
硬脂酸稀土在全钢巨型工程机械子午线轮胎胎圈护胶中的应用
2024-03-29 04:57陈垚坤朱志鹏黄晶晶王剑锋朱伟杰
轮胎工业 2024年3期
陈垚坤,朱志鹏,黄晶晶,林 杰,王剑锋,朱伟杰
(海安橡胶集团股份公司,福建 莆田 351254)
胎圈护胶是轮胎上唯一与车辆直接接触的部件,在车辆行驶中会受到反复伸张、压缩变形和摩擦,因此胎圈护胶应具有较高的硬度和拉伸强度以及良好的耐磨和耐热氧老化性能。
天然橡胶(NR)以其力学性能和加工性能优异且成本低等特点被广泛应用于轮胎。然而,NR结构中存在大量不饱和双键导致其耐老化性能较差,一般通过添加防老剂来提高NR制品的耐老化性能[1-2]。常用的芳香胺类和受阻酚类防老剂含有小分子有机化合物,用于橡胶制品时易在橡胶表面析出导致其耐老化效果降低,同时会对环境造成污染。
在橡胶工业中,稀土元素目前主要用于制备高性能合成橡胶的催化体系[3]。近年来,研究人员发现某些含有稀土元素的化合物也可以作为硫化促进剂、填料、交联剂等直接添加到橡胶制品中[4]。稀土元素的外层电子排布为4f0-145d1-106s2,存在许多空轨道,这些空轨道对高分子复合材料在热氧老化过程中产生的自由基有较强的吸附能力,有研究表明,稀土离子与某些含有氧、氮、硫的有机物形成的配合物可以有效延缓高分子复合材料的热氧老化[3,5-6]。
本工作研究2种硬脂酸稀土对全钢巨型工程机械子午线轮胎胎圈护胶的硫化特性、物理性能和耐热氧老化性能的影响。
1 实验
1.1 主要原材料
NR,STR10#,泰国产品;聚丁二烯橡胶(BR),牌号CB60,美国产品;炭黑N330,卡博特化工(天津)有限公司产品;防老剂4020,圣奥化学科技有限公司产品;硬脂酸铈和硬脂酸镧,湖北兴恒业科技有限公司产品;B型防护蜡,青岛莱茵化学有限公司产品。
1.2 主要设备和仪器
