
多测点铠装热电偶绝缘性能改进研究
2024-03-25 03:24王天资陈璐白鸽刘林峰
科技创新与应用 2024年8期
王天资 陈璐 白鸽 刘林峰
摘 要:多测点铠装热电偶温度传感器是航空发动机某截面全周向集成温度测量的专用特殊传感器,绝缘性能是影响其测温精度的关键因素之一。该文首先从产品结构和工作原理等方面分析绝缘性能的影响因素,在此基础上,分别对传感器输入端、传输端、输出端三部分进行结构和工艺分析,开展试验验证,并提出相应改进措施,以从各方面提升传感器绝缘性能。该文提出的改进措施对于指导其他同类铠装热电偶温度传感器性能提升也具有指导意义。
关键词:铠装热电偶;温度传感器;绝缘性能;密封性;电极结构
中图分类号:TP212 文献标志码:A 文章编号:2095-2945(2024)08-0036-05
Abstract: The multi-point armored thermocouple temperature sensor is a special sensor for full circumferential integrated temperature measurement of an aero-engine section, and the insulation performance is one of the key factors affecting its temperature measurement accuracy. In this paper, the influence factors of insulation performance are analyzed from the aspects of product structure and working principle. On this basis, the structure and process of the input, transmission and output of the sensor are analyzed respectively, and the experimental verification is carried out. And put forward the corresponding improvement measures to improve the insulation performance of the sensor from all aspects. These improvement measures are also of guiding significance to guide the performance improvement of other similar sheathed thermocouple temperature sensors.
Keywords: sheathed thermocouple; temperature sensor; insulation performance; tightness; electrode structure
