进行确定,所用束流采样电阻为18 Ω,由两只36 Ω/50 W 功率电阻并联而成,当束流达到500 mA时,高压采样电阻检测波形为9 V直流电压波形。所用高压采样电路由分压电阻和高压采样电阻组成,分压电阻阻值600 MΩ,由12只50 MΩ/5 W高压电阻串联而成,高压采样电阻为90 kΩ,当电子枪工作电压达到-60 kV,高压采样电阻检测的电压波形为-9 V 直流电压波形。采用TPS2024 示波器检测高压逆变电源的一路升压功率变压器原边电压、电流波形与高压采样电阻、束流采样电阻上的电压信号,最大束流输出时,检测结果如图16所示。升压功率变压器原边电压波形直接用高压探头检测,升压功率变压器原边电流波形采用变比500 的霍尔电流传感器检测,电流采样电阻20 Ω。
CH1—高压采样波形;CH2—升压功率变压器原边电流波形;CH3—电子束流采样波形;CH4—升压功率变压器原边电压波形图16 最大束流输出检测的功率变压器原边电压、电流与束流、高压波形Fig.16 Waves of power supply at the maximum beam current output
由图16 可知,在电子枪工作电压达到-60 kV时,检测到的束流采样电阻的平均电压为11 V,表明最大束流输出达到611 mA。
采用研制的电子枪样机作为室外定枪,采用-60 kV/350 mA 束流输出时,拍摄的真空室内束流照片如图17所示。电子束流品质评测方法较多,可以采用专用仪器设备检测束斑直径、能量密度分布等[21-22],也可以检测焊缝形貌对束流品质进行间接分析,其中采用焊缝形貌分析直观明了,分析成本较低。TC4 钛合金具有优良的耐蚀性、较高的比强度及较好的韧性和焊接性等一系列优点,在航空航天、石油化工、造船、汽车,医药等部门都得到成功的应用,本文选用TC4 钛合金作为实验材料,验证电子枪性能,焊接参数为:焊接速度600 mm/min,加速电压-60 kV,束流为425 mA,聚焦电流75 mA,工作距离300 mm。焊缝横截面照片如图18所示。
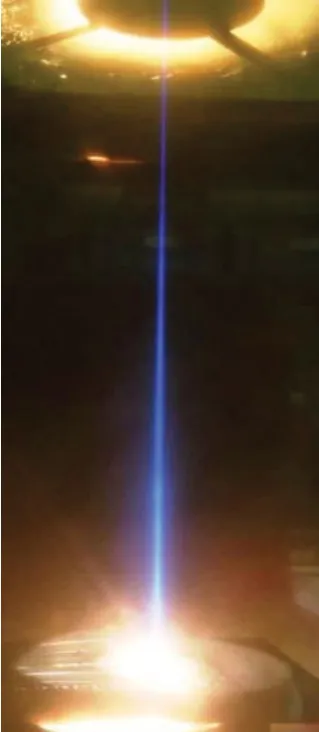
图17 -60 kV/350 mA电子束流照片Fig.17 -60 kV/350 mA electron beam photo
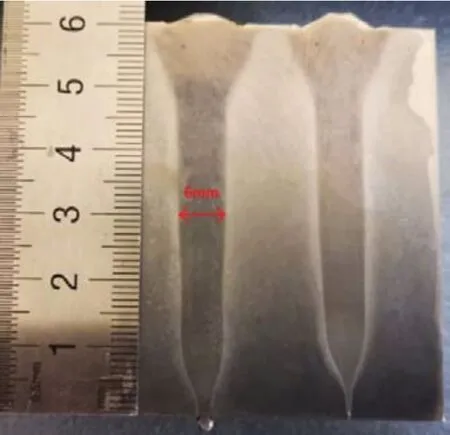
图18 TC4焊缝截面Fig.18 TC4 weld section
从图18 可以看出,焊缝深宽比达到10∶1,焊缝深度可达到60 mm 以上,焊缝均匀,表明研制的电子枪的束斑形貌较好、能量集中、穿透能力较强,并且具有焊透更大厚度钛合金的能力。
3.3 熔丝成形效率分析
