
T91-奥氏体不锈钢异种钢接头热处理工艺研究
2024-04-07 09:03王静鸽银润邦鲁进波朱超兵莫其鹏
金属加工(热加工) 2024年3期
王静鸽,银润邦,鲁进波,朱超兵,莫其鹏
东方电气集团东方锅炉股份有限公司 四川德阳 618000
1 序言
随着电站锅炉高参数,大容量,低排放的发展历程,使用的材料等级越来越高,种类也越来越多,目前在100万kW超超临界锅炉的高过、屏过及高再等部件中,既用到T91、T92高等级铁素体类材料,又用到S30432,HR3C等新型奥氏体不锈钢材料,在这类产品生产中就不可避免地存在9Cr马氏体钢与奥氏体钢异种钢的焊接[1]。由于两类钢的化学成分、组织结构、物理性能和力学性能存在着较大的差异,因此焊接难度较大,对焊接操作及焊后热处理的要求也比较高。合适的焊后热处理工艺关乎着电站锅炉用钢的使用性能[2]。
膜式壁管屏中存在高等级材料的异种钢接头,该类异种钢接头材质主要为T91材质与奥氏体不锈钢钢管对接。此类SA-213T91+SA-213TP347HFG异种钢接头的热处理工艺,两种母材的热处理条件都要考虑,ASME标准及GB/T 16507系列标准中均要求SA-213T91材料制造的受压件任意厚度的焊接,焊后都必须进行热处理,在ASME中规定最低保温温度≥705℃,在GB/T 16507.5—2022《水管锅炉 第5部分:制造》中规定最低保温温度≥730℃。SA-213TP347HFG材料的Fe81类材质热处理在两种标准中都不做规定。