X(S)M-1.5×(10-100)型智能实验密炼机和XK-160型开炼机,大连橡胶塑料机械股份有限公司产品;GK-400N型密炼机和GK-270N型密炼机,益阳橡胶塑料机械集团有限公司产品;GH-50T型平板硫化机,泉州金鹰机械有限公司产品;GT-M2000A型无转子硫化仪,高铁检测仪器(东莞)有限公司产品;LX-A型硬度计、JC-1076型阿克隆磨耗机和401A型热老化试验箱,江都精诚仪器有限公司产品;UT-2080型拉力试验机,中国台湾优肯科技股份有限公司产品;YS-Ⅲ型橡胶压缩生热试验机,北京澳玛琦科技发展有限公司产品。
1.3 试验配方
NR 50,BR 50,炭黑N330 70,防老剂(变种类) 1,B型防护蜡 0.5,其他 20。
1#,2#和3#配方使用的防老剂分别为防老剂4020、硬脂酸铈和硬脂酸镧。
1.4 试样制备
1.4.1 小配合试验
小配合试验胶料采用两段混炼工艺,一段混炼在X(S)M-1.5×(10-100)型智能实验密炼机中进行,转子转速为50 r·min-1,压砣压力为0.6 MPa,初始温度为80 ℃,混炼工艺为:加入NR和BR→压压砣30 s→提压坨,加入除硫黄、硫化促进剂和防焦剂以外的所有原料→压压砣,混炼60 s→提压砣,清扫5 s→压压砣,混炼30 s→排胶(150±5℃)。一段混炼胶在室温下停放8 h后进行二段混炼,二段混炼在XK-160型开炼机上进行,混炼工艺为:将辊距调为3 mm→加入一段混炼胶→包辊→加入硫黄、促进剂和防焦剂→左右割刀各3次→将辊距调至最小→打3次三角包→将辊距调为3 mm→下片。混炼胶停放8 h后在平板硫化机上硫化,硫化条件为143 ℃/15 MPa×120 min。
1.4.2 大配合试验
