
旋转电弧焊接技术研究进展
2024-03-01 06:20黄绍服王晓龙蔡志海
电焊机 2024年1期
黄绍服, 彭 振, 柳 建, 程 磊, 王晓龙, 蔡志海
1. 安徽理工大学,安徽 淮南 232001 2. 陆军装甲兵学院 机械产品再制造国家工程研究中心,北京 100072 3. 安徽理工大学 环境友好材料与职业健康研究院,安徽 芜湖 241003
0 引言
焊接由于连接性好、成本低、技术成熟且技术种类多样等特点,在工业生产中得到广泛的应用。根据焊接技术与工艺原理不同,可分为爆炸焊[1]、摩擦焊[2]、扩散焊[3]、钎焊[4]、激光焊接[5]、电弧焊[6]等。然而,现代化的高效率、高质量生产需求导致传统的焊接加工模式不能完全满足生产工艺、焊接质量、成本控制等多方面要求,焊接技术与设备升级已成为工业生产的主要需求[7]。
传统熔焊中,咬边、侧壁不熔与气孔是最为常见焊接缺陷。咬边减小焊接接头的有效截面积,降低结构的承载能力,同时还会造成应力集中,容易在咬边处产生裂纹[8]。侧壁不熔将会导致焊接接头承载力大幅度降低。焊接开始或者结束时容易产生凹坑,凹坑通常伴随着裂纹和缩孔[9],降低了接头的强度与塑性。焊接应力对焊缝质量影响较大,气孔也是引起应力集中的因素之一。为更好地解决常见的焊接缺陷,研究人员提出旋转电弧焊接,旋转电弧不仅能分散热输入使坡口处受热均匀,避免出现咬边与侧壁不熔现象,同时旋转电弧对熔池的搅拌作用加速焊缝传质传热,有利于焊缝晶粒细化及气孔逸出,降低焊接残余应力[10]。近年来,旋转电弧焊接技术备受研究人员的关注。目前,实现电弧旋转主要有三种方式:(1)磁力旋转电弧,主要是在电弧焊接过程中施加磁场实现电弧旋转;(2)通过机械作用+特殊结构设计,如钨极氩弧焊中(GTAW)偏心钨极,通过电机带动钨极旋转;(3)熔化极气体保护焊(GMAW)过程中由焊丝自身特殊结构形成的电弧旋转。旋转电弧焊接时,实验无法测量中的电流密度和电磁力,只能通过分析软件计算焊缝的受力情况及元素传递速率。文章分析总结上述三种旋转电弧焊接研究现状,并展望旋转电弧未来发展趋势及应用场景。
1 旋转电弧焊接技术现状
1.1 外加磁场旋转电弧焊接
外加磁场是目前研究较多的旋转电弧焊接技术,焊接时加入磁场可以改变电弧形状与电弧等离子体中带电粒子的运动,压缩电弧使其横截面为椭圆形状,同时提高电流密度和电弧压力,改变电弧温度梯度[11]。焊接时电弧和熔融金属存在电流,GTAW与GMAW焊接中加入磁场,施加外部磁场时产生电磁力,将会影响熔池中金属熔液的流动状态[12-13]。合适的外加电磁力可以改变电弧形状,提高焊接质量[14]。外加磁场包括轴向磁场和横向磁场等,图1 为两种磁场示意图[15]。磁场将改变电弧的运动,通过电磁搅拌熔融金属影响焊缝形貌,减少元素分布不均匀[16-17]。提高金属熔覆效率并减少飞溅,复合焊接也可以加入磁场提高焊缝质量[18]。外加磁场焊接技术具有附加装置简单、投入成本低等特点,具有广泛的工业应用前景[19]。
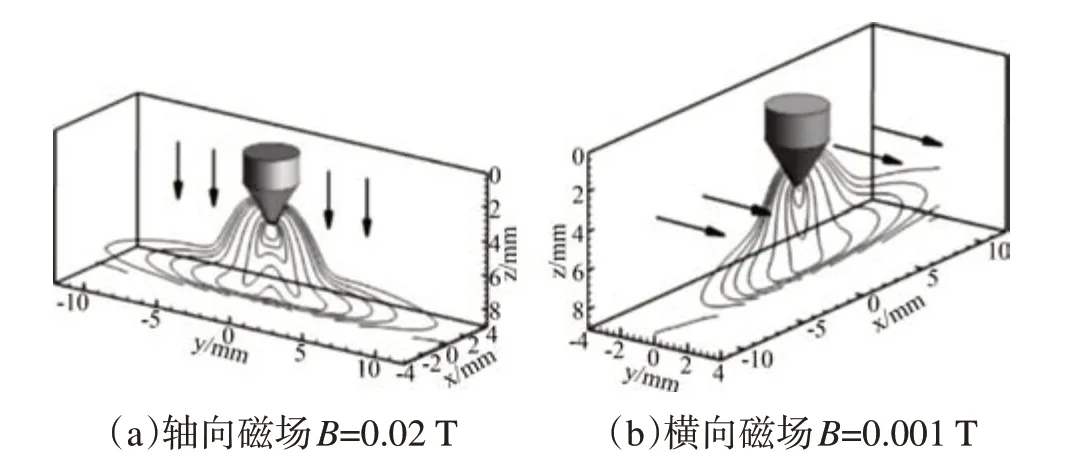
图1 不同磁场分布情况Fig.1 Distribution of different magnetic fields