依据GB/T 16507.5—2022中SA-213T91+SA-213TP347HFG异种钢最低保温温度可达到705℃。但SA-213T91与奥氏体焊接的异种钢接头,焊后热处理应避开脆化温度敏感区,防止晶间腐蚀和σ相脆化。一般工厂为热处理稳妥保障,热处理温度不会做到最下限,但降低热处理温度一方面有利于降低热处理成本,另一方面在现场服务、返修条件有限或工况限制时,有利于解决因热处理温度高引起热膨胀应力过大而拉裂的问题。目前多数单位开展了一些关于SA-213T91以及SA-213TP347HFG 同种钢、异种钢的焊接工艺,在焊接接头的蠕变、疲劳性能、失效机制,以及焊接接头的运行可靠性等方面的研究工作[3],还没有此类异种钢接头允许的最低热处理温度工艺研究。因此,研究此类异种钢接头的最低热处理温度就很有必要。此次试验依据新版GB/T 16507.5—2022,主要从保温温度和保温时间两方面来展开不同热处理工艺研究。分别开展SA-213T91+SA-213TP347HFG异种钢接头在715℃、730℃和750℃3种热处理温度,以及在保温时间1.5h与返修情况下保温时间3h的组合热处理工艺研究,共开展715℃×1.5h、730℃×1.5h、750℃×1.5h、715℃×3h、730℃×3h和750℃×3h这6组不同热处理规范试验,为以后类似材料产品的热处理工艺提供借鉴及参照。
2 试验材料及方法
2.1 试验材料及焊接条件
试验母材为φ63.5mm×11.5mm的SA-213T91钢管和φ63.5mm×11.5mm的SA-213TP347HFG钢管,SA-213T91钢管与SA-213TP347HFG钢管对接坡口形式如图1所示。