3D打印全再生粗骨料混凝土各向异性力学性能研究
2024-04-08 08:05段珍华吕振源肖建庄
同济大学学报(自然科学版) 2024年3期
段珍华, 吕振源, 肖建庄, 李 垒, 刘 春
(1. 同济大学 土木工程学院, 上海 200092;2. 广东省公路建设有限公司,广东 广州 510623;3. 广深新塘立交改造项目管理处,广东 广州 510765)
作为3D打印混凝土材料的探索热点之一,当前针对3D 打印水泥基材料研究多聚焦细骨料层面的3D打印砂浆[1-2]。尽管3D打印砂浆具备良好的可打印性、均质性及可建造性,能够满足建筑构件及低层结构建造的需求,但其在应用中的缺陷也愈加凸显。一方面,建筑3D 打印工艺与传统工艺存在显著差异,粗骨料的骨架作用缺失及较高的胶凝材料用量导致3D打印砂浆收缩及微裂缝延展程度较高[3];另一方面,打印砂浆配比设计下砂率较高,胶凝材料用量大,建造成本及碳排放总量较高[4-5]。因此将粗骨料掺入制备3D打印油墨,是解决砂浆现存问题的重要途径之一。
3D 打印建筑在实际工程应用中大多暴露在自然环境条件下,其性能发展会受环境温度及湿度影响。其中温度条件对3D 打印混凝土的力学性能发展影响更为显著,一方面,混凝土表面水分会受到高温作用由液相转变为气相,随干缩进程导致混凝土开裂;另一方面,混凝土表面水分的缺失导致混凝土内非结合水受浓度梯度作用向外迁移,削弱水泥熟料矿物与水反应放热效能。已有研究表明,再生粗骨料(RCA)的高吸水率和吸水速率特性有助于加速打印油墨由流动性向塑性转化,减少混凝土挤出后塑性状态持续时间,进而提升打印混凝土可建造性,且孔隙水能够参与二次水化,有利于水泥熟料充分水化[6-7]。合理的粗骨料掺量可以增强打印层间结合力,提高力学强度,减少3DPC的各向异性力学性能[8]。胶凝材料与粗骨料比例的降低虽然能够提高最大打印高度和力学性能,但削弱了叠层结构的形状稳定性[9],不利于叠层方向硬化后力学性能发展。再生粗骨料掺入下的打印混凝土的抗压强度和抗折强度具有明显的各向异性特征,且均普遍随取代率的增加而下降;龄期越短,总体上下降幅度越大[10]。此外,再生材料的使用还可以降低天然砂石及水泥用量,实现3D打印混凝土的低碳及经济性价值[11-12]。
本文在前期3D 打印细石商品混凝土研究的基础上,考虑再生粗骨料(RCA)的高吸水率与吸水速率特征,采用粒径为4.75~10mm的100%RCA取代天然粗骨料(NCA)制备打印油墨,对比分析两种混凝土油墨的可打印性,同时重点评估了自然养护相对于标准养护对3D 打印油墨硬化后各向异性力学性能的影响。本文结论将为3D 打印全再生粗骨料混凝土的实际工程应用以及废弃混凝土的高品质资源化提供新思路。
