游标卡尺测量误差原因分析
2012-10-08 02:22陈伟
质量技术监督研究 2012年1期
陈 伟
(福建省产品质量检验研究院,福建 福州 350002)
1 引言
游标卡尺是一种常用量具,通常用于测量物件的长度、内径、外径、深度等。在各个行业的生产实践或测量得到广泛地应用,因此使用者对卡尺测量误差来源的了解就显得非常必要。本文较全面归纳了游标卡尺测量误差来源,总结了测量误差来源有3种主要因素:结构引起的误差、操作引起的误差、温度引起的误差。
2 测量误差原因
2.1 结构引起的误差
2.1.1 游标卡尺的结构
由L型状的钢制尺(简称:主尺)与游标安装在框架上组成的游标尺组件构成,使用时手感推动游标尺组件,使主尺上的测量爪和游标尺组件上的测量爪同时与被测物件接触,调节正确测量位置,从主尺指示器读取数据与游标尺组件指示器读取数据的和,即为被测物件尺寸。但该结构不满足阿贝基本思路,而阿贝基本思路指的是在进行测量过程中,被测物件长度量(即:被测尺寸)与主尺标准量(即主尺读数量)应在同一线上,如钢板尺安放在被测物件长度上直接测量,而游标卡尺无法实现,只能间接应用。
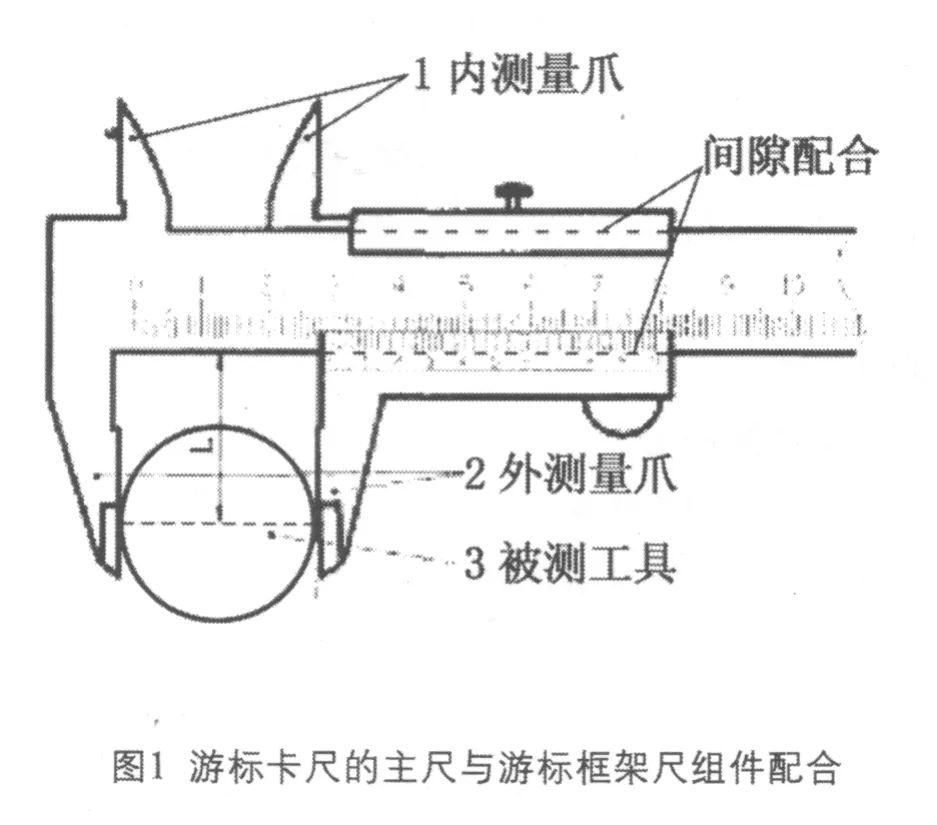
2.1.2 游标卡尺的主尺与游标框架尺组件配合由于主尺与游标尺组件在使用过程中为间隙配合,因此主尺与游标尺组件上的两测量爪在对物件进行测量时,物件轴线与两测量爪不在同一直线上,从而形成测量误差,该误差即为阿贝误差(Abbe)。在测量过程中误差大小取决于主尺与游标尺组件间隙配合大小;配合间隙越大,则主尺上的测量爪与游标尺组件上测量爪在测量过程中存在的两爪不平行量就越大。如图1所示。