焊接方法采用自动热丝TIG焊,焊接材料采用ERNiCr-3焊丝,直径1.0mm,试验共分6组(编号为YC5、YC3、YC1、YD5、YD3和YD1),6组试样所需母材均在同一根SA-213T91钢管与SA-213TP347HFG钢管上取样,且所有试样在同一台直管热丝TIG焊设备上进行焊接,焊接电流130~240A,电弧电压8.5~13V,直流正接,焊接速度8~14 cm/min,保护气体99.99% Ar。
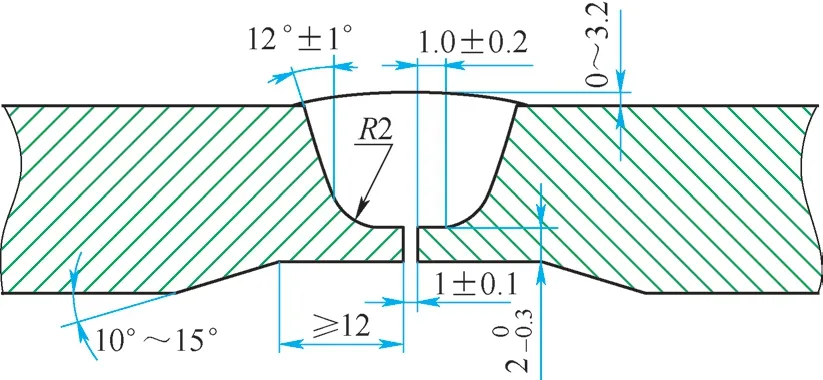
图1 SA-213T91+SA-213TP347HFG钢管对接坡口形式
2.2 热处理工艺
热处理设备采用台车炉,进行整体热处理。6组试样不同热处理工艺如图2所示。
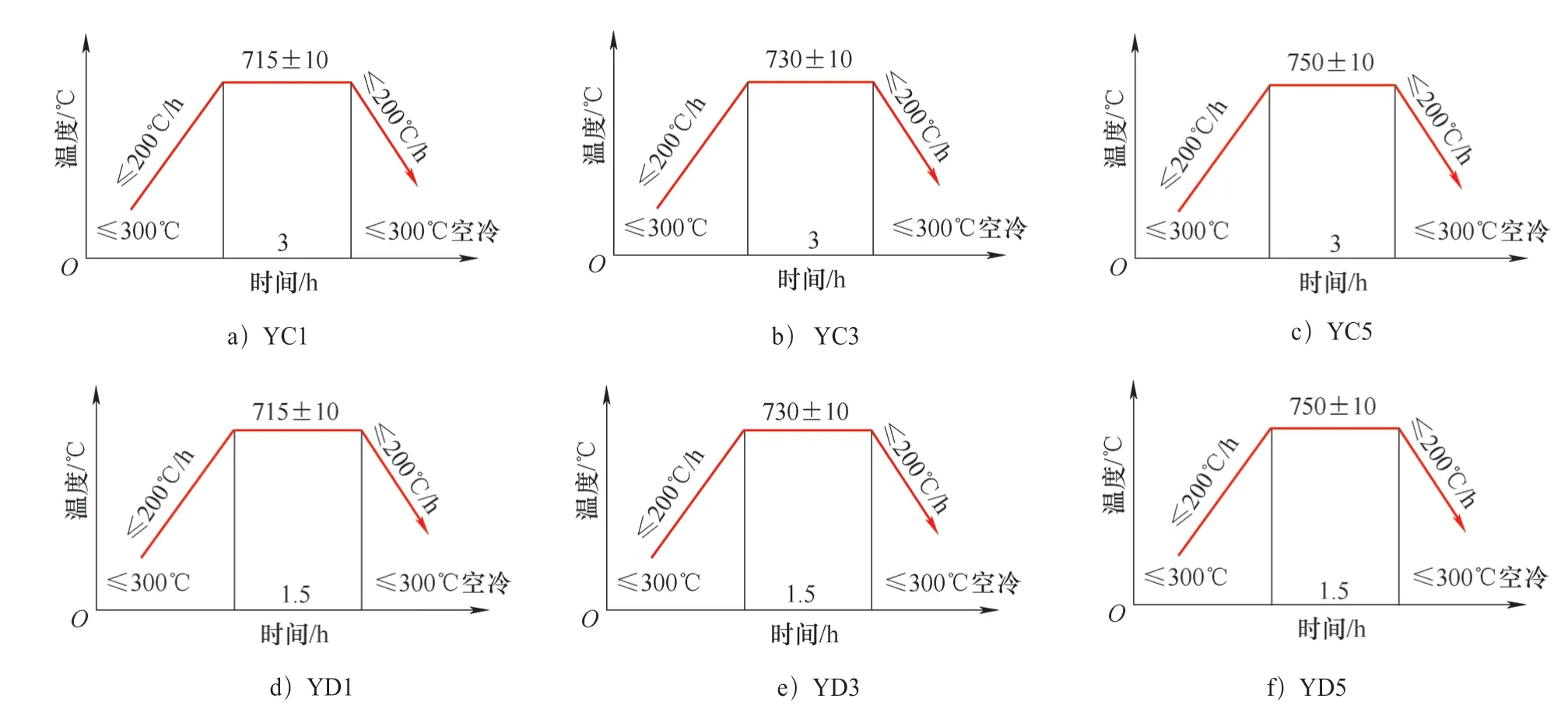
图2 6组不同热处理工艺
2.3 检测方法
对热处理后的试件进行化学成分分析,按NB/T 47014—2011《承压设备焊接工艺评定》进行力学性能试验和宏微观显微金相检测,包括拉伸试验、弯曲试验、冲击试验、硬度检测与接头宏微观显微金相检测,以及T91热影响区铁素体占比测量。具体为每个YC1、YC3、YC5、YD1、YD3和YD5异种钢接头,做常温拉伸2个、面弯2个、背弯2个;常温冲击在焊缝区3个,SA-213T91热影响区3个,SA-213TP347HFG热影响区3个;维氏硬度在热影响区3个、焊缝区5个、母材区5个。试样分别在T/4和T/2处取样,接头宏观、微观金相检验各1组。
3 试验结果及分析
3.1 无损检测结果
所有异种钢接头焊后按NB/T 47013.2—2015《承压设备无损检测 第2部分:射线检测》 规定的II级进行100%RT检测,检测范围为焊缝及两侧各100mm区域,检测结果均一次合格。
3.2 母材化学成分分析