随着现代航空发动机向高温、高压、高转速的“三高”方向发展,发动机排氣温度升高,测温截面温度梯度增大,实时准确地测量全截面排气温度对于提高发动机的安全性、可靠性、稳定性至关重要[1-2]。为全面评估发动机排气温度,通常采用沿发动机截面全周向布置4~8支热电偶温度传感器采集温度信号并通过集电环连接,每路温度信号通过集电环的补偿导线传输至接线盒内并联,再通过接插件将信号输出至控制器进行综合计算[3]。然而,该采用多支热电偶温度传感器与集电环集成测量的方式存在重量大、热电偶输出端与集电环接触部位可靠性低、长时间使用后信号输出不稳定等缺点,为满足航空发动机对排气温度采集与传输系统小型化、轻量化、集成化的改进要求,多测点铠装热电偶温度传感器应运而生。
多测点铠装热电偶温度传感器是通过多路热电偶感温端采集发动机周向各部位温度信号,经铠装电缆传输,在接线盒内将多组温度信号并联,最终由接插件将信号输出至控制器,即在一支传感器实现温度采集和信号传输的功能集成,有效实现减重。铠装热电偶的绝缘性能是影响其测温精度的关键因素之一[4-5]。通常,为保证测温精度准确性,传感器的绝缘电阻要求达到无穷大,在长时使用后绝缘电阻仍可达到20 MΩ以上[6]。然而,受原材料、生产加工工艺等影响,加之多测点铠装热电偶存在多个热电极弯曲变形较大、焊点数较多等问题,易产生密封性不佳情况,进而影响产品的绝缘性能,个别产品使用后绝缘电阻会降低至1 MΩ以下,从而造成温度测量准确性较低情况。
本文首先分析了多测点铠装热电偶温度传感器的工作原理和绝缘性能影响机理,在此基础上依据产品结构特点和生产工艺过程分别对其输入端、传输端和输出端三部分进行绝缘性能改进研究,主要包括连接封装方式、热处理方式、插座结构、钎焊工艺和焊接工装等改进提升,并对相关改进措施进行试验验证,以期提高传感器的绝缘性能。
1 多测点铠装热电偶绝缘性能影响机理分析
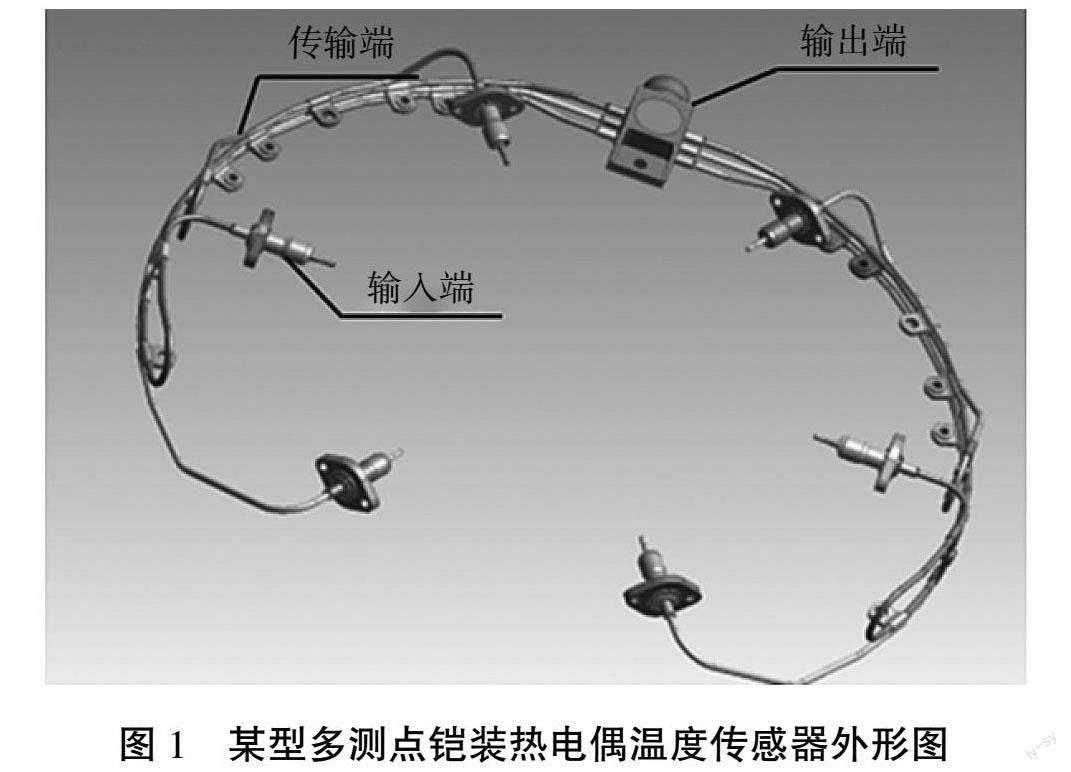
多测点铠装热电偶温度传感器由多支铠装热电极集成并联组成,图1为某型多测点铠装热电偶温度传感器外形图,传感器主要由多个热电极输入端(测温端)、传输端(铠装电缆)、输出端三部分组成,每个热电极输入端测量一个位置的温度热电势变化,多路热电势信号在接线盒内并联后通过插座输出多测点的平均电势。
铠装热电极是将异种热电极偶丝(如镍铬-镍硅、镍铬-镍铝等)用绝缘氧化物(如氧化镁、氧化铝等)及金属套管封装,经特殊工艺拉拔、旋锻制成的可挠坚实组合体,主要包括热电极测温端和铠装电缆部分,图2为铠装热电极内部结构图[7]。热电极内部异种热电极偶丝串联组成为一个回路,当偶丝感温端与连接仪表端(即参考端或冷端)存在温差时,在回路中产生热电势,通过测定热电势的大小并参考分度表即可得到感温端的温度值,此即为热电效应或塞贝克效应[8]。