研究人员借助流体动力学软件FLUENT 研究磁场控制GMAW和常规GMAW焊接时的传质传热行为,图2为常规焊接与外加磁场焊接时电弧形态,添加磁场后电弧成为钟形且形态更加集中。磁场控制下GMAW电弧在旋转效应、冷却效应和负压效应的共同作用下发生旋转和收缩,导致电弧的最高温度、最大电流密度和电压同时升高。发现磁场控制GMAW中,旋转等离子体流可直接将阳极表面蒸发的金属蒸气驱向电弧外侧。同时,恒定的轴向磁场和电弧中的金属蒸气在GMAW 的电弧中心形成低温空腔[20]。Chang[21]研究在纵向磁场环境下进行CO2电弧焊,使用高速摄像机观察电弧形状,发现电弧上端收缩,其下端膨胀,图3显示焊接磁场大小对电弧角度与电弧半径的影响,随着励磁电流增大,焊接电弧角度和旋转电弧半径增大,激励频率达到60 Hz时,电弧的角度和半径达到最大值,继续增大励磁电流,电弧偏转角变大且形态不稳定,导致焊接质量下降。
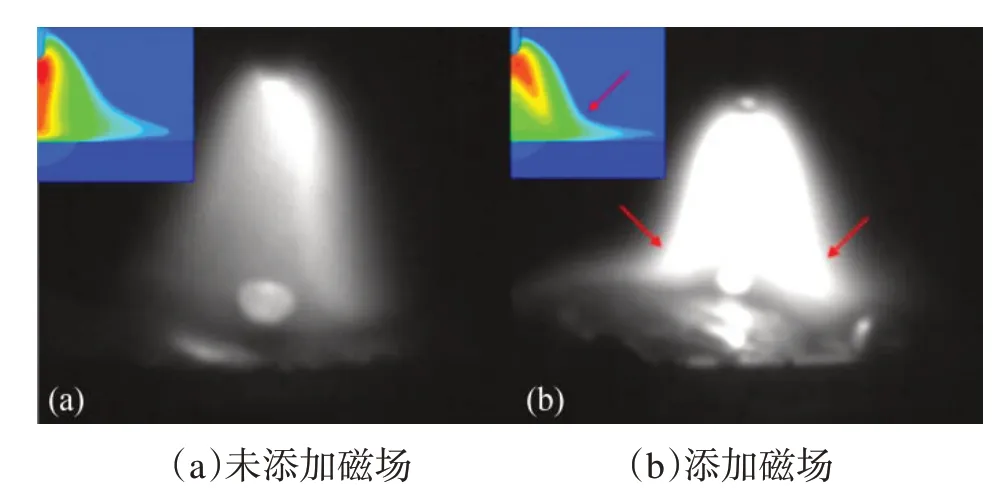
图2 磁场对电弧形态的影响Fig.2 The effect of magnetic field on the arc morphology
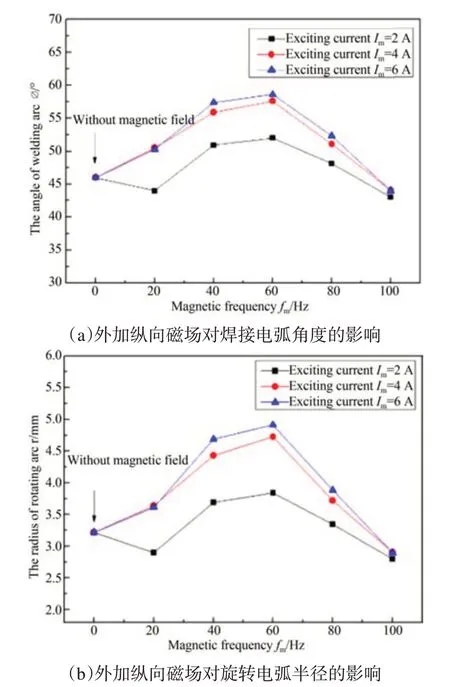
图3 磁场对旋转电弧的影响Fig.3 The effect of magnetic field on the rotating arc
Lei[22]在实验中控制交变轴向磁场,改变电流大小达到控制电弧旋转角度、频率和飞溅的目的。熔滴中电流密度分布如图4所示,重力促进金属液滴转移,但表面张力抑制金属液滴转移;同时,电磁力阻碍向上的金属流动,促进向下的金属流动。外加磁场频率为100 Hz时,金属溶液的旋转方向周期性的在顺时针与逆时针之间相互转换,磁场频率增加到500 Hz 时由于惯性将无法改变金属溶液的旋转方向。
基于磁流体力学(MHD)轴对称模型,Zheng[23]等人利用流体动力学理论并结合麦克斯韦方程组,研究在不同外加纵向磁场强度下对GTAW 电弧特性的影响。外加纵向磁场能驱动电弧旋转并扩大旋转半径,电弧中心出现负压区。同时在离心力的作用下通过电弧将阳极能量集中到阴极,图5 为不同磁感应强度下温度场和流场。添加纵向磁场后带电粒子被驱动到电弧的外围,并通过纵向磁场的洛伦兹力以钟形螺旋方式高速旋转,从而产生分散电弧。磁感应强度增加时,来自电弧中心的金属气体与来自电弧边缘的外部向下流体相互作用,在电弧轴线周围形成明显的涡流。经过对电弧温度场的分析,发现等离子体切应力是影响传统GTAW熔池流动和传热的主要驱动力之一。
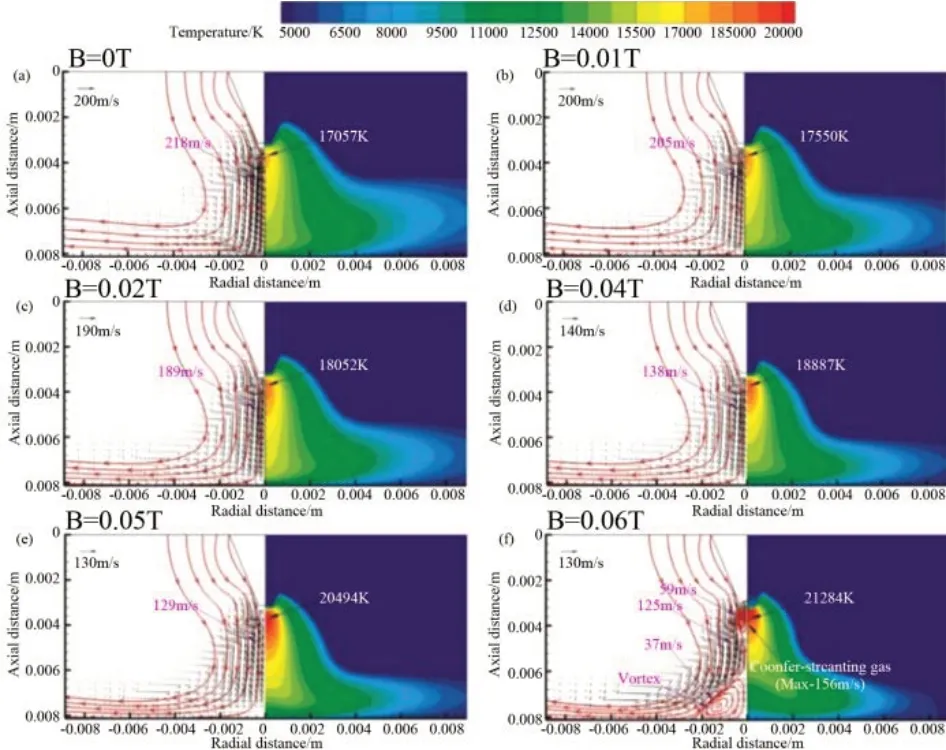
图5 不同磁感应强度下GTAW焊接电弧的温度场和流场Fig.5 Temperature distribution and flow fields of welding arc in GTAWwith different magnetic induction strengths applied
