
竹炭纤维/圣麻纤维/天丝混纺面料开发实践
2011-01-19 10:23胡利强刘进秀狄崇来王云香
山东纺织科技 2011年6期
胡利强,刘进秀,狄崇来,王云香(, )
随着时代的发展,面料不断更新换代,人们对衣着的追求已经从耐穿实用向良好的服用性能方面转变,对绿色环保和具有保健功能的纺织品越来越关注,因此运用多种原料混纺改善面料服用性能,将是产品研制开发的方向。为此我公司开发了竹炭纤维/圣麻纤维/天丝纤维混纺织物,可用于制作医疗防护服饰、床品、高档内外衣面料、家庭及宾馆装饰用品,还可用作空气过滤用材及家用电器防电磁辐射面罩等方面。该产品投放市场后,深受客户欢迎。
1 原料性能(见表1)
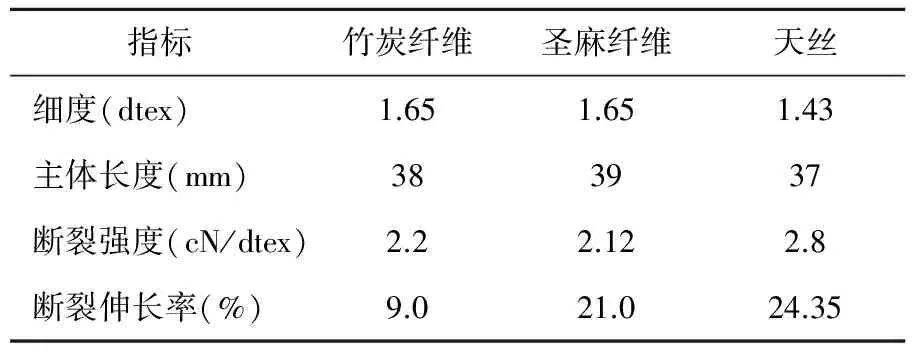
表1 原料物理指标
2 产品规格
竹炭纤维/圣麻纤维/天丝(40/30/30) 14.8/ 14.8 524/ 283 164 cm 3/1+1/3
3 工艺流程
3.1 纺部工艺流程
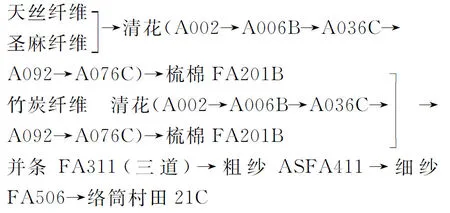
3.2 织部工艺流程

4 各工序主要工艺参数
4.1 清棉工序
天丝纤维、圣麻纤维两种纤维在清花按混纺比例采用包混,加湿时放入一定量的抗静电剂,以提高纤维的抗静电能力。适当调整抓棉机打手伸出肋条的长度及小车下降速度,提高小车的运转率,使混合更加均匀。打手速度不高于750 rpm,棉卷干定量不高于380 g/m,棉卷罗拉速度10 rpm ,卷长30 m,棉卷重量不匀率控制在1.5%以下;由于棉卷蓬松,易破碎,需要加装隔离纱并逐个用塑料布包裹,便于运输。
4.2 梳棉工序
采用柔性梳理,选择适当的锡林、刺辊线速比和给棉板与刺辊的隔距,调整好给棉板的高度,并在该区域加装喷雾给湿装置,控制好该区域湿度。
生条定量20.5 g/5m,生条重量不匀率控制在3.0%以下,锡林速度不高于330 rpm,刺辊速度不高于780 rpm,锡林与刺辊线速比2.25左右,锡林盖板5点隔距分别为9、8、8、8、9,道夫速度不高于20 rpm,给棉板刺辊隔距0.30 mm,刺辊锡林隔距0.18 mm,锡林道夫隔距0.13 mm。
4.3 并条工序(见表2)
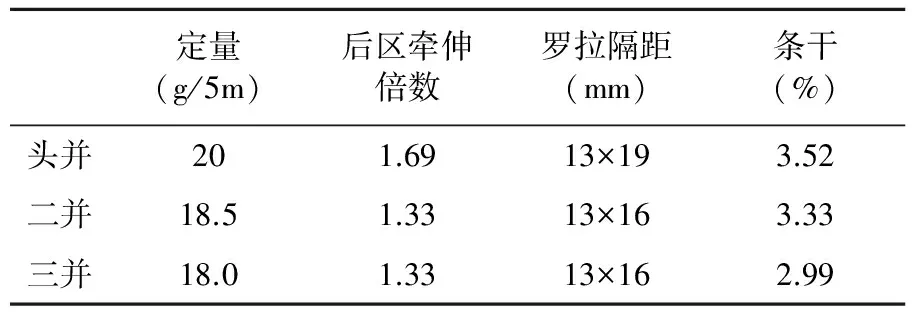
表2 并条工艺参数
前罗拉速度为160 m/min。
4.4 粗纱工序
适当加大粗纱捻系数提高纤维的抱合力,胶辊采用防静电涂料,增加对纤维的握持。粗纱干定量5.0 g/10 m,捻系数偏大掌握,后区牵伸倍数1.26倍,罗拉表面距13 mm × 27 mm × 35 mm,前罗拉速度偏低控制,粗纱条干4.5%。
4.5 细纱工序
细纱优化配置锭速、捻系数、钢领和钢丝圈工艺,降低千锭时断头和成纱毛羽,胶辊用清洁剂清洗,防止缠胶辊影响成纱质量。后区牵伸倍数1.29倍,罗拉中心距45 mm ×70 mm,前罗拉速度偏低控制不超过180 rpm,细纱百米重量不匀率不高于1.5%,细纱条干13.2%,捻系数偏大掌握,钳口隔距使用2.6 mm的三角钳口,罗拉双锭加压偏大10%,车间湿度控制在65%以上,需要搭棚隔离,防止异纤的附入。
4.6 络筒工序
棉结:300%,短粗节:+200%× 3.0 cm,长粗节:+45%×40 cm,细节:-45% ×40cm。最终成纱质量为条干CV%:13.47,断裂强度:18.1 cN/tex,强力CV%:7.6,重量CV%:1.3,捻度90捻/10cm,细节12个/km,粗节82个/km,棉结110个/km。