2.1.3 游标卡尺制造缺陷引起的误差
归纳起来有7类误差,分别为游标卡尺主尺上刻度的误差、游标尺上刻度的误差、主尺与游标尺上刻度线宽度的误差、主尺与游标尺两测量面平面度的误差、主尺与游标尺两测量面平行度的误差、主尺基准面平面度的误差,主尺基准面与游标尺测量爪平面垂直度的误差,上述这些独立的各项误差都会造成使用过程的测量误差。但游标卡尺独立的各项误差只要符合JJG 30-2002《通用卡尺检定规程》要求,其所造成的测量误差为符合性测量误差。
2.2 操作引起的误差
由于操作不当引起的误差有多种方式,主要突出在四个方面:测量力方面、测量力对使用外测量爪刀口部位测量方面、零位误差方面、视觉误差方面。
2.2.1 测量力引起误差
游标卡尺制造时自身没有设计自带标准测量力装置,而测量力途径来源于使用人员手感施加得取,由于手感施加测量力控制能力较难,这就会造成很大的测量误差。试验证明,在相同的环境条件下,不同的使用人员测量相同物件尺寸的数据也不尽相同,这都是施加的测量力大小不等造成的。
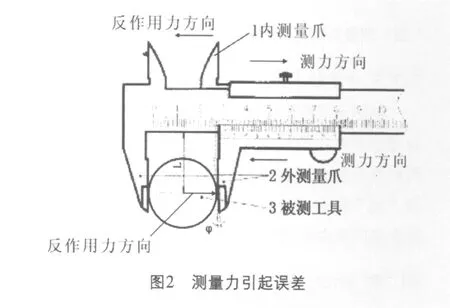