1 原材料与配合比
1.1 胶凝材料及外加剂
胶凝材料包括P·O 42.5普通硅酸盐水泥、F类II级粉煤灰及SF90硅灰,化学成分列于表1。硅灰的选用是为了更好地填充水泥颗粒间孔隙,提升打印油墨的保水能力并降低摩擦阻力。为实现打印油墨对可打印性、可建造性及可挤出性的需求,添加了增稠剂、缓凝剂及减水剂等外加剂,增稠剂选用纤维素醚(黏度为2×105Pa·s),缓凝剂选用葡萄糖酸钠(工业级),超塑化剂选用聚羧酸类减水剂,减水效率为25%。

表1 胶凝材料化学成分Tab. 1 The chemical parameters of cementitious materials
1.2 骨料
天然细骨料 (NFA)选用细度模数为2.14 的天然河砂。粗骨料的最大粒径均为10mm,分别选用NCA 和上海某废弃混凝土资源化厂的RCA。其中RCA 颗粒形貌粗糙且不规则,参照《混凝土用再生粗骨料》(GB/T 25177-2010)进行测试属于III 类再生粗骨料。本文所用粗、细骨料基本性能见表2,骨料粒径分布见图1。
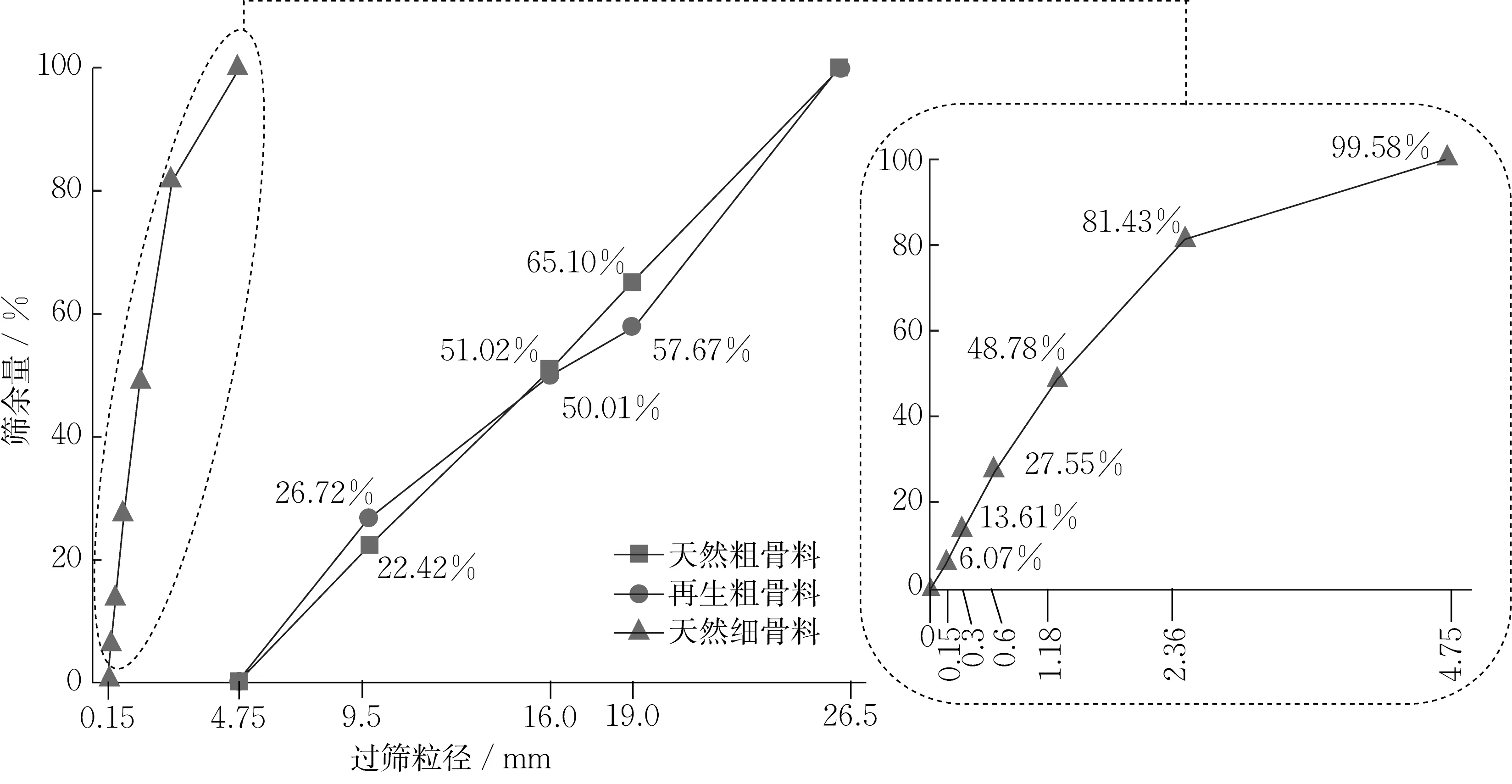
图1 试验用粗、细骨料粒径分布Fig. 1 Particle size distribution of coarse and fine aggregates for the test

表2 粗、细骨料的基本性能Tab. 2 Performance of coarse and fine aggregate used in this study
1.3 打印油墨配合比设计
基于前期油墨试配,采用100%RCA 等体积取代NCA,对比设计了天然粗骨料混凝土(NAC)和再生粗骨料混凝土(RAC)两种油墨材料,配合比如表3 所示。骨料按照饱和面干表观密度计算,考虑RCA的高吸水率特性,根据实际含水率添加相应的附加水以确保相同的有效水灰比。设计18 个尺寸为100mm×100mm×100mm 的标准抗压试样及12个尺寸为100m×100mm×400mm 的标准抗折试样,对比分析打印试样不同方向受力特性。

表3 打印油墨的配合比Tab. 3 Mix proportions of printed materials used in this study
1.4 打印参数与取样方法