焊缝、母材及焊丝化学成分分析结果见表1。焊缝化学成分根据AWS A5.14M:2018《镍和镍合金光填充丝和焊丝标准》中对ERNiCr-3焊丝的规定进行分析,相比原始态有较大差别的主要是Ni、Fe元素。Ni元素因发生了一定程度的由焊缝向T91热影响区的扩散而降低,Fe元素因从T91热影响区向焊缝扩散而升高[4]。其余主要成分在焊丝规定的范围内。
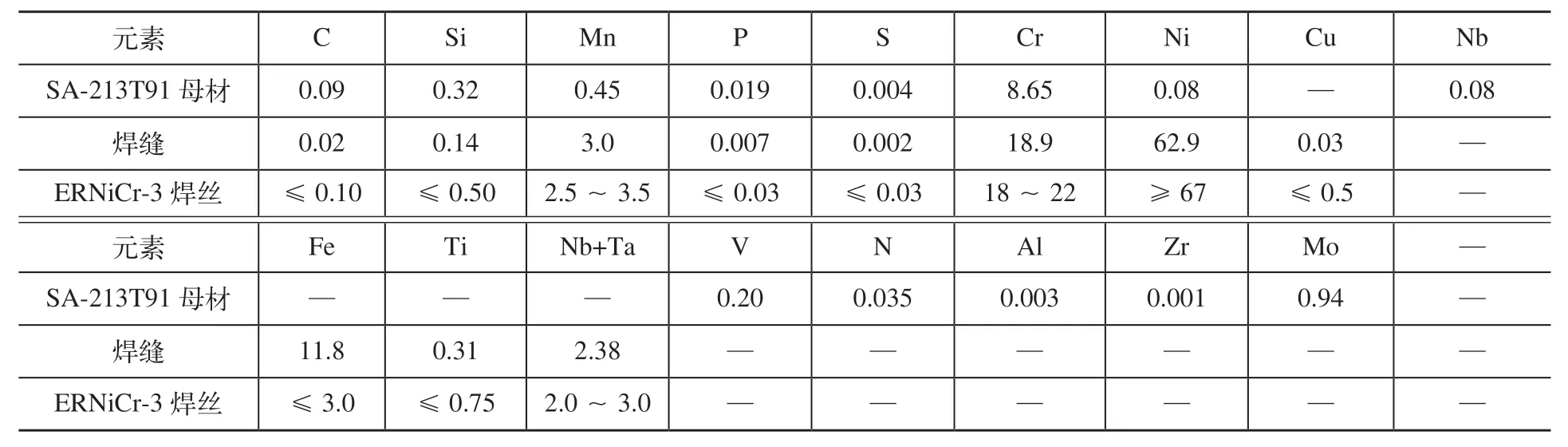
表1 焊缝、母材及焊丝化学成分(质量分数)(%)
3.3 常温力学性能
常温力学性能检测结果见表2。从表2可看出,6组热处理工艺下的抗拉强度相差不大,在609~637MPa之间,其数值均大于母材标准抗拉强度的下限值550MPa,满足NB/T 47014—2011规定的要求。YD1、YD3和YC5断裂位置在焊缝上,YD5、YC1和YC3断裂位置在一侧母材上。YC5(热处理工艺750℃×3h)抗拉强度最大。每个热处理工艺试样分别做2个面弯和2个背弯,结果显示6组试样均无开口缺陷,弯曲性能全部合格。

表2 常温力学性能检验结果
从表2还可看出,6组冲击值具有相同的规律,接头中S A-213T91热影响区冲击值最高,焊缝和SA-213TP347HFG热影响区冲击值比较接近,SA-213TP347HFG热影响区的冲击值稍高于焊缝冲击值,SA-213T91热影响区冲击值高出焊缝约30J。因本试验制备宽度为5mm的非标准小尺寸试样,冲击吸收能量只需满足标准值的50%,结合DL/T 868—2014《焊接工艺评定规程》中9%~12%Cr马氏体型耐热钢的冲击吸收能量≥41J的的验收标准,所有冲击试验结果均满足>21J(41J的50%)的要求。
