
LJ465Q-1A发动机曲轴箱热芯盒模具的优化设计
2010-11-02 03:57尹志鹏
铸造设备与工艺 2010年4期
尹志鹏
(柳州五菱柳机动力有限公司,广西柳州545005)
·铸造工艺·
LJ465Q-1A发动机曲轴箱热芯盒模具的优化设计
尹志鹏
(柳州五菱柳机动力有限公司,广西柳州545005)
阐述了微型汽车用发动机曲轴箱热芯盒原设计中的一些不足之处,详细介绍了芯盒主体、加热管布置、底框、密封圈、插入式射砂嘴等的优化(合理)设计技巧及安装结构的优选方案。
热芯盒;芯盒主体;加热管;底框;射砂嘴;密封圈
曲轴箱是微型汽车发动机五大部件中最复杂、铸造难度最大的铸件,它属于薄壁、复杂、高强度的箱体类铸件。其形成过程为采用热芯盒模具生产出砂芯,经过组芯后浇注成型的方法获得曲轴箱毛坯,再加工成曲轴箱成品。五菱柳机动力公司长期生产LJ462Q-1、LJ465Q、LJ465Q-1A等曲轴箱铸件,对微型车用发动机曲轴箱热芯盒模具的设计积累了丰富的经验,笔者将在热芯盒诸多部件结构设计方面可作优化的一些心得略作介绍,以供同行参考。为阐述方便,主要以465Q系列曲轴箱热芯盒及常用的典型射芯机ZZ8610为实例。
1 芯盒主体的结构优化
热芯盒模具主体的结构优化,主要应遵从壁厚适宜、结构美观的原则。对于热芯盒主体,还应注重分布均衡、变形量尽可能小等原则。例如,笔者所在公司LJ465Q-1A系列产品——四缸曲轴箱用的主体芯热芯盒,在主体结构设计上的技术要求是:芯体壁厚适宜(60 mm~90 mm),芯盒内、外表面均为加工面,2个盒腔的间距适当(60 mm~110 mm),主体热芯盒模具用铸件加工前经人工时效处理,在这些方面做出较为优化的设计,为减少热芯盒的变形创造了重要条件。
2 加热管的合理布置
对于热芯盒模具而言,加热管的合理布置亦是其优化设计的一个重要技巧。该项布置主要注重以下二个方面。
2.1 数量的确定
加热管的数量,除须保证足够的热量满足制芯的工艺要求外,应尽可能是3的整数倍数,这样可有效地利用动力电源(三相交流电)的功效,使热能(电能)更有效地发挥。
2.2 位置的确定
加热管的位置目前尚无准确定量的表述,完全依设计者的经验确定。主要应注重:距盒腔底面应保持30 mm~40 mm较适宜;应尽可能等距离布置;应尽可能设置在“主体壁厚”的“中心位置”。LJ465Q-1A曲轴箱主体芯盒模具的加热管位置的设置,经过多年的摸索和改进,收到了良好的技术效果。
3 底框的结构设计
对于热芯盒底框的结构设计,经过长期的设计及在使用过程中的优化,已经将热芯盒底框结构设计成标准件的形式,其结构优点如下。
3.1 底框的框架结构
LJ465Q-1A系列产品热芯盒模具底框基本是标准件(如图1),一般采用框洞结构。底框框洞结构是在底框的4个侧面各挖去2个U型槽。底面挖去1个大的矩形洞,底框上面完全敞开。采用框洞结构的好处主要是:一为方便热芯盒下顶芯杆附件等的安装和维修;二为减轻底框的质量;三是制作工艺简单,方便加工,制作周期短,成本低。
3.2 底框与主芯盒体的联接结构
对于水平分型盒或多开盒结构的热芯盒,下芯盒主体(即下模)与底框一般用螺栓(钉)联接在一起,联接的结构为图1所示的底框结构。这种结构在底框的上面四周的中间位置开设定位槽,安上定位块。其优点是:下模与底框通过定位块定位后用沉头螺钉联接在一起,定位准确,安装、拆修方便。
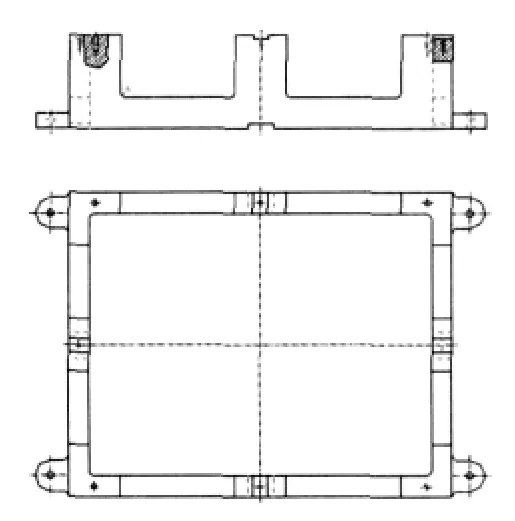
图1 底框结构
3.3 底框与射芯机的联接结构
公司生产LJ465Q-1A曲轴箱铸件用的模具热芯盒,底框与射芯机的联接采用图1所示外置法兰盘结构。这种结构在底框的下面四周的中间位置开设定位槽,与射芯机上的定位键相配合。此结构的优点是:下模与底框通过定位块定位后用螺栓与射芯机固定在一起,从而达到定位准确、拆装方便的目的,为生产的快速切换提供了便利。
4 环型内置密封圈
过去的密封圈结构如图2的射砂嘴结构结构形式。在制芯射砂前,A面压在热芯盒平面上进行射砂。它有很明显的缺点:由于环形橡胶密封圈外置,密封不牢固,在每次射砂制芯过程中会经常出现跑气、跑砂的情况,使密封圈向上卷起而折断,砂芯容易出现射砂不满或崩缺,从而严重影响砂芯的质量。后经技术人员的多次改进,最终采用如图3形式的密封圈,此结构为环形密封圈内置,密封圈以倒锥度方式放入环形槽中,密封圈在槽中很牢靠,不易折断,即使断了也不会影响使用效果,使橡胶密封圈的寿命很长,节省成本。在射砂的时候,A平面压在芯盒平面,实际上是橡胶B平面压在芯盒平面,密封效果十分理想。