Yin[24]对外加轴向磁场的钨极气体保护焊中电弧和熔池建立三维数值模型。外加轴向磁场的作用下,旋转的等离子体聚集在阳极表面,形成高压环迫使等离子体流向电弧中心并产生涡流。阳极表面温度、热流密度、电流密度和压力均呈双峰分布,电压呈双谷形分布。图6 为电弧等离子体的流动速度,添加磁场后电弧等离子体的速度由152 m/s增加到231 m/s。熔池中的流体在表面向外流动,外围向下流动,并且在熔池的中心区域向上流动,焊接时流体流动循环产生宽而浅的熔池。
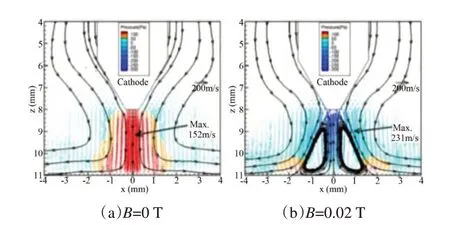
图6 电弧等离子体在轴向截面上的速度Fig.6 Velocity of arc plasma on axial cross-section
为提高锁孔TIG(K-TIG)焊接电弧能量密度、改善焊缝质量,陈金荣等人研究纵向磁场对K-TIG焊接电弧形态和焊缝成形的影响。图7为不同频率交流纵向磁场作用下的电弧形态,与无磁场作用的电弧相比,外加交流纵向磁场后的电弧形态也呈现更为“瘦小”的钟罩形,电弧的中部和底部均呈收缩现象,外加交流纵向磁场作用下的焊缝宽度均小于无磁场时的焊缝宽度,随着磁场强度或磁场频率先增大后减小最后趋于稳定。当磁场强度增大,电弧被压缩提高了电弧穿透力,降低焊接时所需的能量,有利于中厚板的焊接[25]。
液态金属表面张力也受到磁场影响,外加磁场时TIG电弧阳极斑点的有效直径相比无磁场条件下时较大,有助于减小表面温度系数。焊接速度增加时电弧通过焊缝截面的时间减小,会导致温度梯度增高,加大咬边倾向,温度梯度是焊缝咬边的最重要影响因素。高速TIG 焊接过程中引入磁场,使得电弧在洛伦兹力的作用下发生改变其形态,使阳极斑点沿焊接方向均伸长一定长度。电弧通过焊缝横截面的时间减少,可以降低温度梯度,消除咬边倾向[26]。
汽车稳定杆使用球墨铸铁管和合金钢管通过焊接制得,由于两种材料化学成分差异较大导致焊接困难。杨蕾[27]采用磁控旋转电弧焊工艺对6 mm厚的G40球墨铸铁管和E355合金钢管进行对焊接,使用磁控旋转电弧焊接后焊缝组织较细小。添加磁场后焊接接头的抗拉强度达到母材(400 MPa)的90.3%,焊接接头的抗疲劳性能大幅提高。Chen[28]研究横向磁场对TC4激光-MIG复合焊接电弧特性和熔滴过渡行为的影响。如表1所示,随着磁场强度增加,焊缝质量逐渐提高。外加磁场过大,飞溅缺陷再次出现,并且焊缝轮廓不均匀,外部磁场过大不利于获得良好焊缝。合适的外加磁场(24 mT)可以有效提高熔滴过渡频率,减小熔滴脱落尺寸。外加磁场使熔滴旋转过程中洛仑兹力方向的改变,增加了熔滴与熔池的有效分离能,缩短熔滴与熔池的接触时间,保证焊接过程的稳定性。
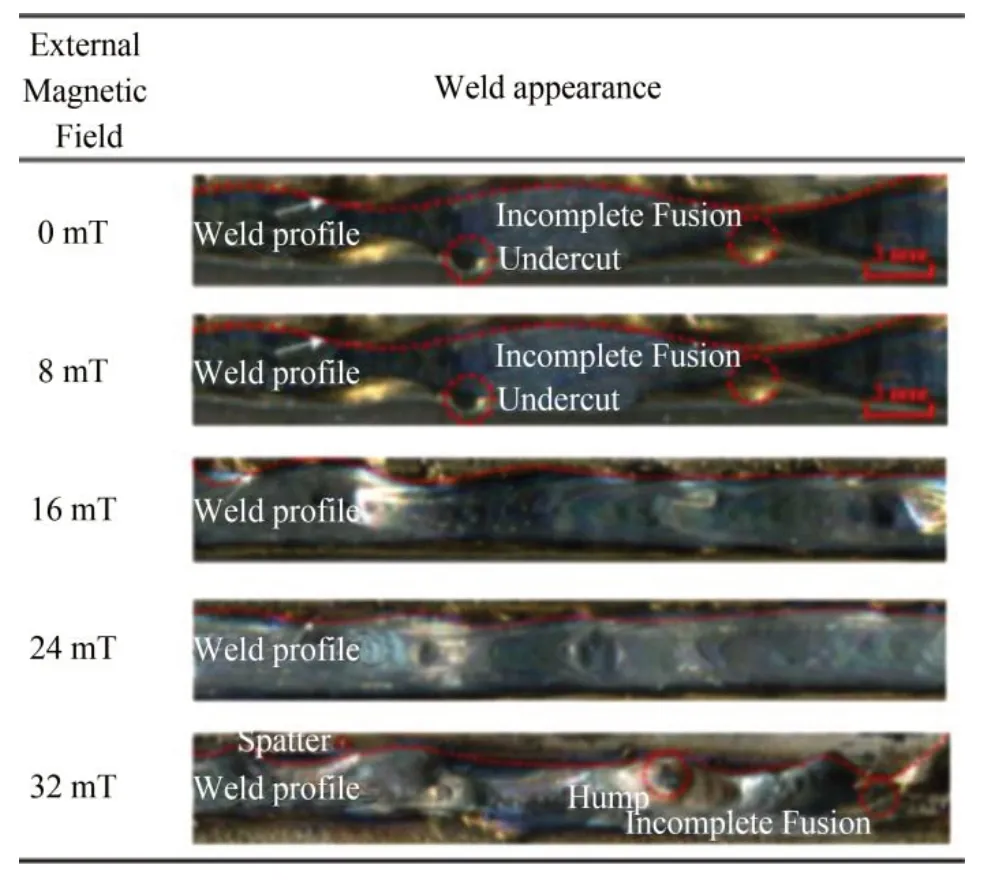
表1 不同外磁场下的焊缝外观Table 1 Weld Appearance under Different External Magnetic Fields
Zhang[29]等人采用外加旋转磁场驱动电弧焊接30CrNi3MoV基体与Q235空心螺柱,发现在旋转磁场作用下,带电粒子在洛仑兹力作用下运动,电弧在螺柱端部均匀旋转,促进熔池增大,避免局部未熔合现象。电弧在磁场的作用下旋转并搅动熔池,焊缝晶粒尺寸细化至3.06 μm。图8 中奥氏体晶体内的针状铁素体交错排列,蓝色大角度晶界主要为针状铁素体,铁素体和贝氏体主要呈现红色和绿色的小角度晶界。添加激励电流后,先共析铁素体和贝氏体主要为小角度晶界,晶体中针状铁素体交错排列,基本呈现大角度晶界。磁场频率增至60 Hz时,蓝色大角度晶界的数量略微增加,并且红色和绿色小角度的数量增加。由于细晶强化和大角度晶粒结合物比例的增加,接头力学性能得到改善。