在电厂实际运行过程中,由于此类接头极易在靠近T91侧焊缝区域产生裂纹缺陷[5],结合张杰等[6]研究此类接头在不同热处理工艺下力学性能最大的差别在于接头的SA-213T91热影响区硬度偏高,冲击韧度下降,因此对SA-213T91热影响区的冲击性能及硬度进行重点研究。SA-213T91热影响区冲击吸收能量平均值与热处理工艺关系如图3所示。从图3可看出,6组热处理工艺下,SA-213T91热影响区冲击吸收能量平均值达到90J以上,则标准试样冲击吸收能量可达到180J以上,说明此区域冲击韧度良好。对比YD1和YC1、YD3和YC3、YD5和YC5可看出,同种热处理温度下,保温时间从1.5h增加到3h,冲击吸收能量有所下降,结合图6的金相推断增长保温时间后,晶粒尺寸变大,冲击吸收能量降低。YD1冲击吸收能量最大,YC1冲击吸收能量最小,说明SA-213T91热影响区工艺715℃×1.5h冲击性能优于工艺750℃×3h。
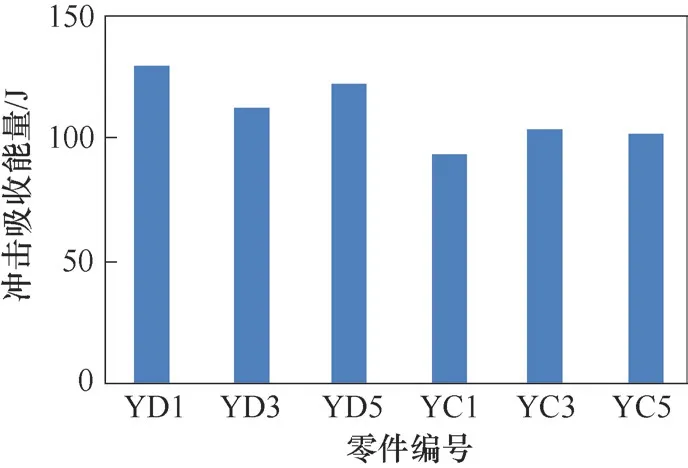
图3 SA-213T91热影响区冲击性能与热处理工艺的关系
3.4 硬度检测
维氏硬度检测点的位置分布如图4所示。测量点依次取在热影响区3个、焊缝区5个、母材区5个,且分别在T/4和T/2处测量,硬度检测结果见表3。
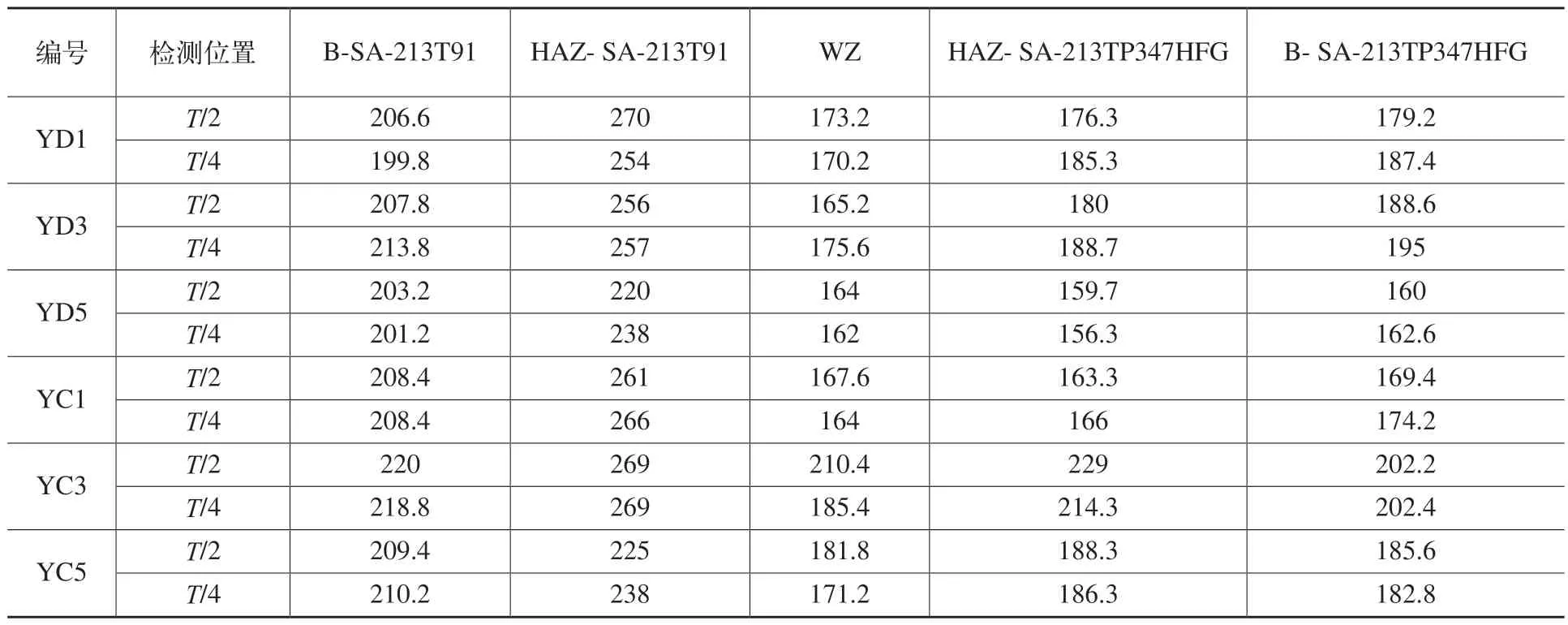
表3 硬度检测结果(HV10)

图4 维氏硬度检测点的位置分布
从表3可看出,SA-213T91热影响区的硬度值最大,是整个接头硬度最高的区域,检测表面T/4比中心T/2位置硬度稍高一些。硬度值最高的SA-213T91热影响区硬度值没有超过DL/T 438—2023《火力发电厂金属技术监督规程》要求的290HBW规范,其他硬度值也在标准规范内,6组热处理工艺下的硬度值均满足规范要求。