绝缘性能对热电偶传感器的影响机理可简化为如图3所示的电路模型,当考虑绝缘电阻对热电偶性能的影响时,相当于在热电偶负载两端并入一个绝缘电阻R绝,热电偶并联后的总热电势UL可表示为
UL=EP×■ , (1)
式中:rp为热电偶自身电阻,约0~5 Ω;RX为电子控制器的内阻,为∞;R线为信号传输线的内阻,可忽略不计。则式(1)可简化为[9]
UL=EP×■ 。 (2)
可以看出,如果铠装热电偶绝缘导通,R绝降至接近于0,则对传感器输出信号有明显影响,进而影响传感器的测温精度。
由铠装热电极结构可知,热电极内部填充的氧化镁等氧化物的绝缘性能直接决定了热电偶的绝缘性能。已有研究显示,高纯度氧化镁粉在1 100 ℃以内均具有良好的绝缘性能。然而,当氧化镁粉纯度不高或长期暴露在空气中与水汽接触时,易吸附空气中的水分子形成氢氧化镁(式(3)),氢氧化镁的绝缘性能远低于氧化镁,进而造成绝缘电阻值降低。
MgO(s)+H2O(l)→Mg(OH)2(s) 。 (3)
2 传感器绝缘性能改进研究
经过前述对多测点铠装热电偶温度传感器结构分析,分别对传感器输入端、传输端、输出端三部分进行结构和生产工艺分析,在此基础上制定相应改进措施,提升传感器绝缘性能。
2.1 输入端绝缘性能改进研究
传感器输入端主要由热电极端部、氧化镁粉及端盖组成。热电极端部内偶丝通过激光焊接工艺连接成一个闭合回路,然后填充氧化镁粉并做充分干燥处理,最后将端盖与热电极端部外壳焊接在一起实现密封。通常,端盖与热电极端部采用激光焊连接,若焊接时部分工艺细节注意不当会产生气孔等焊接缺陷。经分析,端盖与热电极端部焊缝之间存在气孔的主要原因是焊接前氧化镁粉干燥不充分,放置在空气中可吸收空气中的水分,焊接时由于温度迅速升高,氧化镁粉中的结晶水汽化形成焊接孔洞。
为验证上述分析的合理性,选取600根热电极,每200根为一组进行试验进行封焊合格率统计。第一组采用干燥箱干燥,干燥后直接取出放置在空气中2 h后进行焊接;第二组采用干燥箱干燥,干燥后直接取出放置在空氣中24 h后进行焊接;第三组采用干燥箱干燥后取出立即进行焊接,焊接时其余待焊热电极放置在红外干燥箱中,焊接时每焊接一根拿取一根。试验后检查焊缝质量,3组热电极端部封焊合格率分别为95%、87%、100%,表明充分干燥对提高热电极焊接质量效果明显。随吸潮现象的加重,热电极端部封焊合格率降低,热电极端部封焊时必须对其进行充分干燥。
另一方面,激光焊焊接熔深相对较小,焊接强度较低,在发动机特殊高温振动条件下易在焊缝处产生裂纹,影响热电极端部密封性,进而影响产品的绝缘性能。为解决该问题,设计了如图4所示的结构,即在热电极端部采用高温冷拉焊丝进行氩弧焊封焊,焊丝材料与热电极外壳材料相同,焊接过程中,采用纯铜工装对热电极端部焊接处进行包裹和定位,并减少由于焊接高温产生的热应力,在提高结构强度的同时实现焊料与热电极金属外壳完全融合,有效避免由于前期端盖焊接结构焊缝失效造成的脱落或内部吸潮现象,保证了铠装热电偶的绝缘性能。
2.2 传输端绝缘性能改进研究