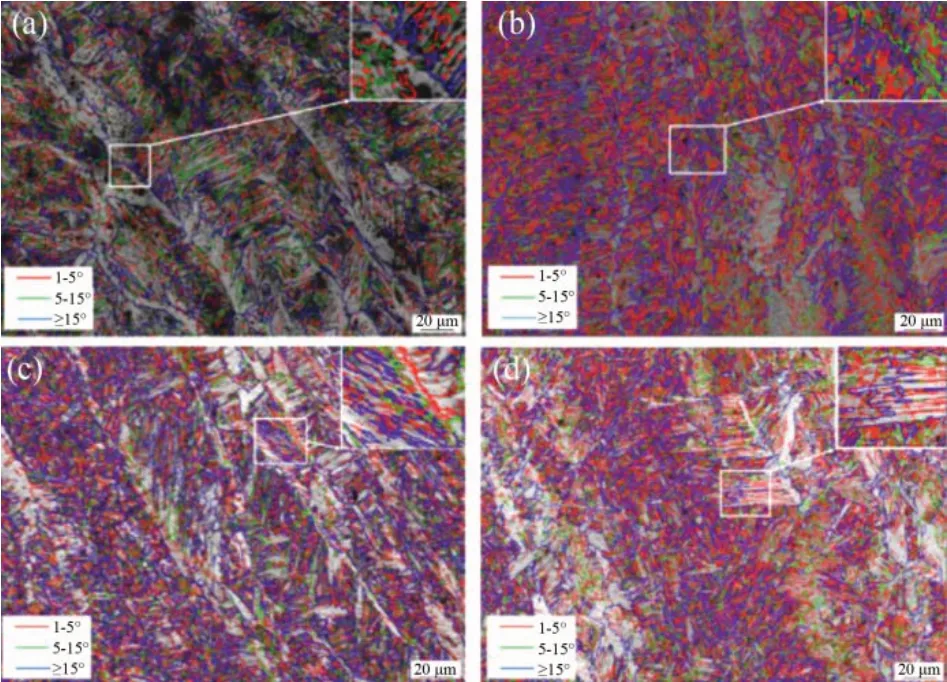
图8 旋转磁场对焊缝区晶界角度分布的影响Fig.8 Effect of rotating magnetic field on grain boundary angle distribution in weld area
1.2 非对称钨极旋转电弧
GTAW 焊接中依靠电机带动钨极旋转来实现电弧旋转。焊接时控制电机转速改变电弧旋转速度,同时通过调整钨极的偏心度改变电弧的旋转半径。与传统的GTAW 工艺相比,TIG 旋转电弧的机械力和惯性离心力对熔池的影响更为显著,也是改变熔池流动的主要驱动力[30]。钨极旋转电弧焊接时坡口侧壁受到更多的热量,将会避免侧壁不熔,同时TIG旋转电弧对熔池的搅拌具有细化晶粒的作用[31]。TIG 旋转电弧旋转系统主要由焊接电源、计算机控制系统、自动送丝机、焊枪等部分组成,焊枪中电机带动钨极旋转[32],图9 为焊接系统与焊枪示意图[36],图10 为TIG 旋转电弧使用3 mm 钨极对应的不同偏心度。
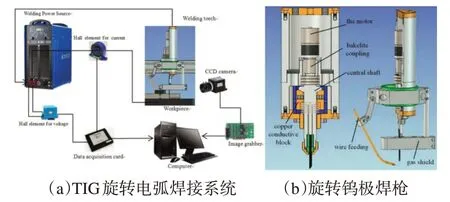
图9 焊接系统与焊枪原理Fig.9 Schematic diagram of welding system and welding gun
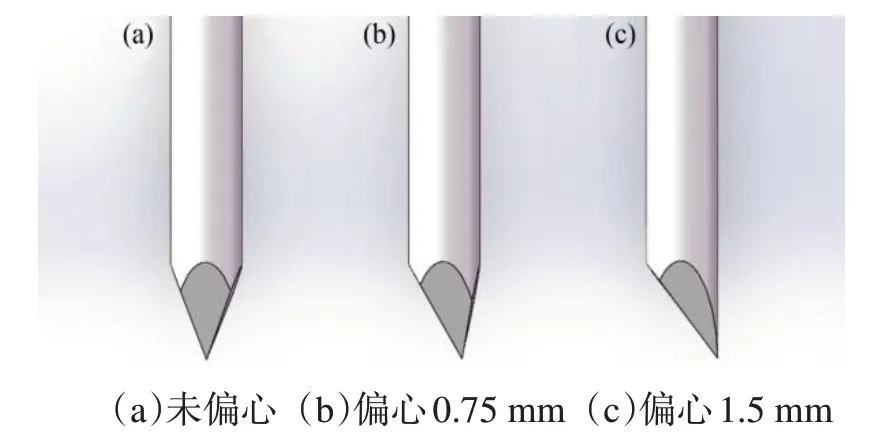
图10 不同偏心度钨极Fig.10 Tungsten electrodes with different eccentricities
毛志伟[33]针对TIG 旋转电弧焊接过程进行模拟,建立旋转电弧焊丝端部轨迹方程,以Q235不锈钢为母材对角接接头TIG旋转电弧焊接温度场进行模拟仿真,获得焊接接头的动态温度场分布规律。发现靠近上侧板焊缝温度要略高于下侧,说明焊接熔池温度场不对称,同时上侧板熔池的宽度与深度大于下侧板。电弧旋转时温度场出现叠加作用,靠近热源中心的温度要略高于热源中心温度。
吴东[34]对TIG 旋转电弧焊接条件下的熔池温度场和流场进行数值模拟。发现正常焊接时,焊缝上表面的温度场中,最高温度约为2 400 K。电弧旋转时,熔池的最高温度只有2 200 K左右,高温区的温度场分布呈现出中间温度高,两侧温度低的分布模式,且温度梯度小于电弧未旋转时的情况。电弧旋转有助于减小焊接过程的线能量输入,使温度分布更加均匀。图11为电弧流场分布,电弧旋转时在电磁搅拌力所主导的流场中产生一个绕着极轴线逆时针运动的涡状流动,熔池也是由中心向边缘流动,但是在旋转电弧的搅拌作用下,特别是在熔池的前方,溶液呈现出个逆时针的流动,结合电弧的运动促使焊缝的温度场分布呈现出不对称的特征,旋转电弧的搅拌作用使熔池的流动变快,有助于减小气孔、夹渣等缺陷。同时研究人员采用仿真分析方法对窄间隙金属电弧焊焊接过程进行分析。发现增加旋转角速度ω 有助于避免焊接重叠缺陷,但是过大的旋转角幅度容易造成侧壁上的电弧爬升和侧壁熔合不均匀。而且焊接速度过大不利于促进侧壁熔化,同时侧壁停留时间过长也会导致产生气孔和夹渣缺陷[35]。
