低温型风电发电机支架主、副梁单面焊双面成型无碳刨清根工艺技术方案的研究
2019-11-22 02:07李杰
冶金与材料 2019年5期
李 杰
(溧阳市飞跃机电有限公司,江苏 溧阳 213314)
在矿物能源日趋减少,环境保护日趋受到重视的今天,风能作为一种清洁、安全、可再生的绿色能源,日益受到各国的重视,随着风力发电技术的发展,风力发电机组的容量不断增加,特别是近年随着国内兆瓦级海上风机的出现,风机的重量也呈逐渐扩大的趋势,国家风电十三五发展纲要计划把风电发电量提升到总发电量的6%,风电的发展,离不开风电技术的不断进步,发电机作为风电机组的心脏,发电机安装在发电机支架上,在运行过程中发电机支架承受着发电机乃至整改传动系统的周期性动载荷,作为焊接完成的发电机支架的主副梁是关键部件的主要受力部件,焊缝同时承受周期性拉应力和压应力的动载荷,焊接主副梁焊接工艺的合理性及稳定性,直接决定了产品焊缝质量的稳定性和可靠性,所以对发电机支架主副梁的焊接工艺研究具有重大的推动作用和现实意义。
文章以材质为Q345E,翼板厚度为25 mm,腹板厚度为20 mm 的尺寸为300 mm*200 mm 的低温性低合金高强度结构钢拼装制作的H 型钢类型的主副梁为研究对象,从焊前准备、焊接工艺以及焊接操作要点等方面规范了拼装焊接的H 型钢类主副梁的焊接工艺技术,并且采取预变性的技术措施,同时对焊接H 型钢类主副梁的变形进行了研究,以便为风电行业的焊接H 型钢类的主副梁生产制造提供参考。
1 母 材
Q345E 是典型的低合金高强钢,同时要求具有在-40 ℃的环境下的低温冲击功不小于27 J,这种材料目前是风电行业常用的材料,由于该材料在冶炼过程中添加了少量的Ti,Nb,V 等微量元素,故材料的综合力学性能较好,其化学成分和力学性能如表1 和表2 所示,此材料的焊接性通过碳当量计算公式CEV=C+Mn/6+(Cr+Mo+V)1/5+(Ni+Cu)1/15,计算20 mm 和25 mm 的材料碳当量分别为0.39%和0.36%,材料焊接性良好。
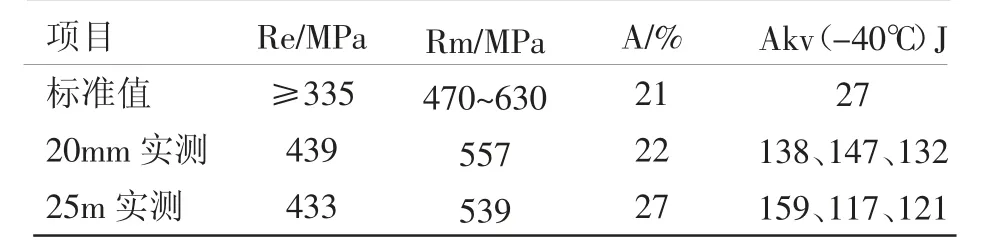
表2 Q345E 钢的力学性能
2 研究方法
根据我国风电支架制作厂家的实际生产条件,对全焊透探伤拼装H 型钢类焊缝采用直接埋弧焊(SAW)打底填充及盖面的组合焊接工艺,SAW 选用直径4.0 和5.0mm 的H10Mn2 焊丝配合SJ101 焊剂,气保焊材和埋弧用焊材都是选用符合要求的焊材,焊接严格按照ISO3834 焊接质量要求体系执行,埋弧焊操作工需要是经过ISO17432 认证的埋弧焊操作工。
3 焊接工艺
3.1 焊前准备
(1)腹板开双面等边坡口45°~55°,钝边2~4 mm,上下翼板作5°反变形:(2) 焊前奖坡口及两侧20~30 mm范围内打磨干净,直至露出金属光泽,确保无油渍、铁锈、水分、氧化物或其他有害物质。(3)SJ101 焊剂在使用前需要经过350 ℃烘干2 h,然后放在120~150 ℃的保温箱中存放,随用随取。

表1 Q345E 钢的化学成分(质量分数)%
3.2 拼装定位焊
(1)焊缝根部拼装间隙控制在0~1.5 mm 开始端间隙控制在0~1 mm,结尾端间隙控制在1~1.5 mm;(2)焊缝两头加引弧和收弧板;(3)为提高拼装精度,同时打磨点,工件采用工装固定,省去定位焊;
3.3 焊接操作
(1)打底焊。工件在工装上完成打底焊接,为首道打底焊尽量焊透而不焊穿,焊丝选用5.0 mm 焊丝,埋弧焊枪嘴距工件15~25 mm,焊丝伸出长度25~35 mm,焊丝指向应针对坡口根部,焊剂层高度控制在15~25 mm,以利于坡口焊缝时溶池中的气体逸出,避免产生夹渣或气孔。(2)填充及盖面。(3)层间清理及层间温度控制。每层焊接完成后必须把焊渣清理干净,必要时使用钢丝刷或砂轮机,焊接下一层是需要使用红外测温笔检测工件的层间温度,层间温度大于200 度是严谨焊接下一层焊缝。(4)为避免较大的应力集中和焊接变形及保证材料的低温冲击韧性,合理的安排各焊道的焊接顺序,同时控制焊接层间温度。
4 结果测试
4.1 焊缝质量检测
试焊5 个支架的主梁焊接试件,在焊接完成48 小时后对焊缝按照ISO11666 标准中要求的Ⅱ级进行UT探伤检测,检测结果发现5 个产品全部探伤合格。
4.2 焊接变形尺寸检测
在相同的预变形及焊接工艺条件下,对五组试焊件进行了腹板与翼板的垂直度及翼板平面度的检测,结果翼板的弯曲度在质量要求的范围内,预变形量可以满足焊接工艺和部件的使用要求。
5 结 语
通过对低温型全熔透探伤H 型钢制作过程中的规范化实验研究,以及对翼板零件采用预变性较少焊后整体整形的测试结果,可以得出结论:
(1)低温全熔透探伤H 型钢制作可以省去用气保焊或氩弧焊打底及背部碳刨清根的工艺过程,可以直接采用埋弧焊,在保证焊缝质量稳定性的情况,大大提升了焊接生产效率,同时优化了焊接操作环境。
(2)焊前采用翼板零件压制预变形的方式,便于焊接变形的控制,同时较少了焊后整体整形的工作量。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
汽车实用技术(2022年10期)2022-06-09
电焊机(2022年5期)2022-06-01
热带海洋学报(2021年2期)2021-03-25
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
金属加工(热加工)(2020年9期)2020-11-04
建材发展导向(2019年11期)2019-08-24
西安交通大学学报(2018年11期)2018-11-14
金属加工(热加工)(2018年2期)2018-03-22
船海工程(2015年4期)2016-01-05