混凝土3D 打印机基于编程代码控制打印头移动路径、移动速度和挤出速度。其中,打印头喷嘴直径为100mm,移动路径设置为原点复位形式,即每层移动600mm 至代码运行结束后返回原点,提拉40mm高度后开展叠层打印;移动速度设置为10cm·s-1;挤出速度设置为785cm3·s-1。力学测定试样均为混凝土切割机取样,取样方式如图2所示。其中,抗压试样测定X轴(打印头移动路径)、Y轴(传动路径,与X轴方向垂直)及Z轴(提升路径)方向,抗折试样测定Y及Z轴方向。

图2 混凝土打印形式及取芯示意Fig. 2 Schematic representation of concrete printing form and coring
2 试验方案
2.1 打印油墨的搅拌流程
针对NAC 的打印油墨制备,首先将NCA 与NFA加入至强制搅拌机内干拌2min,再加入其余组份(包括各种胶凝材料和外加剂)继续搅拌5min。针对RAC的打印油墨制备有所不同,包含骨料预饱水和二次搅拌两个阶段。首先,将RCA,计算附加水及一半拌合水加入至强制搅拌机内搅拌3min,再加入其余组份二次搅拌5min。其中,增稠剂及缓凝剂为一次加入,减水剂分两次加入。这主要是考虑RCA 附着砂浆的疏松多孔特性可能会吸附部分减水剂及拌合水,影响实际有效水胶比与混凝土水化进程。
2.2 混凝土油墨可打印性
通过前期打印预研分析,坍落度参数控制在110±10mm 时,新拌混凝土油墨挤出后打印条带具备最佳变形稳定性,实测屈服应力和塑性黏度分别介于238.72~265.41MPa 和24.16~21.35Pa·s,证明了具有良好的可打印性[9]。RAC打印条带至3层(标定高度120mm)时底层宽度由100mm 增至102mm,高度为120mm,侧向变形率仅2%。打印条带增至8层(标定高度320mm)时底层宽度由100mm增至106.4mm,高度为312mm,侧向体积变形率为6.4%,纵向变形率为2.5%。标定高度的下降是由于打印条带侧向变形,且打印层间经上层挤压更加密实,层间空隙被填实导致上层油墨高度缺失。
2.3 考虑不同养护条件的3D打印混凝土各向异性力学性能
3D 打印混凝土的各向异性力学性能包括7d 和28d抗压及抗折强度。参照《普通混凝土力学性能试验方法标准》(GB/T 50081-2016),采用电子万能伺服压力机进行测试,加载速度分别设定为0.5mm·s-1s和0.05mm·s-1。养护条件包括标准养护(温度T=20±1℃,相对湿度RH= 95%)和自然养护,自然养护温湿度条件及动态监测方式见图3、4。
2.4 3D打印混凝土微观界面表征
通过混凝土切割机获取打印混凝土试样骨料界面及层间样本,尺寸为10mm×10mm×10mm。试样切割后采用软毛刷去除切割面粉尘,放置真空烘干箱105℃烘干24h 至恒重状态。放置扫描电镜前需经喷金及样本抽真空处理,骨料观测界面为切割截面,打印层间观测界面为原始未切割截面,分别测得其SEM表征数据并分析。