4.7 整经工序
整经工序采用低速度200 m/min,张力分段控制,张力垫圈重量分别为5.0 g、4.6 g、3.8 g、3.3 g,不匀率大大降低,有效地减少了整经断头,断头率为0.81%。
4.8 浆纱工序
合理调整浆纱五区张力,适当抬高浆纱浸没辊高度,减小浸浆长度,以减小湿区张力。保证纱线排列、卷绕、张力三均匀。选择合理的调浆配方,保持浆液良好的流动性且粘度稳定。浆纱采用“高浓低粘、轻张力、小伸长”的工艺路线。经纱上浆双浸双压,先重压后轻压,使用湿分绞装置,保证浆膜完整,达到增强、耐磨、保伸、毛羽贴伏的上浆目的。
浆纱线速度50 m/min,预压辊压力5.5 kN,主压辊压力19 kN,压纱辊压力2.3 kN,卷绕张力2.3 kN,浆液温度96℃,浆液粘度7 s,上浆率13%,伸长率不高于1.5%,压出加重率不高于110%。
4.9 织造工序
为解决开口不清晰、断头多的难题,并保证布面纹路清晰,体现织物应有的风格,重点调整了上机张力,后梁高度,停经架高度,开口量、开口时间等上机工艺参数。此外,为防止产生纬缩、三跳等疵点,采取了开口时间适当提前,适当增加上机张力等措施,确保了布面平整光洁、纹路清晰。后梁高低:90 mm;停经架位置40~52 mm;综框高度:130、131、132、133、134、135、136 mm;梭口闭合时间:318度;开口时间:290~310 mm;机上张力偏大掌握。
通过以上措施的实施,竹炭纤维/圣麻纤维/天丝混纺面料试制非常顺利,既保持了布面所特有的风格,又提高了布机效率。
5 产品主要技术指标测试情况(见表3)
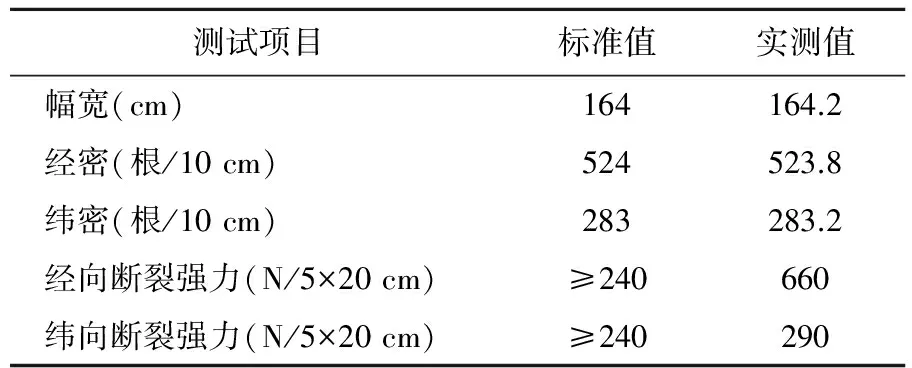
表3 产品主要技术指标
检验结论:按FZ/T13004—2006标准检验,所检项目合格。
6 结束语
该产品在研制和生产过程中,我们选择合理的生产工艺,规范操作,成功开发竹炭纤维/圣麻纤维/棉混纺面料,产品各项物理指标达到了工艺设计要求,为我们批量生产积累了宝贵的实践经验。今后将开发更多的功能性系列产品,以满足不同层次的消费者的需要,提高产品的附加值,进一步提高公司经济效益和社会效益。
[1] 姚穆,周锦芳,黄淑珍,等. 纺织材料学[M]. 北京: 中国纺织出版社,2002.
[2] 吕恒正.并粗工艺与成纱质量关系的讨论[J].棉纺织技术,2005,33(8): 1—7.
[3] 徐少范,许才中. 减少涤棉品种经纱毛羽的浆料配方优化[J]. 棉纺织技术,2004,32(11):54—55.
[4] 彭晓,胡梁.牛奶蛋白纤维与棉纤维混纺纱的生产[J].棉纺织技术,2008,(7):46—48.
[5] 瞿建增.运用系统工程工艺学.提高成纱产品质量[J].棉纺织技术,1998,26(8):14—20.
[6] 张裕.再生纤维素纤维的不断创新[J].北京:中国纤检,2003,(5):29—31.
猜你喜欢
智能建筑与智慧城市(2021年11期)2021-12-08
纺织科学研究(2021年6期)2021-07-15
纺织科学研究(2020年1期)2020-02-25
——大麻纤维
中国纤检(2019年3期)2019-12-13
粉末冶金材料科学与工程(2019年2期)2019-05-08
纺织服装流行趋势展望(2016年5期)2016-05-04
纺织报告(2016年8期)2016-03-18
纺织服装周刊(2016年35期)2016-01-31
中国有色金属学报(2015年8期)2015-03-13
现代纺织技术(2015年5期)2015-02-24