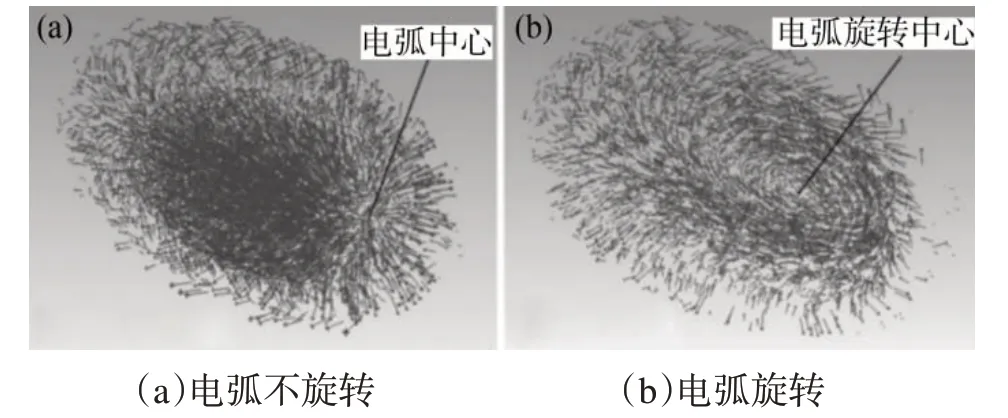
图11 熔池的流场分布Fig.11 Flow field distribution of molten pool
TIG旋转电弧的研究主要集中在非轴对称钨极对熔池的影响,Wei[32]研究非轴对称钨窄间隙过程中旋转电弧对熔池的搅拌效果。示踪粒子分别嵌入坡口和金属板表面,焊接时使用高速摄像机观察示踪粒子的运动状态。图12 为焊接时熔池示踪粒子流动情况,示踪粒子流动表明熔池表面的液态金属层波动剧烈,熔池流动和形态变化的主要是由于旋转电弧的机械力和熔池旋转引起的惯性离心力,同时电弧的周期性旋转可以明显改善熔池的流动模式。侧壁表面的部分液态金属在表面张力和重力的作用下与熔池底部相连,有利于焊接时侧壁的熔合。熔池表面的液态金属层与旋转钨极有相同的频率旋转,侧壁受到旋转电弧的周期性加热并对熔池存在搅拌作用,焊缝中元素分布均匀,使焊缝在横向呈凹形,出现整齐的鱼鳞纹。

图12 非对称旋转熔池中示踪粒子的定位Fig.12 Localization of tracer particles in an asymmetric rotating melt pool
Jia[36]使用TIG 旋转电弧技术对16 mm 厚的SHT490 钢板进行单道窄槽焊接,实验发现旋转电弧使热量分散,焊缝中未出现由于热输入较大产生的粗大晶粒。如图13所示,焊缝层间组织主要由细小的白色铁素体、黑色珠光体和少量贝氏体组成分布均匀。表层组织主要为粗条状或块状共析铁素体,热影响区组织主要由细小均匀分布的铁素体和珠光体组成。熔合区组织主要由共析铁素体组成,显微组织均具有较小的晶粒尺寸。TIG旋转电弧在焊缝周围周期性加热,产生类似于正火处理的特殊热循环,使焊缝区域出现均匀且精细的显微组织。焊接接头获得较高抗拉强度和良好的塑性。
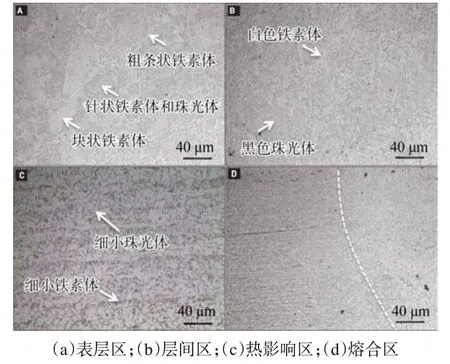
图13 不同区域显微组织微观结构Fig.13 Microstructure of different regions
水平旋转电弧焊接能解决熔池受重力下垂问题,焊接时焊接速度增加将减少焊接热输入,同时可以分散电弧力,抵消熔融金属上侧的重力[37]。同时由于焊缝中心温度和保温时间的降低,旋转电弧工艺限制熔池向下运动的趋势。焊接热影响区热输入增大,焊缝中心热输入减小。这种温度分布特性不仅有利于窄间隙焊接侧壁熔合,而且由于冷却时间的缩短和熔池下垂倾向的限制,也有利于水平焊接成形。电弧力和熔滴冲击对熔池的作用呈周期性变化,导致熔池在重力和焊接坡口约束的影响下往复运动,引起熔融金属在焊缝侧壁流动。旋转效应推动下侧的熔融金属使其拥有抵抗重力的能力,形成高质量焊缝[38]。