3 试验结果与讨论
3.1 骨料类型对混凝土油墨可打印性能的影响
通过试验对比测试间隔为5min 下两种油墨打印后静置30min时的坍落度。如表4所示,在相同减水剂掺入下,RAC 油墨的坍落度经时损失更为显著,能够更快地由流动性转变为塑性状态。NAC油墨具备较好流动性,初始坍落度达110mm;与初始坍落度相比, 10min时坍落度仍保持92 mm,这表明经过一段时间后NAC 油墨仍具有良好塑性状态流动性。这会导致其初始打印底层条带侧向变形较大,塑性状态下变形稳定性不佳,不利于建筑尺寸精度控制。与NAC 油墨相比,RAC 油墨初始坍落度明显降低。这是由于RCA 较高的吸水率降低了油墨流动性,增强了初始可建造性,使印刷条带的体积变形得到有效控制,打印10min 时底层条带具备更好承载能力,有利于提升结构整体打印效率。

表4 油墨状态及其坍落度经时损失Tab. 4 Slump loss over time for concrete inks
研究发现,每组试样的可打印性都受到骨料类型的显著影响。NAC 打印油墨的连续打印状态稳定,底层条带被上层重量挤压变形。随着层数的增加,底层层高度减少至结构侧倾。RAC打印油墨的良好连续打印状态随时间增长而下降,RCA粗糙形貌及高吸水率特性使打印条带流动性损失加快,打印层间摩擦力随流动性损失增大,层间机械咬合力减小了连续层打印相对位移,提升了挤出后油墨整体变形稳定性;RCA 较NCA 较低的表观密度降低了上层打印条带自重,减少下层打印条带荷载,随着下层油墨由塑性状态转变为干硬性状态,底层打印油墨体积变形减小。
3.2 养护条件对打印混凝土力学性能的影响
自然养护主要通过环境温度和湿度条件变化影响混凝土水化过程。如图3a 所示,28d 养护期内平均温度主要在23.89℃和30.56℃间波动,与标准养护温度20±1℃相比,自然养护条件下温度更高且波动大。自然温度最高可达36.67 ℃,这对混凝土保水性不利,混凝土内水分挥发削弱混凝土水化程度,导致微裂缝产生及混凝土干燥收缩程度加剧。此外,固化阶段内露点温度(气体分子含量达到饱和状态自然温度,低于此温度时水分从自然中析出并凝结成水滴)绝大部分低于最低自然温度,这导致混凝土无法通过从空气中析出水分参与水化,因此,自然养护下的温度条件会显著降低混凝土性能发展。在28d的养护过程中,空气平均湿度主要在55%~97%之间波动,与图3b所示的95%的标准养护湿度相比较低。高温时自然养护条件空气湿度仅为25%导致水分从混凝土内部传输至表面,削弱混凝土内水化作用。