大配合试验胶料采用两段混炼工艺,一段混炼在GK-400N型密炼机中进行,转子转速为40 r·min-1,压砣压力为0.5 MPa,混炼工艺与小配合试验一段混炼胶相同。二段混炼在GK-270N型密炼机中进行,转子转速为30 r·min-1,压砣压力为0.3 MPa,混炼工艺为:加入一段混炼胶、硫黄、促进剂和防焦剂→压压砣,混炼40 s→提压砣,清扫5 s→压压砣,混炼30 s→排胶(100±5℃)。混炼胶停放8 h后在平板硫化机上硫化,硫化条件为143℃/15 MPa×120 min。
1.5 性能测试
胶料的各项性能均按照相应的国家标准进行测试。
2 结果与讨论
2.1 小配合试验
2.1.1 硫化特性
小配合试验混炼胶的硫化特性如表1所示,其中CRI是加硫指数,CRI=100/(t90-ts2)。

表1 小配合试验混炼胶的硫化特性(143 °C)
从表1可以看出,与1#配方混炼胶相比,2#和3#配方混炼胶的t90延长,CRI减小,这表明加入硬脂酸稀土可以减小胶料的硫化速度,延长硫化时间。此外,2#配方混炼胶的ts2延长,这表明其具有更好的加工安全性能。巨型工程机械子午线轮胎的厚度很大,在硫化过程中经常出现外部胶料过硫化而内部胶料欠硫的现象,胎圈护胶属于轮胎外部胶料,在硫化过程中与加热部件直接接触,硫化速度轻微地减小不会影响其最终性能,因此不需要改变胶料的硫化体系。
2.1.2 物理性能
小配合试验硫化胶的物理性能如表2所示。
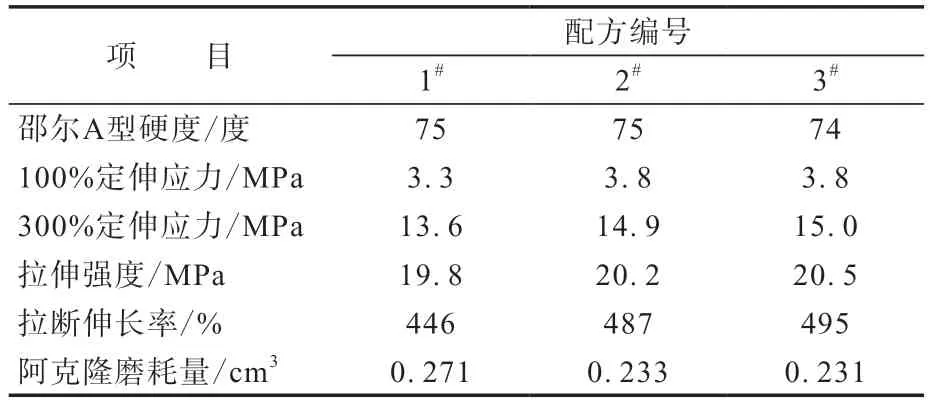
表2 小配合试验硫化胶的物理性能
从表2可以看出,与1#配方硫化胶相比,2#和3#配方硫化胶的拉伸强度和拉断伸长率均有一定程度的提高,阿克隆磨耗量分别减小14.0%和14.8%,胶料的耐磨性能提高。分析认为:橡胶在应力作用下发生拉伸变形的过程中,原本杂乱分布的分子链会形成有序的取向排布,其链端自由基与含有空轨道的稀土元素之间的距离发生变化,形成“瞬时络合物”,胶料的瞬时交联密度增大,力学性能增强,稀土元素对胶料起到补强的作用;“瞬时络合物”的形成也是胶料耐磨性能提高的主要原因,稀土材料在以卷曲磨损为主的负重滚动摩擦过程中提高了抵抗磨粒撕裂的能力,阻碍了磨损花纹的形成,从而提高胶料的耐磨性能。