Guo[39]使用高速摄影系统观测旋转电弧窄间隙水平焊接中的金属转移过程。图14 为横向旋转电弧焊接系统,实验时发现由于受到电弧力的影响,两侧壁附近区域的元素传递频率大于坡口中心区域的传递频率,下侧元素传递频率大于上侧元素传递频率。电弧力和熔滴的冲击使熔融金属在熔池中被向后推,熔池后侧的高度高于前侧。由于电弧力和熔滴冲击以及表面张力产生的附加压力,坡口中心的熔池高度低于两侧的侧壁区域。水平电弧焊接时层间缺陷以不完全熔合和夹渣形式存在,主要发生在下侧壁附近。焊接时出现的缺陷主要由于母材熔化量与填充金属的熔化量不匹配、焊接过程不稳定与焊缝区域热输入过大导致。旋转电弧能消除由于熔池控制行为不当而产生的焊接缺陷。同时,通过减小焊接热输入,改变电弧力和熔滴冲击对熔池的影响,控制熔池的形成有利于水平焊缝的成形[40]。
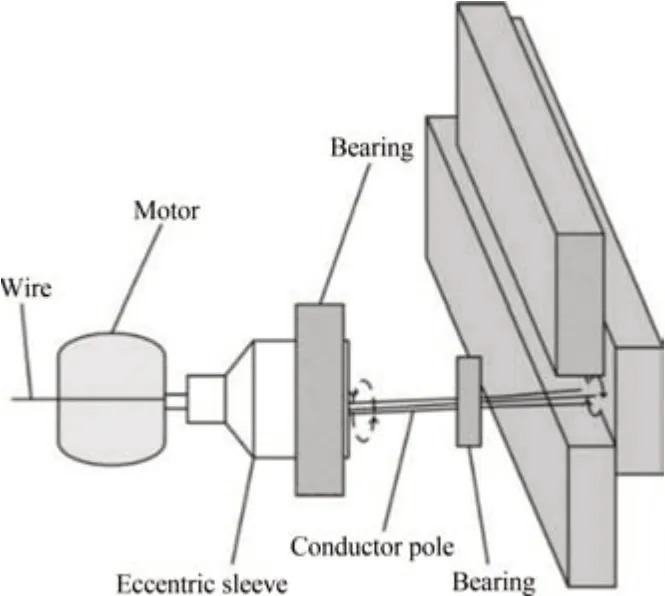
图14 横向旋转电弧焊接示意Fig.14 Schematic diagram of transverse rotary arc welding
TIG旋转电弧焊接技术主要依靠自动化TIG焊接设备实现,自动TIG 旋转电弧焊接不仅提高生产效率还能保证焊接过程的稳定性,改善工作条件。使用不同偏心度的钨极将会改变电弧旋转半径影响焊缝熔深与熔宽,钨极偏心度越大电弧旋转时将会呈现出“圆锥型”,坡口侧壁的热输入增加,消除侧壁不熔缺陷。TIG旋转电弧焊接对熔池中的作用力受到钨极转速的影响,钨极转速与熔池中受到的力成正相关,钨极转速越高熔池中元素传递效率越高。
1.3 缆式焊丝熔化极旋转电弧
缆式焊丝(CWW)电弧焊是缆式焊丝+GMAW焊机实现旋转电弧。缆式焊丝由7 根直径0.5 mm丝材组成,一根丝材在中心,另外六根丝材均匀缠绕分布在中心焊丝周围,如图15所示[41],7根丝材种类可根据使用场景搭配。缆式焊丝熔化时6根外围导线末端的小液滴在电磁力的作用下向中心丝末端的小液滴聚集生长,在电磁力和表面张力的作用下形成较大的耦合液滴[42]。电弧中重力和电弧耦合力,以及缆式焊丝制备时绞制丝材的束缚力共同作用于液滴[43]。7 根焊丝呈现出顺时针螺旋结构,电弧旋转方向为逆时针,焊接时耦合液滴剧烈的自转运动对熔池有强烈的搅拌作用,促进熔池与侧壁之间的传热,增加电弧对侧壁的穿透力[44-45]。
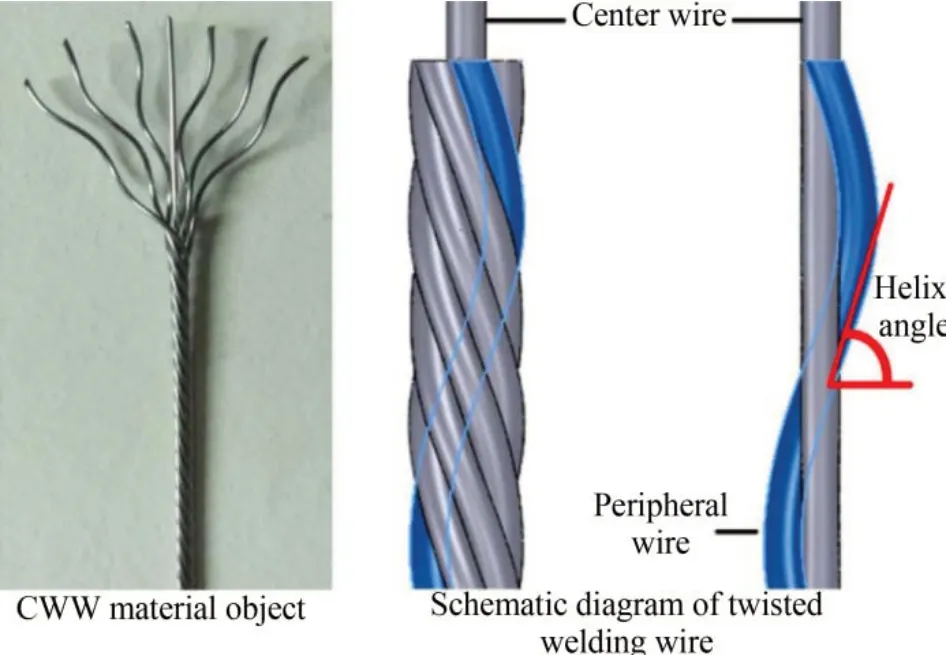
图15 缆式焊丝结构示意Fig.15 Schematic diagram of cable type welding wire structure
Yang[46]研究发现,缆式焊丝中每根焊线的尖端在焊丝进给并围绕中心焊线旋转时熔化,形成耦合电弧,图16 为液滴形成过程,其旋转特性由所使用的缆式焊丝的特定扭矩决定。熔滴形成后由于受到耦合力作用,熔滴在熔池中被加速具有动能,使热传递扩散到焊接熔池的底部,增加焊缝深度。与埋弧焊的单丝焊接相比,缆式焊丝CO2焊接焊缝熔深熔宽均提高。同时熔池中的液态金属表现出涡流流动,液态金属在熔池的中心凹陷。焊接时熔池产生螺旋形状的流动,使热量均匀地分布在整个熔池中。
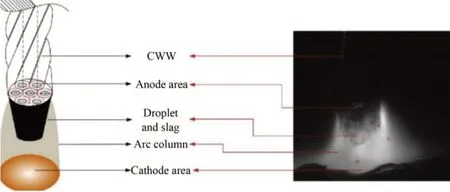
图16 液滴形成过程Fig.16 Droplet formation process