对比测定3D打印混凝土标准抗压及抗折强度,考虑骨料类型(NCA 和RCA)、养护条件(标准养护和自然养护)及养护时间(7d 和28d)对力学性能的影响。试验结果表明NAC与RAC组在标准养护条件下的试件强度均值均高于自然养护条件,NCA在标准养护条件下力学性能提升较RCA 更显著。如图5 所示,7d NAC 试样组在标准养护抗压强度为30.8MPa,自然养护下抗压强度(24.3MPa)损失约为前者19.84%; 28d 抗压强度发展至46.9MPa,约为自然养护下抗压强度(37.6MPa)的1.25 倍,而RAC 打印试样组在标准养护条件下7d 抗压强度为17.4MPa,自然养护下再生打印油墨标准立方体7天抗压强度损失约为前者20.13%,养护7d RAC 打印试样组与NAC 打印试样组力学性能差距由标准养护下的7.5MPa 减至自然养护下的6.08MPa。此外,自然养护条件下测得RAC打印试样性能离散更高,这可能是持续水化进程下自然养护温、湿度条件的影响,附着砂浆孔隙内非结合水从混凝土内传输至外部环境,导致了混凝土内二次水化提升作用的随机发展。
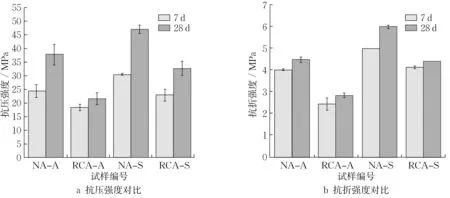
图5 不同养护方式浇筑试样强度对比Fig. 5 Comparison of mechanical properties under different maintenance conditions
3.3 骨料类别对3D打印混凝土各向异性力学性能影响
打印层间作为影响混凝土各向异性性能的关键参数,其基于不同粗骨料油墨X、Y、Z轴抗压强度关系均为X轴>Z轴>Y轴,NAC及RAC试样28dY轴抗压强度分别为X轴的83.41%与84.27%;Z轴抗压强度分别为X轴的88.61%与81.52%。如图6所示,对比分析发现X轴早期各向异性性能明显降低,这说明RCA的取代对X轴方向力学性能影响最为明显, 而Y轴及Z 轴受骨料品质影响有限。这可能是由于Y轴及Z轴方向层较差的层间性能在骨料未承受较大应力状态下率先破坏。与各向异性抗压试件的表现不同,3D 打印NAC 和RAC 试件抗折强度关系均为Y轴>Z轴如图7 所示。在水化进程未受影响状态下各向异性抗折强度主要受层间性能制约,NAC 组试样优于RAC 组试样主要由骨料性能差异决定;水化进程受环境温湿度影响,RCA 附着砂浆孔隙水受梯度影响发生传输作用,能够促进混凝土内二次水化作用,缩小再生试样与天然试样间性能差距。需要强调的是NCA具备较高的强度,但自然养护环境下打印试样的不充分水化导致其强度优势难以充分发挥。