多测点铠装热电偶的传输端主要为铠装电缆经过弯曲、旋锻等变形工艺生产,单路铠装热电偶传输端通常采用整支铠装电缆加工,密封性相对较好。然而,由于多测点铠装热电偶主要功能为测量发动机某截面周向多点温度,需对铠装电缆进行较大程度的弯曲加工成型。铠装电缆外套管通常为GH3039、GH3128等高温合金材料,其进行弯曲变形前若热处理工艺设置不当,易在弯曲过程中铠装电缆外套管产生宏观或微观裂纹(图5),导致电缆内部氧化镁绝缘层外露,进而发生吸潮,从而降低绝缘性能[10]。
(a)宏观裂纹 (b)微观裂纹
本研究选取GH3128为铠装电缆外套管材料的表面质量良好的铠装电缆(1#)、表面粗糙度大的铠装电缆(2#)和弯曲变形后已产生裂纹的同段铠装电缆尾部(3#)样品分别进行900 ℃和1 100 ℃不同时间热处理退火,试验结果见表1。结果表明,经过900 ℃退火处理不同时间后,铠装电缆弯曲后均产生裂纹。2#样品经过10 h退火后弯曲即产生裂纹;1#样品经过40 h退火后弯曲也产生裂纹;经过1 100 ℃、40 h热处理退火后对3种样品弯曲均未发现裂纹。图6(a)和图6(b)分别为经过不同温度10 h退火后铠装电缆外套管材料的微观形貌,可以看到,经过900 ℃退火后,显微组织中有较多的颗粒状析出物,而经过1 100 ℃退火后,显微组织中无颗粒状析出物分布。这是由于GH3128合金在850~950 ℃易析出大量颗粒状μ相,μ相属于有害的硬脆相,塑性相的晶粒被硬脆相分割并分布在晶界上易产生应力集中,大大降低金属的塑性;而经过1 100 ℃高温固溶处理后,可有效将硬脆的μ相溶解,从而改善材料的塑性。
(a) 经900 ℃退火 (b) 经1 100 ℃退火
2.3 输出端绝缘性能改进研究
多测点铠装热电偶的输出端主要包括用于将多路铠装热电极传输端收集并联和将其转接至插座端的接线盒及用于信号集成输出的插座,接线盒与铠装热电极电缆间采用火焰钎焊连接,接线盒与插座采用氩弧焊焊接密封,插座焊杯通过银铜焊与偶丝连接。输出端各处若密封性不好,空气中的水汽将通过非密封点进入插座和接线盒内部与铠装热电极内部氧化镁绝缘物接触,导致绝缘性能降低。因此,对于输出端主要通过插座结构改进设计、细化火焰钎焊工艺、设计专用焊接散热工装等方式提高产品绝缘性能。
2.3.1 插座结构改进设计
多测点铠装热电偶的插座为常规圆形插座,插座外壳与插针之间通过玻璃烧结形成密封性绝缘体。表2对比了采用氩弧焊和银铜焊焊接后通过氦质谱检漏仪测试插座气密性结果,可以看出,经过氩弧焊和银铜焊后插座气密性均有所降低,氩弧焊对插座气密性影响更大,较焊接前泄漏量增加3个数量级。这主要是由于插座与接线盒的连接焊缝与玻璃烧结面间距离较近,氩弧焊接时产生的高温易导致玻璃烧结面受热变形,因玻璃烧结面与插座外壳差异产生缝隙使插座气密性下降。
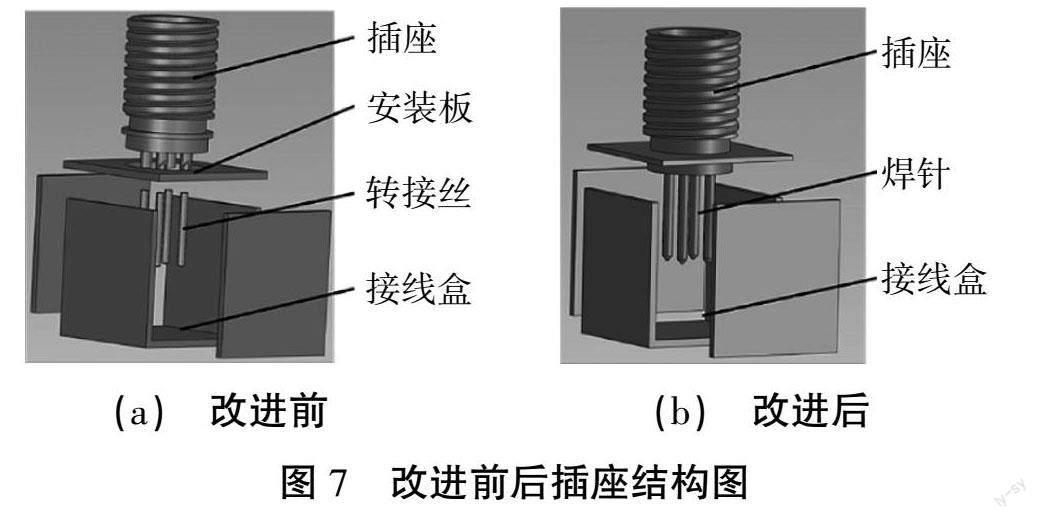