在测量过程中,测量力的大小是由人为的手感施加来控制的,因此给测试结果带来误差是必然的。当使用外测量爪测量工件时,若手感施加的测量力增大,游标卡尺上的游标框架尺组件在测力的作用下向左方向推进,当活动测量爪接触工件时,测量爪受反作用力作用,则向右方向弹出,游标框架尺组件形成微量弯曲的弹性变形,使游标框架尺组件上测量爪与游标卡尺上固定测量爪产生微量不平行,由于游标框架尺组件上的测量爪臂有一定长度,因此测量爪微量弯曲弹性变形增大,形成了不可见的微小倾斜角φ,从而使测量力在测量过程造成一定误差。当使用内测量爪测量工件时,其过程为活动测量爪反方向,结果一致。
所造成误差如图2所示。
2.2.2 测量力对使用外测量爪刀口部位测量引起误差
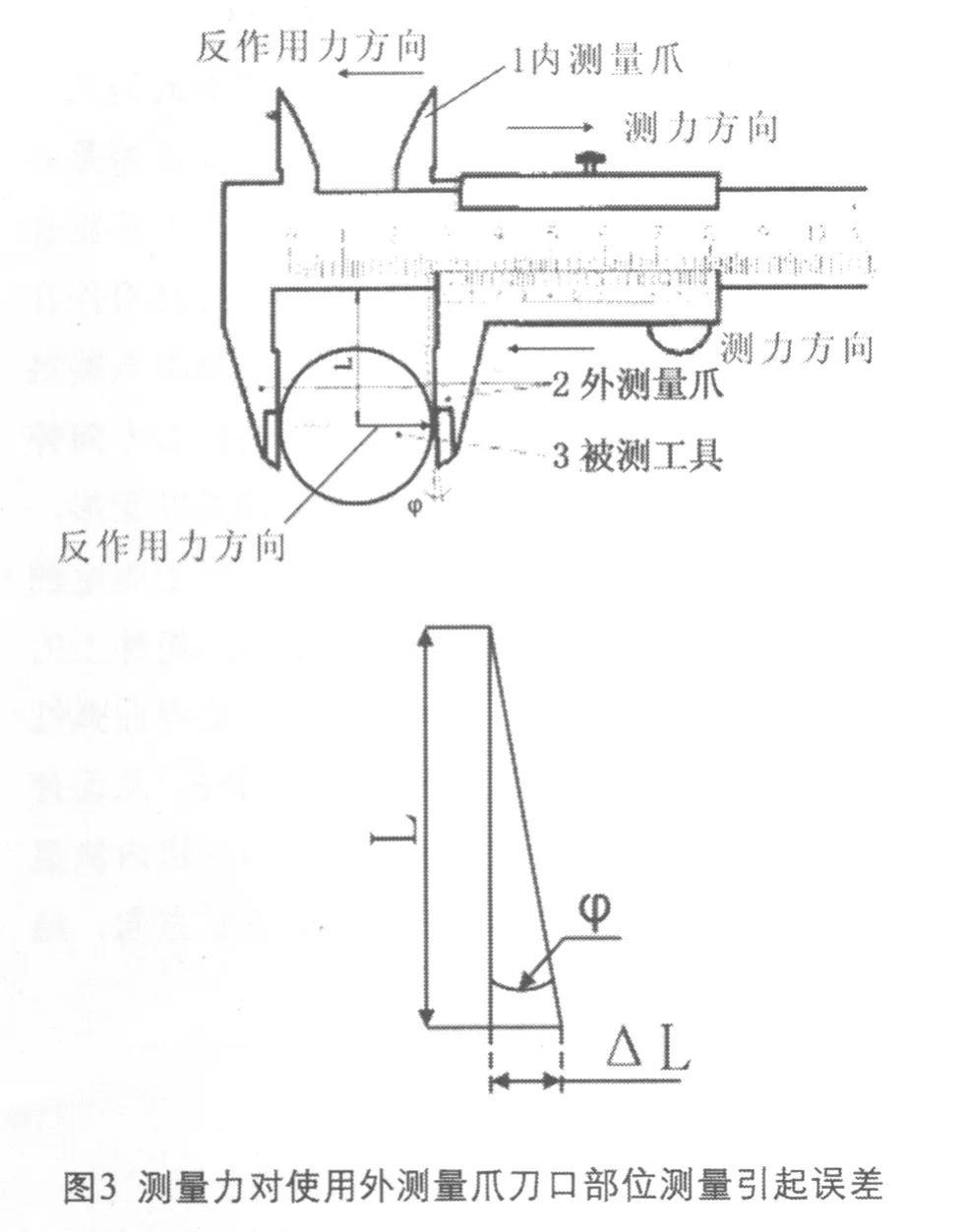
在结构产生引起的误差中已提出游标卡尺的测量原理是违反阿贝原则的。因为游标卡尺的主尺(刻线面)与被测物件不在一条直线上,而处于偏离位置的间接测量,当测量爪产生微量弯曲弹性变形时,故产生的测量误差为△L=L×tanφ,如图3所示。由于阿贝误差的存在,当L越长,产生的△L误差也就越大。而在整个外量爪测量面上,其刀口部位离游标卡尺测量轴线最远,即L最长。因此在同一条件下使用游标卡尺测量爪上的刀口部位进行测量时,其测量误差最大。
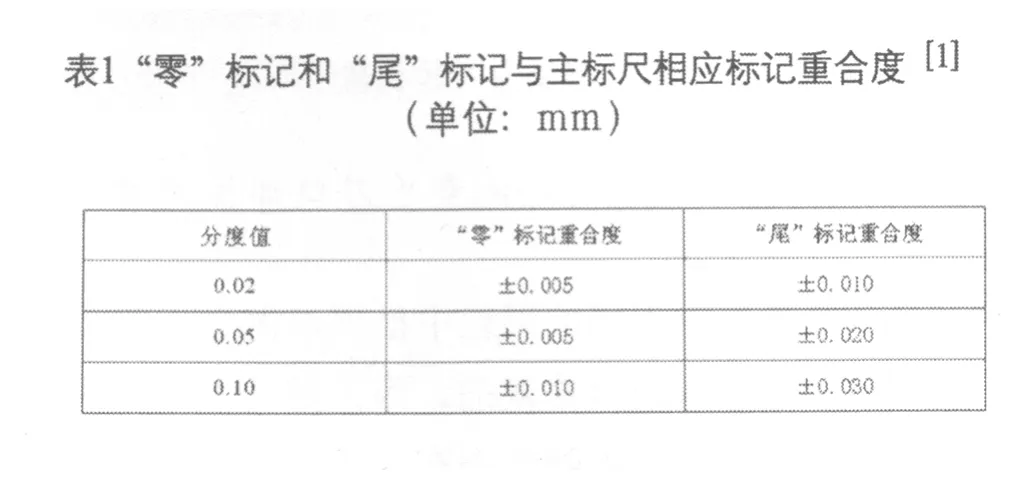
2.2.3 “零位”不正确影响测量误差
游标卡尺检定依据为JJG 30-2002《通用卡尺检定规程》,游标卡尺“零”值误差为游标卡尺两测量爪测量面相接触时,游标上的“零”标记和“尾”标记与主标尺相应标记应相互重合。其重合度应符合表1规定。
?