图6 不同养护方式3D打印试样各向异性抗压强度对比Fig. 6 Comparison of anisotropic compressive strength of 3DPC with different maintenance conditions

图7 不同养护方式3D打印试样各向异性抗折强度对比Fig. 7 Comparison of anisotropic flexural strength of 3DPC with different maintenance conditions
3.4 3D打印混凝土骨料界面及层间微观特征
通过电镜 (SEM),分析骨料差异及层间特性对混凝土宏观性能影响。如图8 所示,天然骨料表面质密无裂缝,均呈现被新砂浆包裹状态,且骨料间由新砂浆填充。这表明天然骨料能较好实现混凝土内部应力传递,发挥其较高的材料强度,提升混凝土力学性能,此时混凝土承载能力受新砂浆力学性能制约。

图8 天然粗骨料打印试样界面形貌Fig. 8 Interface morphology of NCA printed specimens
相较于天然骨料混凝土,再生粗骨料掺入下打印试样界面组成更加复杂。如图9 所示,再生粗骨料由天然原石及附着旧砂浆组成,在打印硬化后呈现天然原石与旧附着砂浆间界面、天然原石与新砂浆间界面及旧附着砂浆与新砂浆间界面三种状态。旧附着砂浆由于疏松多孔特性使其成为应力传递间薄弱区域。在新砂浆与天然原石黏结良好条件下,有效提升旧附着砂浆与新砂浆接触面积,利用其高吸水特性获得放入孔隙内非结合水促进新砂浆二次水化,是调控再生粗骨料打印试样可打印性兼顾其硬化后力学性能的关键。

图9 再生粗骨料打印试样界面形貌Fig. 9 Interface morphology of RCA printed specimens
采用机械切割获取的打印层间样本通过SEM分析发现,层间界面 (1-2 区域) 光滑并存在少量孔隙,这是由于打印条挤压过程中空气未能通过振捣排出导致(图10)。垂直于层间界面的滑移界面内孔隙较多,测定层间内扫描厚度 (1-1 区域) 约为10mm,此区域内形貌由孔隙、骨料及砂浆构成,其中孔隙主要由水化凝胶孔、毛细孔及气孔构成,细骨料颗粒较多,几乎未见粗骨料。气孔数量作为制约3D打印层间性能的重要因素之一,层间破坏易经气孔密集区域展开并延伸至混凝土内部。此外,层间毛细孔为新砂浆水化进程持续发展形成产物,其总量和孔径的增长不利于层间耐久性能发展。因此,打印层间性能的有效提升一方面需通过调控挤出喷头进一步减少打印层间气孔总量,另一方面需通过养护形式优化减少水泥砂浆毛细孔的形成。
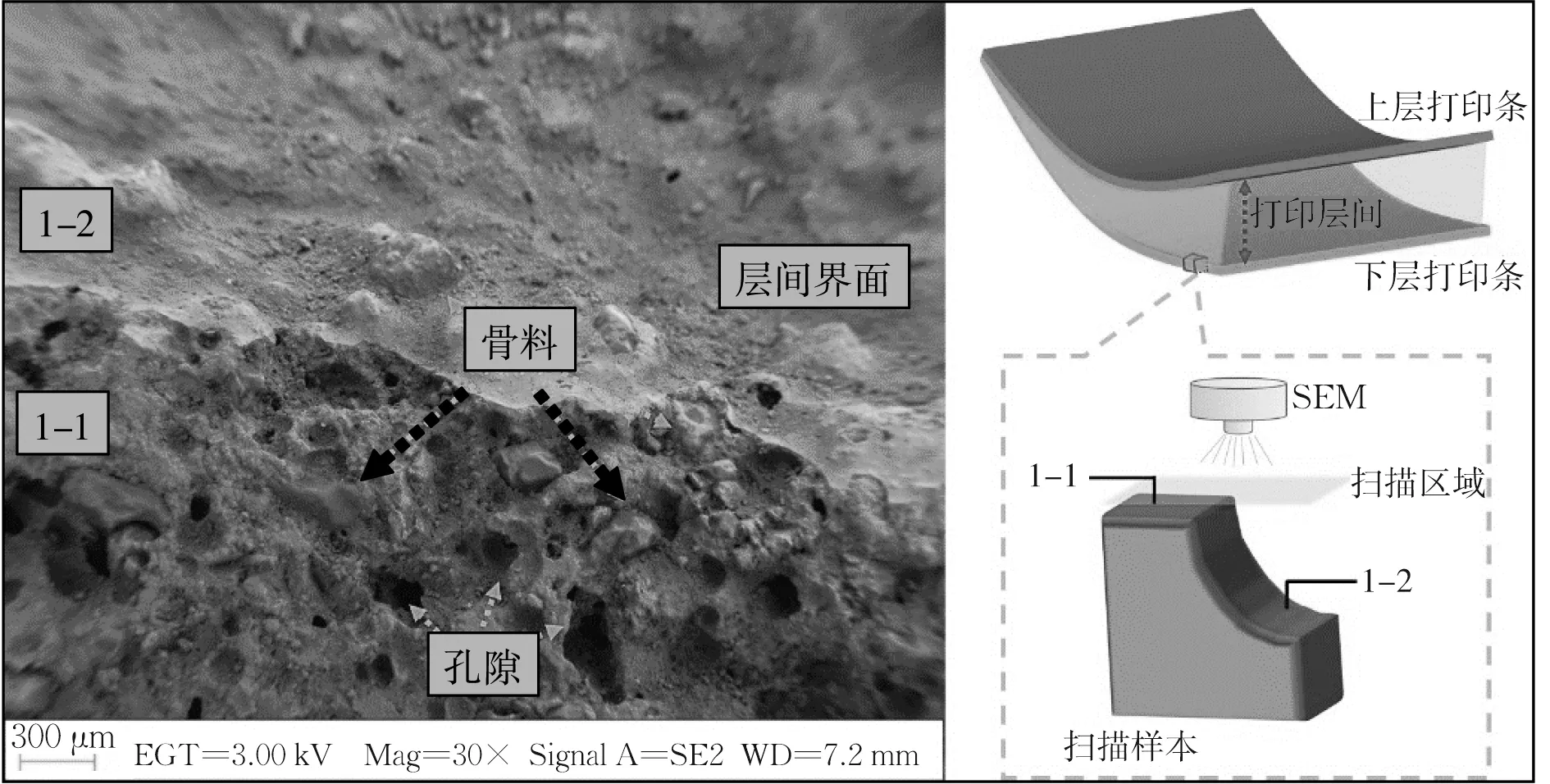
