
F2000德龙重型卡车驾驶室地板总成装焊线优化改进
2010-08-25 10:01周方伟
设备管理与维修 2010年12期
周方伟
作者通联:陕西重型汽车有限公司车身厂 西安市经开区泾渭工业园 710043
E-mail:77097459@qq.com
一、概述
陕西重型汽车有限公司F2000德龙重型卡车驾驶室地板总成装焊线(简称地板线),采用流水线作业方式,用于地板总成的焊接和输送,可满足6min节拍要求。输送线采用摆杆步进式结构,具有4个焊接工位(一、二、四工位为人工焊接,三工位为机器人焊接)、1个起吊工位,焊接完成后焊接工位的输送支架将工件输送至下工位继续焊接,一个完整输送过程约36s,工位间距5000mm。地板线控制系统采用三菱高性能Q系列PLC,现场各工位夹具动作控制按钮站、机器人做为PLC的分布式远程I/O站点和通信从站,通过Profibus-DP总线连接。机器人工作站的气动抓件器具、型号确认及后底板抓取由机器人控制,地板线向机器人提供车型信号和启动信号。地板线采用全自动生产方式,各通信从站根据该生产线PLC控制系统传输的指令完成各种工作,每个通信从站可显示与地板线的交互及连锁信号,如原位信号、机器人故障信号(水、气等)。
三工位两台ABB点焊机器人分布在地板左右两边,负责对驾驶室地板总成的后底板及座椅支架进行补焊,焊接控制器采用BOSH高性能PST6100中频恒功率控制器。整个过程中,左机器人要完成抓取后底板(需要36s)和焊接(需要230s),总共需要约266s;右机器人只进行焊接,需要约235s。左机器人抓取后地板时,右机器人始终处于等待状态,直到左机器人抓取后地板并放置完成,两台机器人同时开始焊接。实际生产过程中,机器人工作完成常滞后流水线人工约60s,无法保证同步生产。
二、地板线优化改进
该地板线2005年投产,且地板线与机器人之间配合紧密,关系复杂,互锁信号繁多,委外改造费用太高,得不偿失,充分考虑,决定自主优化地板线。改进前机器人运行及焊接速度已达极限,无法通过提速实现优化,为此,制定如下改进方案:①使机器人抓件和地板线输送同时进行,节省36s机器人抓件时间,方案示意见图1。②优化机器人姿态、消除冗余运动轨迹、调整机器人焊接参数,每个焊接点逐个进行校准,比原来节省约30s。

图1
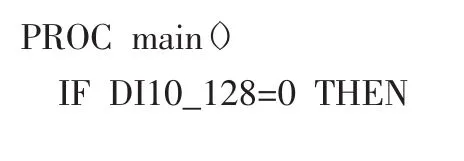
通过编程,改变机器人和地板线之间动作顺序流程。原程序(图2)无法实现机器人和地板线同时动作,若机器人未在原位(安全位),M801就阻止地板线动作,两者之间形成相互干涉。在机器人Visual DP I/O板增加1个输出信号DO_ZdianYW,即PLC程序中输入信号X519(图2虚线框)。当机器人准备抓件时,因机器人已经移动,实际位置已不在原位,X504不通,但同时机器人正在执行TEST_LC(抓件程序),会给PLC发出1个“抓件原位”DO_ZdianYW信号,告知机器人目前所在位置,地板线可不受影响,正常运行。

图2
从TEST_LC()程序中看X519信号只会在执行抓件程序时为1,抓件完成后自动复位为0,不会对整个程序执行造成混乱,形成安全隐患。为实现无人介入生产,减少错误,车型型号传递相当重要。地板线起线时首先将车型型号传递给机器人,机器人收到后又对收到车型型号进行确认并反馈给地板线进行比较,如两者车型型号不符,阻止操作,实现闭环控制。机器人程序分析如下:

Initial为机器人初始化子程序,包括机器人运行速度、承载重量设置、交互信号复位、时钟信号复位等,是主程序开始。接着进入While循环,循环体为无条件进入,进入后判断tip_counter信号(修磨电极头次数)是否大于3,大于3,自动进入tip_dress子程序(更换电极头子程序),要求人工更换;不大于3,程序继续运行至ConfirmType子程序(车型判断程序),对地板线PLC发出的车型型号进行比对,若正确,继续运行到下面的TEST_LC程序。
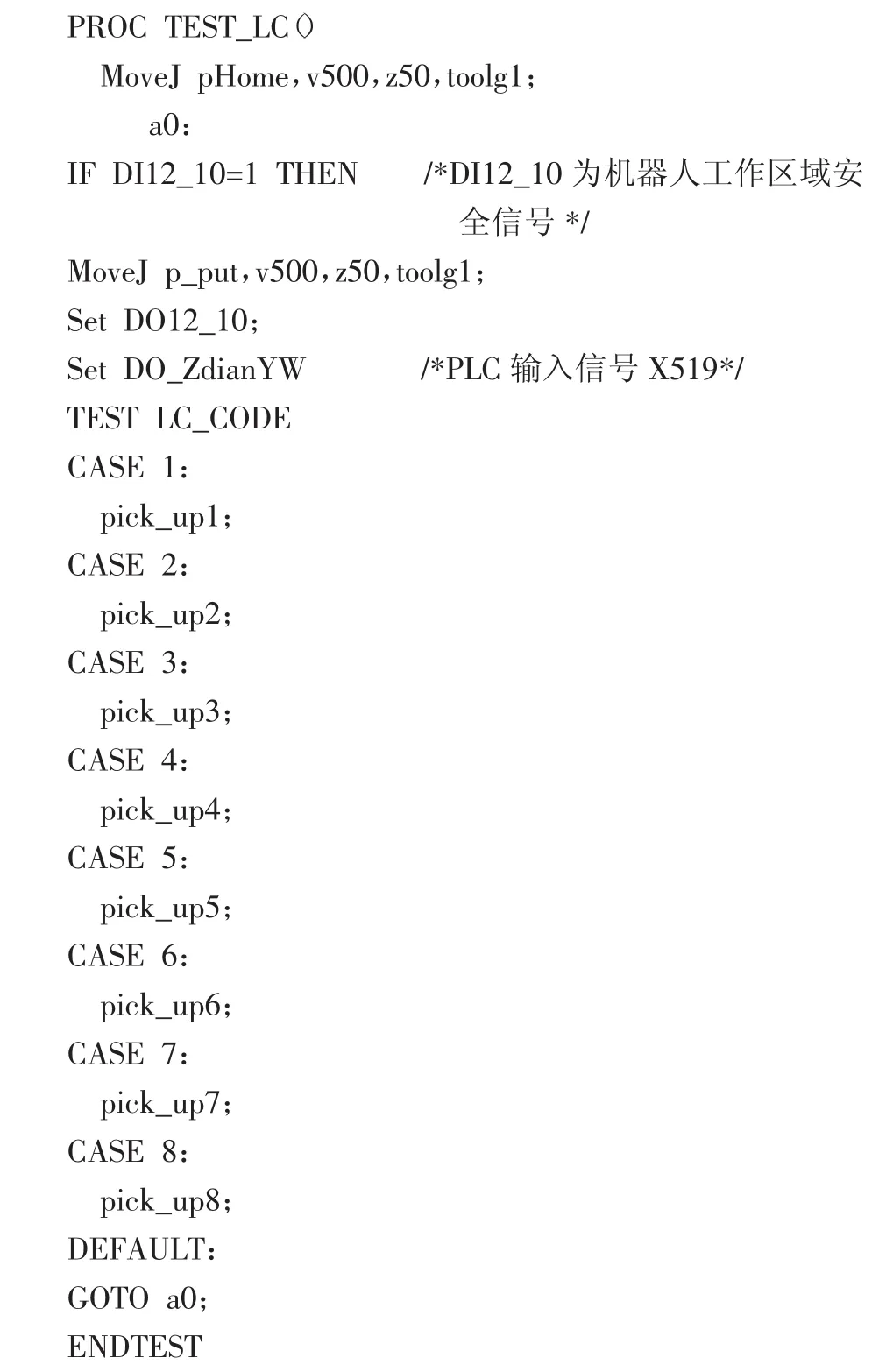

上述程序中“Set DO_ZdianYW”、“WaitDI DI_Sxian 0”、“Reset DO_ZdianYW”为改进增加部分。机器人根据LC_CODE变量值抓取8层料架中任何一层料,完成后等待地板线没有在上限位,即DI_Sxian信号为0,机器人才回到pHome点(地板线在上限位有可能造成机器人运动过程中与地板线相撞,因此等待地板线下降,机器人才能回原位,充分确保安全)。实际改进过程中,机器人要提前抓件,必须知道2工位车型,原设计为地板线到位后发送3工位车型型号给机器人,然后抓件,现更改为地板线只要准备输送就直接发送2工位车型型号,为此在2工位处加装车型检测装置。到此提前抓件完成,返回主程序,继续执行WeldTruck焊接程序。
地板线优化改进后,2台点焊机器人和地板线之间配合紧密,每天比原来多输送约16辆车,生产效率显著提高。
猜你喜欢
机械工业标准化与质量(2021年10期)2021-11-19
汽车工艺师(2021年7期)2021-07-30
航天工业管理(2020年11期)2021-01-04
航天工业管理(2020年9期)2020-12-28
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
天然产物研究与开发(2018年5期)2018-06-13
铁道通信信号(2016年8期)2016-06-01
杭州(2015年9期)2015-12-21
火炸药学报(2014年1期)2014-03-20