异种钢的焊接在加热和冷却过程中速度很快,是一种非平衡状态[7],因此在T91热影响区极易形成过饱和马氏体组织,其中也含过饱和碳原子,会致使晶格发生畸变,导致马氏体的硬度和残余应力增大,最终表现为T91热影响区硬度最高[8],而焊后热处理不充分或回火不足是造成接头过热区硬度偏高的关键原因之一,因此适当的热处理工艺才能获得合格的T91热影响区的硬度。
为进一步直观观察不同热处理工艺对硬度的影响,选取T/2位置接头不同区域硬度值,如图5所示。从图5可看出,在6组热处理工艺下,接头硬度呈现相同的变化趋势,在T91热影响区硬度值达到最高(形成曲线凸点),其余的T91母材、焊缝、TP347母材和TP347热影响区硬度波动较为平稳。T91母材的硬度平均高于焊缝、TP347母材、TP347热影响区的硬度。Y C3的曲线位于所有曲线最上方,说明在730℃×3h热处理工艺下异种钢接头整体硬度最高。其余5组在除T91热影响区外曲线位置比较接近,说明在T91母材,TP347母材及TP347热影响区,焊缝区的硬度差距不大。不同热处理工艺下,差别较大的是T91热影响区硬度,对比YD1、YD3和YC1、YC3曲线几乎重合,可以看出保温温度从715℃增加到730℃时,硬度变化不大;对比YD1、YD3、YC1与YC3曲线高于YD5和YC5曲线,可见在715℃和730℃热处理温度下T91热影响区的硬度大于在750℃热处理温度下的硬度,制造厂常规经验是这类异种钢接头一般都执行750℃热处理工艺[9],因此推测当热处理温度降低到750℃以下时T91热影响区硬度有增大的风险。