图10 打印试样层间界面形貌Fig. 10 Printed specimen interlayer section morphology
4 结论
本文选用粒径介于4.75~10mm 的天然粗骨料和再生粗骨料,制备成混凝土,并通过试验对比分析了作为3D打印油墨的可打印性,探讨了不同养护条件对3D 打印混凝土硬化后各向异性力学性能的影响,主要结论如下:
(1)再生粗骨料的使用有助于加速打印油墨由流动性向塑性和干硬性转化,静置15min 时再生粗骨料油墨已具备一定干硬性,而天然骨料打印油墨则需要20min。这是由于其具有较高吸水率和粗糙粒形,有利于缩短打印油墨挤出后由塑性状态转变为干硬性状态时间。
(2)养护条件对不同类型3D打印混凝土力学性能的影响较大。相对于标准养护,7d 自然养护条件下NAC 与RAC 力学性能差距由7.5MPa 减小至6.08MPa,NAC 及RAC 的7d 抗 压 强 度 分 别 降 低19.84%及20.13%,这可能与再生粗骨料高吸水提升了混凝土二次水化进程相关。
(3)3D打印再生粗骨料混凝土的各向异性力学性能受骨料类型及层性能影响。采用不同骨料制备的3D打印混凝土抗压强度均呈现出X轴>Z轴>Y轴的规律。试样X轴受力性能受骨料性能影响更为显著,Y轴和Z轴性能发展主要受层间黏结性能影响。微观形貌下不同粗骨料均与新砂浆紧密黏结,旧附着砂浆多孔特性主要构成混凝土内部薄弱区域,而层间的气孔含量成为制约其黏结性能的关键因素。
(4)再生粗骨料作为掺入油墨,可提升3D 打印混凝土可建造性,但存在可用粒径局限,打印外形粗糙等。未来应考虑拓宽再生粗骨料再利用范围,选用>10mm 的再生粗骨料颗粒制备打印粗骨料混凝土油墨,同时考虑采用刮板系统优化油墨挤出后堆叠形式,提升粗骨料混凝土油墨打印层间黏结性能。
作者贡献声明:
段珍华负责校对所有草稿,并对文章进行了客观审校;
吕振源撰写并完成了数据分析;
肖建庄负责文章整体结构和布局,并牵头撰写文章;
李垒负责协助试验设计和推进;
刘春负责试验与材料协调与准备工作。
猜你喜欢
绿色包装(2022年11期)2023-01-09
绿色包装(2022年9期)2022-10-12
测控技术(2021年10期)2021-12-21
铁道建筑技术(2019年6期)2019-11-29
中国制笔(2019年2期)2019-11-18
钻井液与完井液(2019年4期)2019-10-10
上海公路(2018年3期)2018-03-21
光学精密工程(2016年5期)2016-11-07
分析科学学报(2016年2期)2016-10-15
西南石油大学学报(自然科学版)(2015年4期)2015-08-20