2.1.3 耐老化性能
在100 ℃热氧条件下经1—4 d老化后,小配合试验硫化胶的物理性能如表3所示,拉伸强度保持率和拉断伸长率保持率分别如图1和2所示。
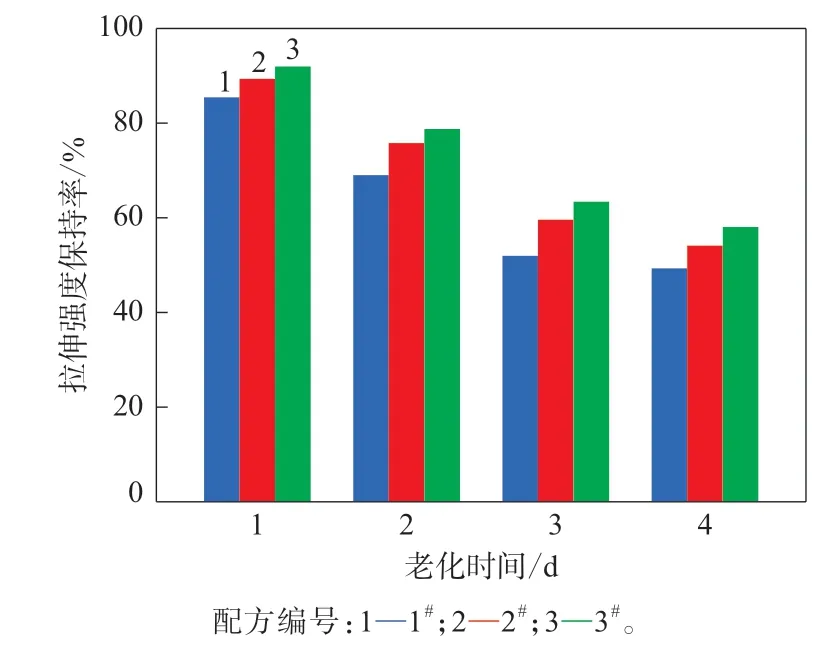
图1 老化后小配合试验硫化胶的拉伸强度保持率
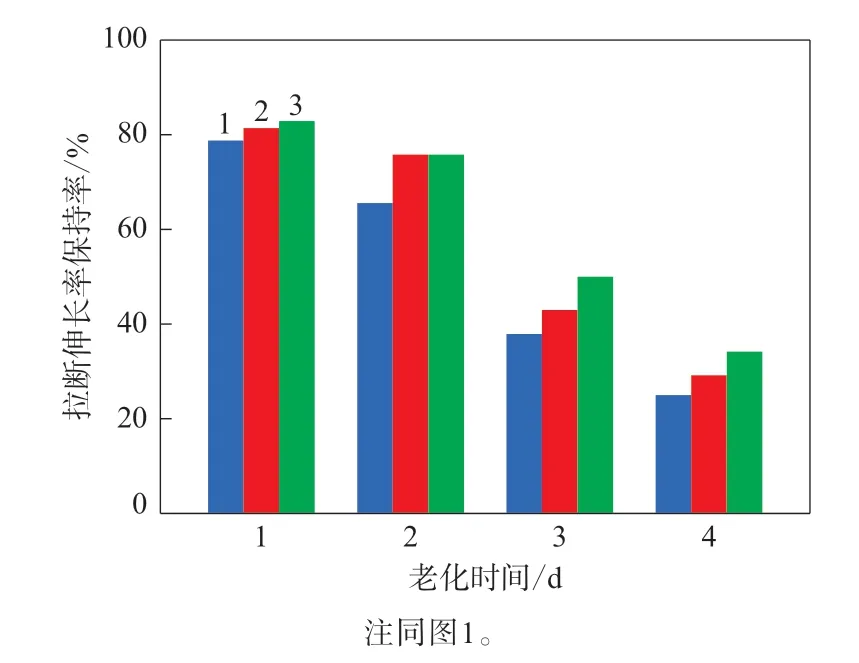
图2 老化后小配合试验硫化胶的拉断伸长率保持率

表3 老化后小配合试验硫化胶的物理性能
从表3可以看出,1#—3#配方硫化胶的拉伸强度和拉断伸长率均随着老化时间的延长而降低,但2#和3#配方硫化胶的拉伸性能总是优于1#配方硫化胶,这主要与“瞬时络合物”的形成有关。
从图1和2可以看出,在老化过程中,采用硬脂酸稀土的硫化胶的拉伸强度保持率和拉断伸长率保持率均好于采用防老剂4020的硫化胶,这说明相较于防老剂4020,硬脂酸稀土对提高胶料的耐热氧老化性能效果更好。此外,与2#配方硫化胶相比,3#配方硫化胶在老化前后的拉伸强度和拉断伸长率都更大,老化后二者的保持率也更高,这说明硬脂酸镧比硬脂酸铈的防护效果更佳。
含有不饱和双键的橡胶的热氧老化主要以自由基的链式自催化氧化反应为主,老化过程中橡胶分子在高温环境下与氧气形成活泼的自由基,这些自由基会破坏橡胶分子的交联结构,导致胶料力学性能降低。存在大量空轨道的稀土元素可以吸附橡胶老化过程中形成的游离自由基,终止老化的链式反应,阻止交联结构被破坏,从而起到防老化效果。
2.2 大配合试验
2.2.1 硫化特性
大配合试验混炼胶的硫化特性如表4所示。
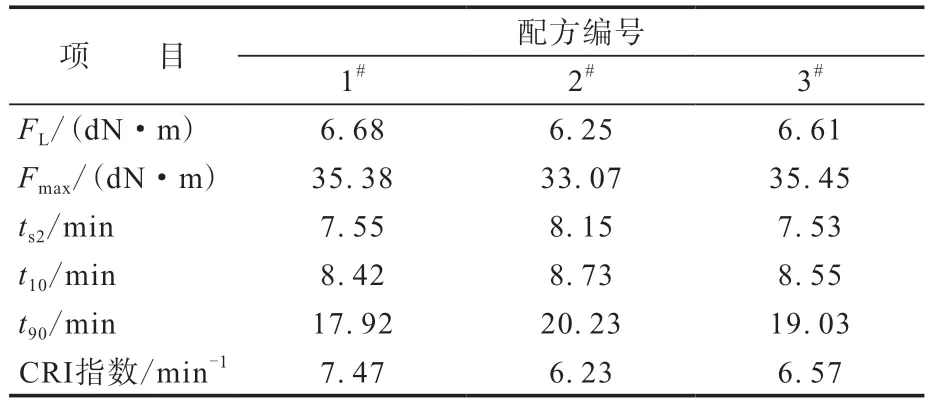
表4 大配合试验混炼胶的硫化特性(143 °C)
从表4可以看出,加入硬脂酸稀土可以延长胶料的安全焦烧时间,减缓硫化速度,与小配合试验基本一致。