2.2.4 刻度视觉的影响
游标卡尺的读取数据是由主尺刻度和游标刻度比较而得的,但目前所见的游标卡尺(非带表或非数字显示)主尺刻度面和游标刻度面结构是不在同一平面上,由此产生了视觉误差Δ 。可由以下公式表示:
Δ = M H/ D[2]
式中:
Δ——视觉误差;
M——使用者的两眼球中心距离之半;
H——游标卡尺标记表面棱边至主标尺标记表面的距离;
D——两眼球对游标卡尺标尺的明视距离。
例:两眼球对游标卡尺标尺的明视距离一般为D=250mm,一般使用者的两眼球中心距离为2M=60mm,一般游标卡尺的游标标记表面棱边至主标尺标记表面的距离为 H=0.20mm,则Δ = MH/D=30×0.20/250 =0.024mm,说明了使用者一般在正常光线条件下读取刻度数值时视觉误差Δ =0.024mm。
2.3 温度引起的误差
游标卡尺检定示值误差条件,是在标准温度(20±5)℃下应用专用块规或常用块规进行比较检定的。当使用游标卡尺时,被测物件或游标卡尺的使用温度偏离(20±5)℃时,就会产生测量误差。因此测量温度也是引起误差的原因之一。
(1)由温度变化引起的游标卡尺自身误差Δ ,可由以下公式表示:
Δ = LA( T - 20 )[3]
式中:
Δ——温度变化引起的游标卡尺自身误差;
L——游标卡尺自身尺寸;
A——游标卡尺材料线膨胀系数;
T——游标卡尺使用环境温度。
故,在L游标卡尺自身尺寸与A游标卡尺材料线膨胀系数为固定值条件下,当T游标卡尺使用温度与检定所用的标准温度(20±5)℃偏差值越大,Δ 游标卡尺自身误差越大。
(2)当被测物件和使用游标卡尺的温度对检定标准温度(20±5)℃均有偏差时,温度所引起的测量误差为二者尺寸变化差。其公式表示:
Δ =L[A1(T1-20)- A2(T2-20)][3]
式中:
Δ——测量误差;
L——被测物件尺寸;
A1和A2——被测物件和游标卡尺的材料线膨胀系数;
T1和 T2——被测物件测量环境温度和游标卡尺使用环境温度。
由此可见(1),在被测物件材料与游标卡尺材料的线膨胀系数(A1和A2)为固定值的条件下,当测量温度(T1和T2)与检定标准温度(20±5)℃有一定偏差,则在测量过程中主要为温度产生测量误差。
由此可见(2),当测量温度(T1和T2)与检定标准温度(20±5)℃偏差越大,当被测物件材料与游标卡尺材料的线膨胀系数(A1和A2)相差越大,则在测量过程中将会产生较大测量误差。
3 结语
针对测量误差原因,如何克服并尽可能减少测量误差,使其测量为“真值”。
3.1 克服结构引起误差
(1)调整间隙使之减小,间隙的调整——只要稍稍拧紧游标尺框上的螺丝钉,拧紧螺丝后回半圈即可,这时游标尺框内的弹簧片就形成两头翘中间凹的形状,这样使用时游标尺框内的弹簧片与主尺上各接触点压力均衡,间隙减小。
(2)在测量过程中保持测量爪运动轨迹连续平稳。
(3)由于游标卡尺在用过程可能会引起测量爪变形、主尺变形,因此所使用游标卡尺应常进行计量检定。
3.2 克服操作引起误差
(1)施加测量力要均衡,推荐在测量过程中,施加在游标卡尺上测量力为3N~6N。
(2)由于测量力对游标卡尺两测量爪刀口部位可能产生微变形误差,因此在进行测量时应尽量减少使用。
(3)使用游标卡尺时,应对其进行“零”位确认。
3.3 克服温度引起误差
由于大部分测量物件结构与游标卡尺结构不同,在同等环境条件下,短时间所吸收的温度不一,因此在测量过程中,先使被测物件与游标卡尺在同一温度下平衡一段时间后再进行测量,尽可能在接近检定标准温度(20±5)℃的环境下进行测量,经验数据可使测量误差减小50%[4]。
[1]JJG 30-2002 通用卡尺检定规程[S].北京:中国计量出版社,2004.
[2]但渝霞.游标卡尺测量误差来源分析[J].计量与测试技术,2009,(8):22-24
[3]王永立,贾三泰,阎景文.万能量具的修理[M].北京:机械工业出版社,1986.
[4]童森林,陈俊华,陈俊龙.卡尺使用中容易疏忽的两项测量误差[J].工具技术,2002,(8):58-59.
猜你喜欢
红领巾·萌芽(2022年3期)2022-03-13
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
今日农业(2021年11期)2021-11-27
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21
高考·中(2019年1期)2019-09-10
当代陕西(2019年5期)2019-03-21
收藏界(2018年1期)2018-10-10
探测与控制学报(2015年4期)2015-12-15
中国卫生(2015年9期)2015-11-10
雷达学报(2014年4期)2014-04-23