相同保温温度下,对比T91热影响区YD1和YC1、YD3和YC3、YD5和YC5的曲线很接近,由此可见,随保温时间1.5h增加到3h时硬度差别不大,说明在其他工艺条件一致时,热处理温度在715~750℃之间延长保温时间对硬度的影响不明显。

图5 接头不同区域硬度值
3.5 接头宏观和微观金相组织检测
6组接头宏观,微观金相均无裂纹和过烧组织,宏观、微观金相合格。焊缝组织显示为奥氏体+碳化物,T91热影响区组织显示为马氏体+少量铁素体,接头宏观,微观金相检测结果见表4。
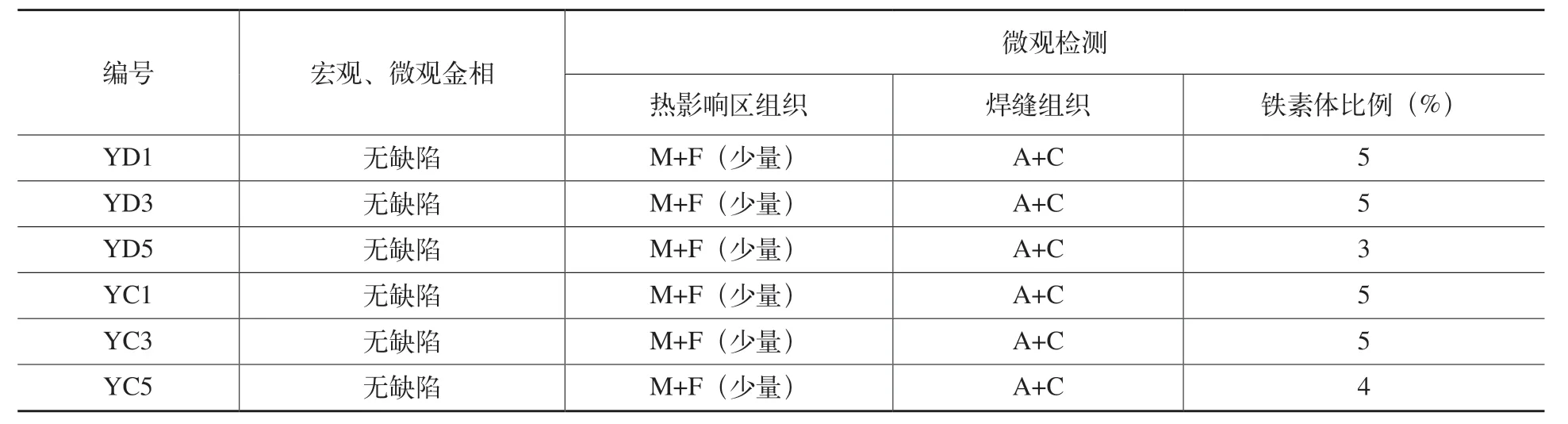
表4 接头宏微观检测结果
T91侧母材,焊缝及热影响区的显微组织如图6所示。从图6可看出,异种钢焊接接头T91钢侧熔合线附近发现明显的碳迁移特征,沿晶界边缘析出黑色条状碳化带。以此碳化带为界限,颜色偏浅,偏白的是焊缝组织,颜色偏暗,偏黑的是T91热影响区。焊缝区结晶形态主要为等轴晶,黑点状析出相碳化物弥散分布在等轴奥氏体晶内或晶界处。在近表层焊缝附近沿T91侧熔合线形成白色片状的铁素体组织和马氏体。铁素体的形成是由于靠近焊缝的熔合区在整个热影响区内,焊接过程中热循环温度最高且高温保持时间较长,有利于T91钢中碳化物的析出和长大,最终导致铁素体形成[7]。形成的铁素体大多在原奥氏体晶界上分布,并在随后的冷却过程中逐渐合并成块状或片状铁素体。
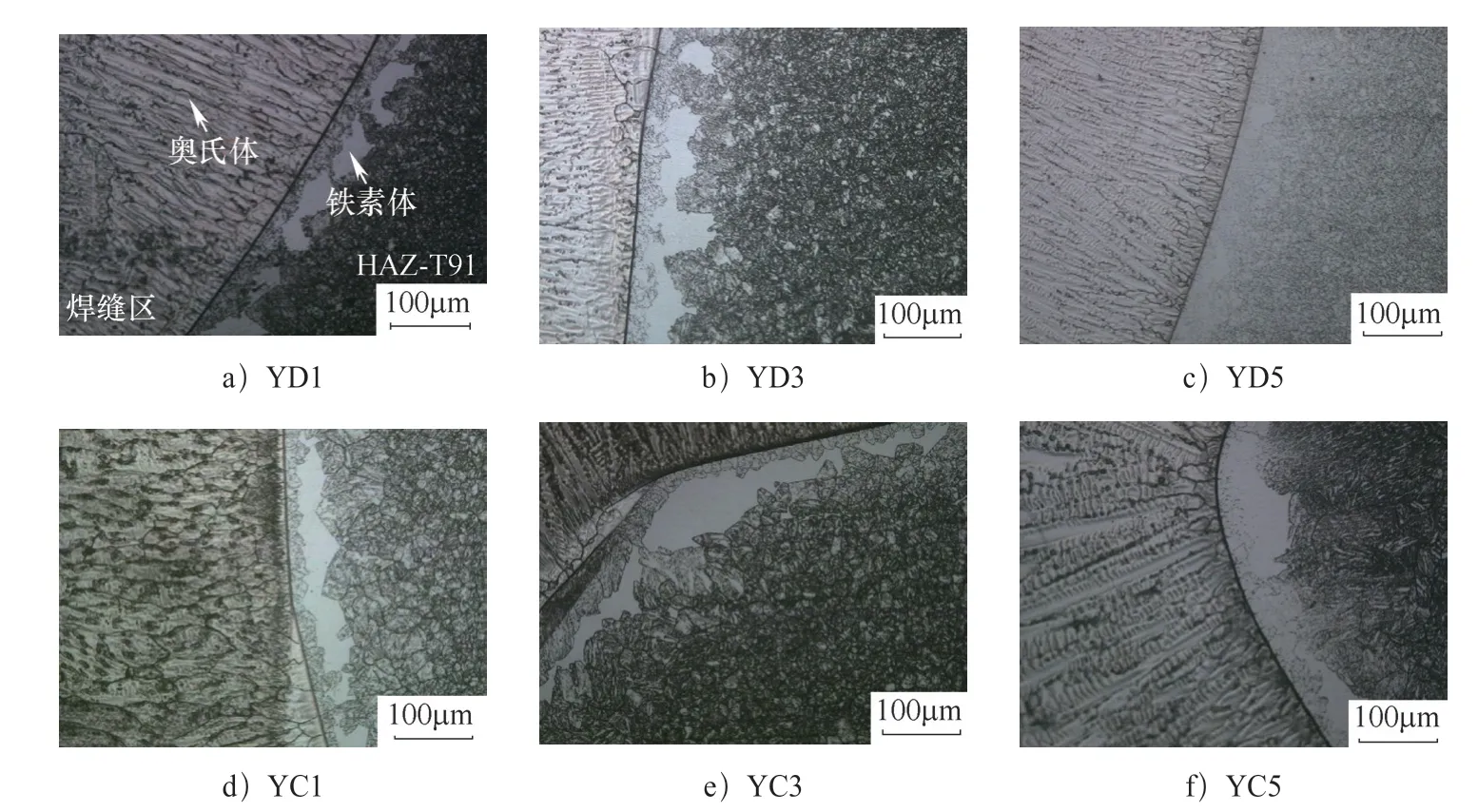
图6 T91侧母材、焊缝及热影响区的显微组织