2.2.2 物理性能
大配合试验硫化胶的物理性能如表5所示。
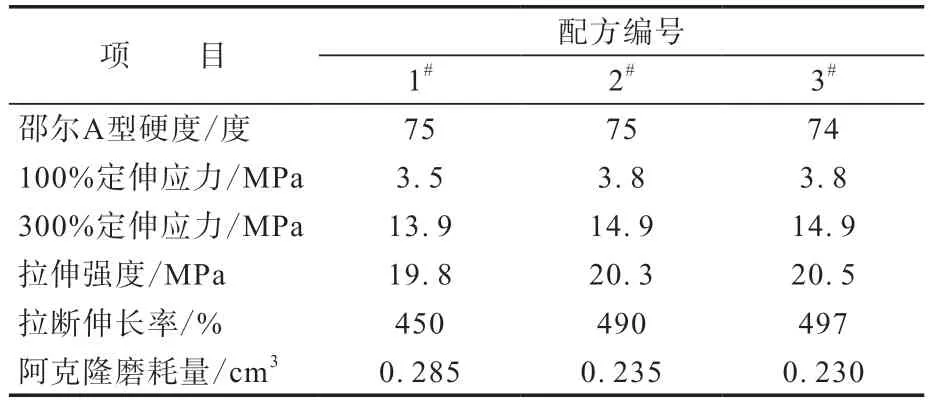
表5 大配合试验硫化胶的物理性能
从表5可以看出,大配合试验结果与小配合试验结果相似,在胶料中加入硬脂酸稀土可以提高胶料的拉伸和耐磨性能。
3.2.3 耐老化性能
在100 ℃热氧条件下经1—4 d老化后大配合试验硫化胶的物理性能如表6所示,拉伸强度保持率和拉断伸长率保持率分别如图3和4所示。
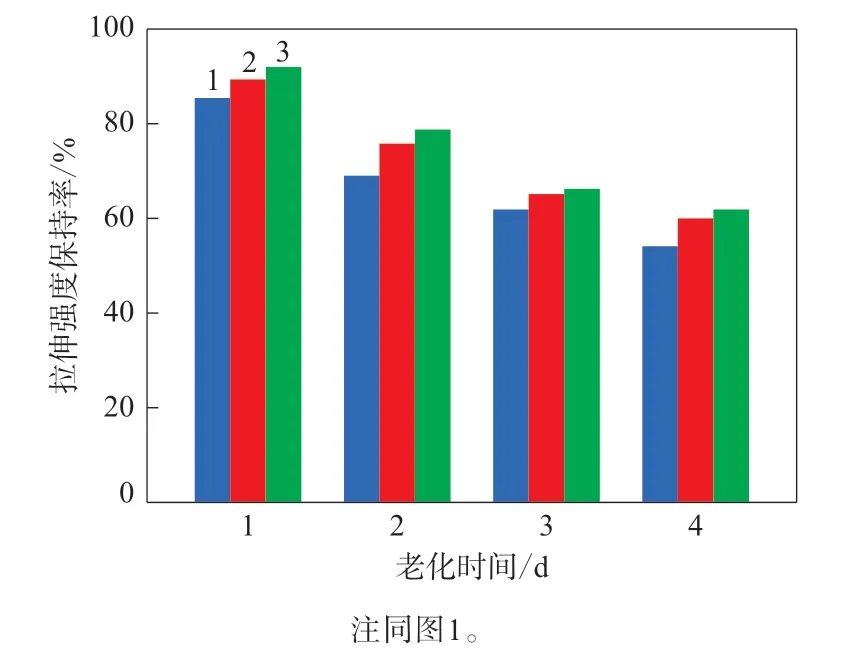
图3 老化后大配合试验硫化胶的拉伸强度保持率

图4 老化后大配合试验硫化胶的拉断伸长率保持率

表6 大配合试验硫化胶老化后的物理性能
从表6以及图3和4可以看出,老化后2#和3#配方硫化胶的拉伸性能及其保持率均好于1#配方硫化胶,相较于防老剂4020,硬脂酸稀土对胶料耐老化性能的提升效果更好,这与小配合试验结果基本一致。
3 结论
(1)与防老剂4020相比,使用硬脂酸稀土的胶料的硫化速度减慢,拉伸强度和拉断伸长率提高,阿克隆磨耗量减小。
(2)100 ℃×(1—4) d热氧老化后,相较于添加防老剂4020的胶料,添加硬脂酸稀土的胶料的拉伸强度和拉断伸长率以及二者的保持率更高,耐老化性能更优,有利于延长胶料的使用寿命。
猜你喜欢
建材发展导向(2023年3期)2023-02-06
山东陶瓷(2021年5期)2022-01-17
昆钢科技(2021年6期)2021-03-09
中国蜂业(2019年3期)2019-04-03
橡胶工业(2018年7期)2018-07-23
橡胶科技(2018年4期)2018-02-17
西南国防医药(2016年6期)2016-12-01
橡胶科技(2016年1期)2016-07-31
当代化工研究(2016年7期)2016-03-20
池州学院学报(2015年3期)2016-01-05