在基板上堆积T 形试样,熔丝成形前检测基板重量G1,在基板上熔丝成形试样后,检测其重量为G2,熔丝成形时间t,采用Pr=(G2-G1)/t,即可计算出熔丝成形效率。堆积试样前检测基板重量10 kg,采用加速电压-50 kV,束流210 mA,直径2 mm的TC4钛合金丝材高速送进,连续成形5 min,熔丝成形后的基板和试样重量10.43 kg,可以计算出熔丝成形效率达到5.16 kg/h。图19 是采用在线观察系统观察的双丝成形过程照片,T形试样如图20所示。
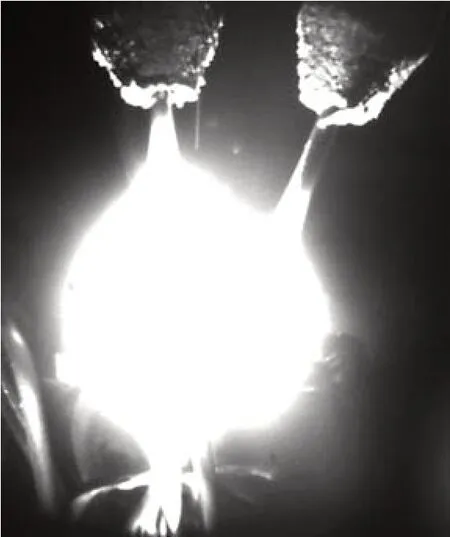
图19 双丝熔丝成形照片Fig.19 Photo of double wire fused deposition modeling
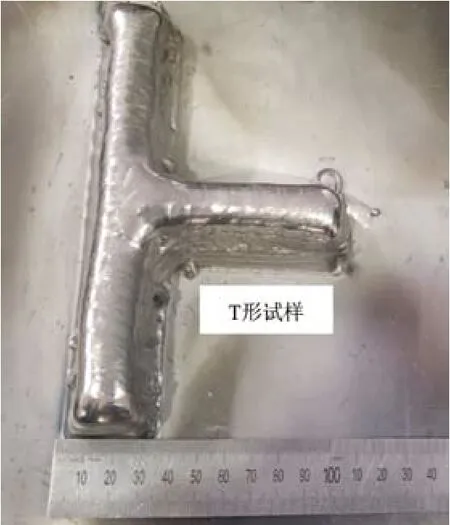
图20 电子束熔丝成形T形试样Fig.20 T type sample of electron beam fused deposition modeling
4 结论
(1)设计了完整的电子枪结构,包括油冷式金属镶嵌陶瓷同轴绝缘子,环氧树脂浇注高压传输电缆端子,满足密封性、绝缘性以及大功率传输需求;结合熔丝金属蒸气大、长时间工作阳极温度高的使用环境,设计了独特的电子枪结构,把束流通道和抽真空气流通道分隔开并增加了阳极水冷系统,大大延长了电子枪阴阳极的使用寿命。
(2)结合电子枪使用环境,设计了聚焦线圈、偏转线圈以及配套的驱动系统。经测试,聚焦线圈电流0~1.49 A 连续稳定可调,电子枪束流聚焦效果好,穿透力强;方波信号偏转扫描线圈驱动电路输出最大电流峰-峰值达到了2.12 A,三角波波偏转扫描线圈驱动电路输出电流峰-峰值达到2 A,扫描频率2 kHz时,线圈中电流能够快速稳定变化。
(3)经测试,电子枪耐压达-75 kV以上,工作电压-60 kV 时束流输出达611 mA,功率大于30 kW;电子枪束流品质好,可穿透60 mm 厚TC4 板材,熔池深宽比达到10∶1;成形效率高,TC4 的熔丝成形速度达到5.16 kg/h,能够满足大型金属结构件快速制造的需求。
猜你喜欢
图学学报(2022年2期)2022-05-09
原子能科学技术(2019年9期)2019-09-14
原子能科学技术(2019年9期)2019-09-14
电子测试(2018年18期)2018-11-14
电子测试(2018年1期)2018-04-18
西北工业大学学报(2015年3期)2015-12-14
金属世界(2015年6期)2015-11-05
电子与封装(2015年12期)2015-10-29
原子能科学技术(2014年3期)2014-02-28
原子能科学技术(2014年1期)2014-02-28