缆式焊丝熔化时的电弧特性与熔滴过渡特性不同于普通的单根焊丝,图17为缆式焊丝焊接中电压、电流、焊丝伸出量对焊接电弧形状的影响。电弧长度随着焊接电流的增加而减小,当焊丝延伸量从30 mm增加到35 mm时,焊丝延伸量对电弧长度有较小影响。电弧宽度随着焊接电流的增加而增加,焊丝延伸量对电弧宽度也产生影响。电弧宽度较大时电弧热量更靠近侧壁,有利于增加侧壁熔深。焊接电弧越靠近熔池,电弧对熔池的搅拌作用影响越大。随着缆式焊丝的不断熔化,熔滴体积逐渐增大,电弧向熔滴颈缩处迁移,电弧迁移周期随熔滴过渡周期减小而变短[47]。
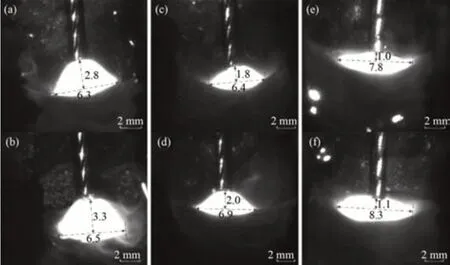
图17 不同焊接参数的电弧形状Fig.17 Arc shape of different welding parameters
缆式焊丝与普通焊丝在埋弧焊中获得焊缝性能有较大差别,Chen[48]发现,两种焊接工艺均具有良好的堆焊成形性能。缆式焊丝埋弧焊的电磁压力和两坡口界面间的温度变化梯度均小于单线埋弧焊。缆式焊丝旋转电弧的作用下,熔池中的液态金属呈螺旋状流动,加快冷却速度降低过热倾向。同时使用A36 为母材,H10Mn2 为焊丝进行焊接实验,发现旋转电弧可以使共析铁素体破碎成碎片,图18为两种焊接接头的显微组织,缆式焊丝埋弧焊堆焊层中粗大的共析铁素体数量减少,组织变得细小均匀。缆式焊丝埋弧焊的硬度大于单线埋弧焊的硬度。使用缆式焊丝旋转电弧焊接时热面积增加,旋转电弧对熔池中的流体产生强烈的搅拌作用,提高焊缝中金属液体流速,有利于气体逸出,同时使元素均匀分布在熔池中。图19 为焊接时电缆型焊丝的运动状态,焊接时焊丝做逆时针旋转。缆式焊丝CO2焊的熔敷率相对于单丝CO2焊提高40%,缆式焊丝埋弧焊相对单丝埋弧焊节能提高25%[49]。

图18 堆焊层显微组织Fig.18 Microstructure of the overlay layer
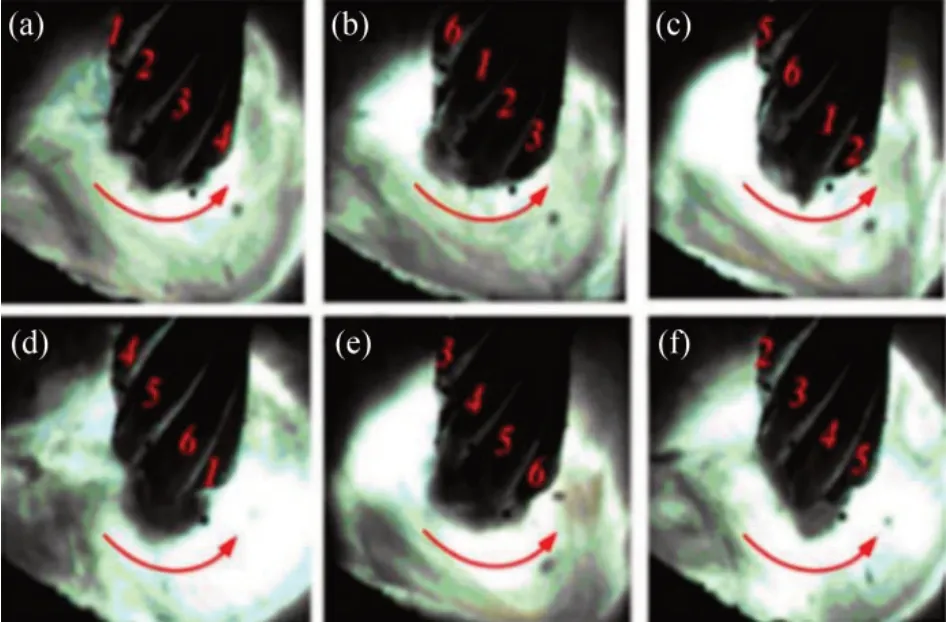
图19 CWW CO2焊接时旋转电弧状态Fig.19 Rotating arc state during CWW CO2 welding
Zhu[50]提出缆式焊丝旋转电弧-激光复合焊接,该系统中缆式焊丝熔化时为焊丝和坡口提供热量,实现高沉积和良好的熔合,旋转电弧-激光有助于熔池中元素混合。使用该技术焊接液化天然气(LNG)储罐钢,21 mm 厚的钢板只需焊接两道,且焊缝成型良好未观察到缺陷。使用旋转电弧-激光复合焊接方法提高了熔覆效率,同时焊缝金属晶粒尺寸没有发生较大生长,EBSD 测试结果显示焊缝区域主要是奥氏体,具有良好的低温稳定性。经过低温处理后平均取向差从0.151°下降到0.102°。Chen[51]使用缆式焊丝焊接AH36 钢,发现电弧旋转频率随扭转圆半径和螺旋角的增大而减小,随焊接电流的增大而增大。圆弧运动可分为圆弧旋转运动、圆弧爬升运动和圆弧摆动运动。电弧呈往复旋转向上运动。旋转电弧促进熔融金属的搅拌,搅拌作用加强了熔融金属的流动,加速熔池向侧壁的传热,提高侧壁熔深、细化焊缝晶粒。
上述缆式焊丝均采用同种材质细丝绞合而成,目前主要应用于焊接领域。柳建[52]创新性地采用绞合思想,设计制备了一款MoNbTaWTi 难熔高熵合金缆式丝材,并开展了MoNbTaWTi 难熔高熵合金线弧增材制造成形实验研究,所制备的MoN‐bTaWTi 难熔高熵合金成形层结构为单一的BCC相,室温平均硬度值为533 HV0.2。同时,基于Nb‐MoTaNiCr 缆式丝材使用TIG 旋转电弧技术制备的FCC固溶体相结构涂层平均硬度为911 HV,超过目前所有已知的BCC结构高熵合金硬度,达到了非晶硬度水平[53]。