为尽可能避免焊接过程对传感器输出端气密性的影响,对插座结构进行改进设计。如图7所示,主要在两方面做了改进设计:①插座一体化设计,将原有安装板作为插座壳体的一部分,实现插座与接线盒焊接位置远离玻璃烧结面;②对接触件结构进行改进,将焊杯和转接丝整合为焊针,省略银铜焊。经过试验验证,改进后结构的密封性明显提升。
(a) 改进前 (b) 改进后
2.3.2 细化火焰钎焊工艺
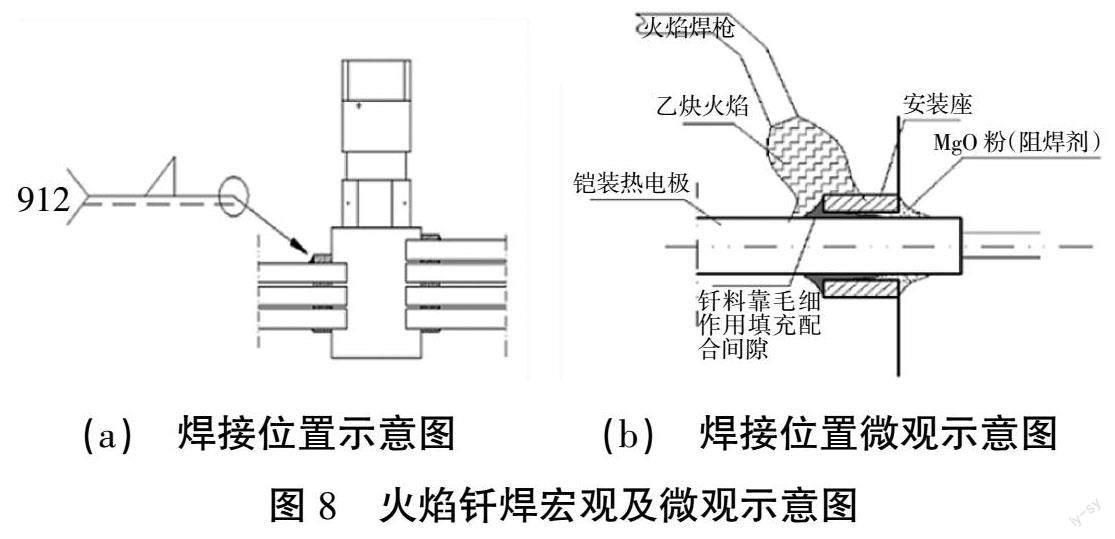
多测点铠装热电偶接线盒与铠装热电极电缆间的焊接质量是影响输出端密封性的另一关键位置,该位置采用火焰钎焊进行焊接密封,图8为焊接位置宏观及微观示意图。焊接工艺流程为首先通过专用工装进行热电极组件装配固定,然后在铠装热电极电缆尾部接线盒内侧涂MgO溶剂作为阻焊剂,为防止钎焊焊料熔融状态时流淌至接线盒内部电缆端面污染铠材内部绝缘氧化物,最后在待焊接处涂钎料进行焊接。因此,影响该位置焊接质量的因素主要有零件清洁程度、阻焊剂配比、焊接放置方式等,需在焊接时进行精细化研究。
(a) 焊接位置示意图 (b) 焊接位置微观示意图
1)零件清洁程度。零件清洁程度对焊接质量有较大影响,当接线盒内外部表面和铠装热电极电缆表面存在油污、杂质等且位于热电极电缆与接线盒配合待焊处时,将影响焊缝金属熔合和焊接牢固性。因此,焊接前需对待焊零件采用无水乙醇或丙酮充分洁净清洗。
2)阻焊剂配比。多测点铠装热电偶接线盒与铠装热电极电缆间的火焰钎焊钎料和阻焊剂涂覆位置如图9所示,阻焊剂主要用于防止钎焊焊料熔融状态时流淌至接线盒内部电缆端面污染铠材内部绝缘氧化物。阻焊剂采用氧化镁粉和去离子水按一定比例配制,其配比将直接影响待焊部位的焊接效果。
为了验证不同浓度配比的氧化镁阻焊劑的涂覆效果,将氧化镁粉与去离子水(质量比)按照1∶1~1∶4.5进行配比进行涂覆试验,观察阻焊剂的流布情况(表3)。结果表明,当氧化镁粉∶去离子水(质量比)=1∶1时,无法形成有效的糊状物,混合物为半粉末状态,涂覆后混合物易脱落,不能起到有效黏接阻焊作用;氧化镁粉∶去离子水(质量比)=1∶3.5(或大于3.5)时,混合物为液态,涂覆后阻焊剂可流淌至待焊区域等其他部位,阻焊效果不佳;氧化镁粉∶去离子水(质量比)=1∶3时,氧化镁粉与去离子水能够形成黏度较好的糊状物,涂覆后黏接和阻焊效果良好。
3)焊接放置方式。根据钎焊连接原理,由于钎料在高温条件下呈液态,待焊工件的摆放方式将影响钎料的流淌性最终影响焊接效果。图10分别研究了水平放置和垂直放置对焊缝的微观影响,由显微分析结果可知,采用水平放置焊接,焊缝末端可能存在钎料未流布区域,而采用竖直放置的方式,在重力作用下焊缝钎料流布均匀,填充密实。因此,垂直放置焊接更有利于焊料填充提高焊接质量。
(a) 水平焊接 (b) 垂直焊接
综上,通过提高零件洁净程度、合理调配阻焊剂、采用垂直放置方式钎焊均有利于改善焊缝质量,提高传感器接线盒与铠装热电极电缆间的焊接密封性。
2.3.3 设计专用焊接散热工装
