计量泵转速测量探头的故障诊断
2011-02-10 06:39
河南化工 2011年17期
(洛阳三隆安装检修有限公司,河南洛阳 471012)
1 概述
在石油、化工等行业连续化生产过程中,经常遇到突发的重大设备故障,这些故障轻则导致生产波动,重则导致设备损坏并可能引起装置停工。而故障的原因错综复杂,仅靠巡检人员耳听、手摸的原始方法,很难及时、准确地判断故障的原因,更来不及采取紧急、必要的措施来避免损失。采用先进的设备状态检测和故障诊断技术,通过相关联的状态参数变化,通过设定的逻辑判断出设备在一定时期的运行状态,为从事设备维护、安装、调试的工程技术人员提供一套完整的设备运行状态资料,根据这些资料进行数据分析,可以准确地分析判断故障原因,缩短检修工期,合理地安排关键设备的预防维修计划,从而避免因突发性设备故障而造成的经济损失,确保生产的顺利进行。
机械设备在运行过程中会发生能量、力、热及摩擦等各种物理和化学参数的传递和变化,这些变化必然会产生各种不同信息,如温度、压力、流量、电流、电压、功率、转速及效率等的变化,而这些信息的变化可直接或间接地反映出系统的运行状态。故障诊断技术就是根据这些不同信息的变化规律,来识别设备的工况及故障的性质和发生的部位,为维修决策提供科学的依据,以克服一般性计划维修可能出现的过度维修和失修的缺点,使机械零部件既可以得到充分利用,又能得到及时的维修,从而提高机械设备运行的可靠度。故障诊断技术在连续化生产过程中已得到广泛应用。
2 聚酯负荷控制原理及存在的问题分析
在连续化的聚酯直纺工艺中,聚酯装置生产的产品,即聚酯熔体往往分多路送往下游的纺丝生产线,为保证熔体黏度的稳定,要求原料从进反应釜到生成产品出装置经过的时间基本不变,即反应釜出口熔体的总负荷(即流量)保持稳定。而总负荷一般是通过累加各分支线通过的熔体负荷计算出来的。如果某个负荷检测探头故障,将会造成负荷控制回路的误动作,并造成后续装置波动甚至停工。
以某厂20万t/a聚酯装置为例,终聚釜出口的聚酯熔体经熔体泵分三路送往下游装置进行纺丝,另外一路到切粒机生产聚酯切片。各分支线的熔体流量通过DCS内部组态的一个复杂串级回路,即负荷控制回路来对熔体泵出口的熔体总量进行分配。其主要的控制原理如下页图1所示。
将上述四路熔体的负荷 KY-33714、KY-43714、KY-23605、KY-23705的检测值通过模块FY-23626取和后送至负荷控制器FTC-23627作为测量值,F1C-23627输出作为S1C-23705的给定值,该串级回路的作用是通过调节切粒机的负荷来消除熔体总负荷的变化,S1C-23705作为串级回路副回路。该复杂回路的作用是当到切粒机或纺丝装置四条分支线中任何一条负荷出现变化时,计算出来的总负荷FY23626随之变化,通过串级回路FIC-23627和SIC-23705调节切粒机的负荷,最终保持总负荷FY-23626的稳定。
从理论上讲,上述控制功能完全能满足工艺要求,但是由于每条支线负荷检测是通过直接检测计量泵或增压泵的转速,并把转速通过一定的关系转换成相应负荷量,然后进行调节,但是当转速探头故障时,检测到的负荷量势必是假信号,这样将会导致负荷回路的误动作。图2是其中一次计量泵转速探头ST-23705故障引起装置大幅波动时相关各参数变化的实时趋势图。

图1 控制原理图
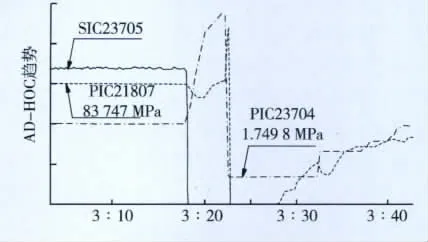
图2 装置波动实时趋势图