对比图6a~f金相组织可看出,不同热处理工艺下,金相组织结构形态相同,但晶粒大小有区别。对比相同热处理温度时,YD1和YC1、YD3和YC3、YD5和YC5金相,可知随保温时间从1.5h增加到3h,晶粒尺寸有增大趋势,等轴晶奥氏体组织增大较明显。
4 结束语
1)常温力学试验结果表明,6种不同热处理工艺下,抗拉强度相差不大,弯曲无开口缺陷,所有冲击试验结果远大于标准要求。在750℃×1.5h时SA-213T91热影响区冲击吸收能量最大为129J,所有试样的拉伸、弯曲、冲击性能均合格。
2)硬度试验结果表明,不同热处理工艺下所有试样硬度均满足规范要求,SA-213T91热影响区在接头中硬度最高,此区域在715℃和730℃的硬度高于在750℃时的硬度,推测热处理温度低于750℃时,T91热影响区硬度有增大风险。相同保温温度下,延长保温时间对硬度的影响不明显。
3)宏观和微观金相检测结果表明,焊缝组织由条状奥氏体+黑色点状碳化物组成,SA-213T91热影响区由少量白色片状的铁素体+马氏体组成。
综上所述,6种不同热处理规范下接头力学性能均合格,满足工艺质量制造要求,确定了SA-213T91+SA-213TP347HFG异种钢对接接头允许的最低热处理规范为715℃×1.5h,优化了此类异种钢接头热处理规范,为现场服务或返修焊接选取合理的热处理温度提供了参照。
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
模具制造(2019年10期)2020-01-06
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29
焊接(2016年2期)2016-02-27
山东冶金(2015年5期)2015-12-10