为进一步提高传感器输出端焊接质量,将插座与接线盒焊接位置远离玻璃烧结面的同时设计了专用焊接散热工装,焊接工装为两半圆形纯铜零件,焊接时可将插座包裹,迅速将焊接热量散失,进一步避免玻璃封接面承受较高温度。为了验证焊接工装的有效性,按照传感器输出端结构试制(图11)的试验件,接线盒内部灌封氧化镁粉,焊接插座时用红外温度计对玻璃封接面进行监控,结果显示在相同焊接工艺条件下,采用焊接工装后玻璃封接面温度(约140 ℃)可降至原未采用焊接工装的玻璃封接面温度的一半(约300 ℃)。
3 结论
1)充分干燥后焊接对提高热电极焊接质量效果明显,热电极端部采用高温冷拉焊丝进行氩弧焊封焊替代激光焊焊接,并在焊接时采用纯铜工装也可改善热电极端部密封效果,提高绝缘性能。
2)多测点铠装热电偶传输端铠装电缆弯曲变形前进行适当温度固溶处理可有效将硬脆杂质相溶解,改善材料的塑性,进而保证铠装热电极电缆弯曲质量。
3)通过插座结构改进设计、细化火焰钎焊工艺、设计专用焊接散热工装等方式也可提高传感器输出端的密封性能,接线盒与铠装热电极电缆间的火焰钎焊工序中,提高零件洁净程度、合理调配阻焊剂、采用垂直放置方式钎焊均有利于改善焊缝质量,从而改善传感器的绝缘性能。
参考文献:
[1] 李国鸿,郭海东,左思佳.航空发动机排气温度测量通道故障智能检测方法研究[J].测控技术,2019,38(12):60-65.
[2] 王兵.航空发动机排气温度测量装置研究[D].苏州:苏州大学.
[3] 吴虹,季江华.发动机排气温度测量方法分析[J].测控技术,2014(33):146-151.
[4] 秦彩霞,翟小英,牛晓利.铠装热电偶绝缘电阻的分析与改进[J].仪器仪表用户,2014,21(1):22-23.
[5] 黄振军.某斯特林用铠装热电偶使用寿命与其影响因素的研究[J].柴油机,2016,38(4):50-52.
[6] 苏杏丽.铠装热电偶电缆及铠装热电偶国内外标准化情况分析[J].自动化仪表,2017,38(8):68-72.
[7] 王魁汉.温度测量实用技术[M].北京:机械工业出版社,2007.
[8] 王天资,任侃,张磊,等.镍铬-镍硅铠装热电偶测温精度影响分析[J].测控技术,2018,37(S2):308-311.
[9] 钱富和.铠装热电偶绝缘电阻及其影响因素[J].工业仪表与自动化装置,1991(2):58-62.
[10] 王剑星,张立新,肖翔,等.铠装热电偶电缆在弯曲加工过程中的断裂原因[J].理化检验-物理分册.2022,58(4):49-51.
猜你喜欢
时代汽车(2024年2期)2024-03-24
成都信息工程大学学报(2022年4期)2022-11-18
装备制造技术(2021年4期)2021-08-05
煤气与热力(2021年5期)2021-07-22
制造技术与机床(2019年11期)2019-12-04
电子制作(2019年12期)2019-07-16
成都信息工程大学学报(2019年1期)2019-05-20
电子制作(2018年12期)2018-08-01
通信电源技术(2016年6期)2016-04-20
梧州学院学报(2015年3期)2015-02-28