使用自旋转缆式焊丝为熔化极,相对非对称钨极旋转和外加磁场焊接更加便捷,只需要制备出缆式焊丝即可。缆式焊丝熔化时熔滴受到多种作用力的耦合作用,熔滴进入熔池时耦合作用力带动熔池旋转,熔池的旋转效果主要和丝材缠绕时的作用力有关,也和熔滴表面张力、电磁力有关,在耦合作用下影响熔滴的过渡行为。此外,陈希章[54]也采用同样方法进行FeCoCrNi 系高熵合金的电弧成形研究,获得较好的合金性能。采用绞合思想制备高熵合金缆丝可以破解高熵合金目前的宏量制丝瓶颈问题,有助于推动高熵合金理论发展与工程化应用水平的提升。
2 旋转电弧焊接技术现存问题
旋转电弧焊接虽然能提高焊缝质量,但是还面临着以下问题;(1)旋转电弧焊接技术目前的应用面还不够广,多应用于窄间隙焊接中;(2)无论是通过外加电磁作用,还是通过机械作用+特殊钨极结构设计实现电弧旋转,其设备相对于传统焊接技术都比较复杂、昂贵,焊接工艺复杂性及生产成本自然也相对较高;(3)通过缆式焊丝自身特殊结构可以方便地实现电弧旋转,但缆丝加工会增加丝材成本进而增加焊接成本。目前国内能进行缆式焊丝加工的企业较少,缆丝生产加工能力还不够强。同时,传统焊接送丝机构的送丝轮式并不适合缆丝,应设计开发缆丝专用送丝机构。这些都导致缆式焊丝旋转电弧技术的应用还比较少。
3 展望
旋转电弧焊接能较好地解决传统熔焊焊接中常见的缺陷,获得的焊接接头具有使用寿命长、综合性能好、成本低等优点。虽然还存在设备复杂、生产成本相对较高以及目前的应用有限等问题。但相信随着旋转电弧焊接技术不断的发展,将会解决现存的问题。根据旋转电弧能解决侧壁不熔,加速焊缝中元素传递的特点,旋转电弧焊接的应用前景主要包含三个方向:
(1)中厚板的焊接。中厚板由于尺寸较大使用普通焊接时需要多次焊接才能把焊缝完全填满,焊接时易出现侧壁未熔的缺陷。
(2)窄间隙焊接。窄间隙焊接时同样会出现侧壁未熔的问题。其次母材之间间隙较窄,焊接时熔化的丝材会往母材一侧偏移,导致焊接失败。旋转电弧对熔池的耦合力作用,使焊缝中金属液体流动性更好。
(3)异种金属焊接焊缝高熵化。异种金属焊接与高熵合金制备均是研究的热点。高熵合金由于制备方法的限制,很难制备出实际使用的零件,采用多种合金填料作为中间层焊接异种金属,高温使得母材和合金丝材熔化并相互扩散,既完成异种金属焊接又制备出高熵合金。旋转电弧对熔池的搅拌作用,使焊缝中元素分布更加均匀,获得高熵化焊缝。旋转电弧技术在造船、海洋工程、石油化工、重型机械和核电等焊接领域拥有广泛的应用前景。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
工程建设与设计(2021年11期)2021-07-28
四川冶金(2019年4期)2019-11-18
模具制造(2019年3期)2019-06-06
舰船科学技术(2016年1期)2016-02-27
焊接(2016年10期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年3期)2015-07-18