图2 射砂嘴结构形式

图3 环形内置密封圈
5 插入式射砂嘴
在热芯盒上使用插人式射砂嘴,设计制作与冷芯盒相比,技术上难度(差别)较大。主要表现在热芯盒模具的工作温度存在较大温差,故所用材料的膨胀量有较大差别。在生产中,对热芯盒插人式射砂嘴结构进行了优化设计,改进前后见图4、图5。

图4 改进前的射砂嘴结构
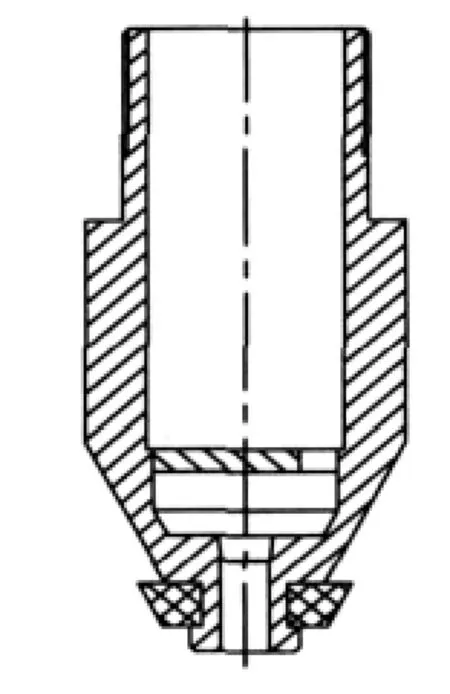
图5改进后的射砂嘴结构
图4 采用的插入式射砂嘴不用密封圈,仅仅依靠射砂嘴和芯盒内孔表面贴紧密封,效果很差,通过优化改进采用密封圈,设计了如图5的形式,橡胶密封圈外露部分也是斜面,能紧贴芯盒内孔表面,密封效果十分理想,能很好满足正常生产的工艺要求。
6 结束语
对于铸造用的热芯盒模具优化设计应注意的是,整套热芯盒的设计图纸能在CAD的一个视窗内设计则应优先选择,对于复杂模具应采用尺寸链基准及拔模斜度的单线表达方式的优化应用,以及全套图纸、技术要求的规范化都应优化及优选。笔者认为,一个优秀的设计者,同时也应当是一个美术工作者,不仅应设计出实用可靠、经济的模具,而且同时也应当使图纸在表达方式上更简化,在图纸的清晰度、设计速度做到更高、更优化,还应让自己设计绘制的模具及图纸美观,符合人机工程及视觉享受。只有这样,才能使全套热芯盒及图纸设计达到优化设计的效果。
[1]吴光峰.铸造工艺工装设计手册[M].北京:机械工业出版社,1989.
[2]中国机械工程学会铸造专业学会.铸造手册(第五卷,铸造工艺)[M].北京:机械工业出版社,1989.
[3]代石勇.热芯盒模具设计[M].北京:机械工业出版社,1989.
[4]湖南大学铸造教研室.铸造工艺学[M].长沙:湖南人民出版社,1974.
[5]刘文川,刘谦,陈实.浅谈复杂模具设计中尺寸链基准的设定[J].汽车工程与材料,1997(3):39-40.
[6]刘文川.缸体类复杂铸型模具设计中的几个问题[J].模具工业,1994(2):45-47.
The Optimal Design of Heat-box Die of LJ465Q-1A Engine Crankcase
YIN Zhi-peng
(Liuzhou Wuling Liuji Power Co.,LTD.,Liuzhou Guangxi 545005,China)
The deficiencies in the design of mini-car engine crankcase hot-box were reviewed.The optimal design of the mainbox,heating pipe layout,the end box,ring,the plug-in mouth-shooting was described in detail.
hot-box;main-box,heating pipe,box at the end,shooting mouth,ring
TG241
A
1674-6694(2010)04-0019-02
2010-06-18
尹志鹏(1972-),男,工程师,主要从事铸造热芯盒模具设计及模具技术服务工作。
猜你喜欢
环境技术(2022年3期)2022-07-21
中国设备工程(2022年7期)2022-04-20
模具制造(2021年10期)2021-11-20
南方农机(2021年17期)2021-09-11
汽车维护与修理(2020年24期)2021-01-07
车用发动机(2020年1期)2020-03-20
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
柴油机设计与制造(2019年2期)2019-02-03