从图中可以看出,在3时18分左右,计量泵转速ST23705测量值突然由17.5 r/min降为0(转速探头故障,泵实际的转速并未变化),因此计算出来的到切粒机分支线负荷KY23705为0,由于其余三条线的负荷均未变化,因此图1中计算出来的总负荷FY23626的值会突然降低(实际总负荷并未减少),为了达到设定的总负荷,在上述串极调节回路作用下,将会增加切粒机负荷,由于探头故障,检测的切粒机负荷一直为0,因此计算出来的总负荷一直达不到设定值(实际总负荷已超过设定值),导致切粒机负荷一直增加,图2中,可以看到计量泵出口压力PI-23704的测量值一直上升,在3时22分(转速探头故障4 min后)泵出口压力达到联锁值,使计量泵联锁停机,PI-23704测量值回零,这时通过4条分支线的实际总负荷将会突然减小,导致熔体泵出口压力PIC21807瞬间急剧升高,在3时23分,熔体泵出口压力PIC21807达联锁值22 MPa后停机,这样到下游4条线将没有熔体输送,导致下游装置全部停工。
因此,在正常生产过程中,类似计量泵转速探头突然出现故障这样的问题,如果能及时发现并采取紧急措施,将不会对工艺生产造成大的影响。但是在正常生产中,由于负荷控制回路一般在串级方式下,出现探头故障引起负荷波动时,工艺人员往往不容易在第一时间发现并采取措施,因此每次出现类似的故障,对装置造成的影响都很大。因此,如何在线判断出突然出现的转速探头故障,并且第一时间提前将控制回路切换到“手动”方式,避免回路误调节是问题的关键。
3 计量泵转速探头在线故障诊断
聚酯装置目前执行的是3~5年进行一次检修,在泵运行过程中,转速探头是无法进行在线检查的。类似计量泵转速探头出现故障这样的问题,虽然通过定期强制性维修肯定能避免和消除一定数量的故障隐患,但更多的是凭经验确定检修周期,不管设备在客观上是否需要检修,而且每次检修都需要计划性地停泵,因熔体排废会造成很多浪费。在正常生产过程中,由于探头故障发生前基本没有先兆,工艺操作人员很难发现,更无法采取措施。
上述故障出现的直接原因是由于计量泵转速测量探头突然故障,从而引起负荷控制回路的误调节,最终引起设备停机和其他问题。针对这种故障现象,我们可以考虑用涉及计量泵的各参数之间的关联,来对故障进行识别并对回路控制方式进行自动切换。要建立计量泵故障判断逻辑,首先要确定和计量泵相关的逻辑。目前和计量泵相关联的参数有转速、出口压力、入口压力、泵运行状态等。我们分析了历次转速探头正常和故障时各相关参数变化的实时数据,泵运行状态可分为正常运行和正常停机,表1截取了这两种情况下同一时刻转速及相关参数数值。从这些数据中可以看出:在泵正常运行过程中,测量的泵转速信号和出口压力信号变化方向是一致的,如果变化方向不一致,说明转速探头可能故障(也可能压力探头故障,虽然这种可能性很小)。
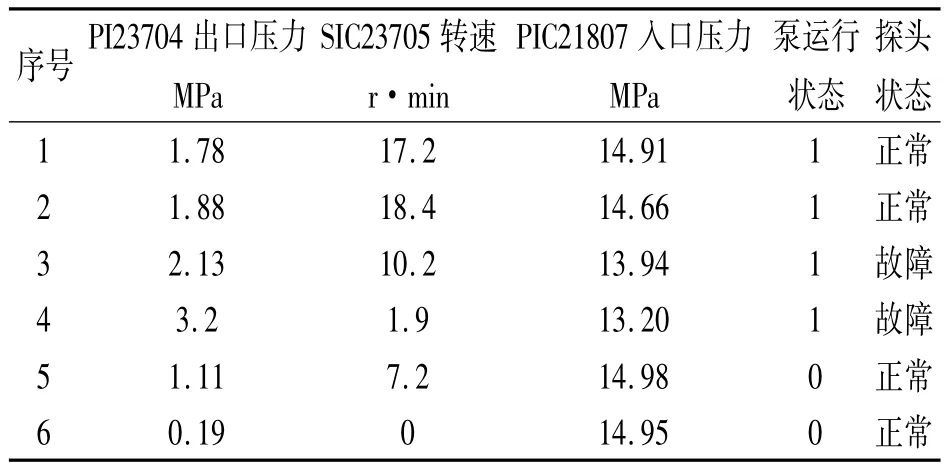
表1 参数变化表
具体在DCS上实现的逻辑见图3。当计量泵在运行状态下,即在DCS上显示的状态为“ON”,如果转速SIC23705的测量值近似为0(具体可设定为小于某个值,例如1),或转速变化率大于20%(即1秒钟内转速值变化大于20%,同时泵出口压力PI-23704的测量值仍然大于某一个设定值(例如我们使用10 MPa)时,这种情况说明转速检测出现故障,于是通过DCS系统内部程序自动将副回路SIC-23705的控制方式由“自动”或“串级”(正常情况下,回路应当在串级方式)强制切换到“手动”控制方式,从而保持计量泵负荷在故障前的状态,在保护动作的同时,DCS发出声光报警(优先级为“HH”,即最高级),提醒操作工进行应急处理。在故障条件恢复后,操作人员可任意改变控制方式。对目前控制功能的影响主要体现在开、停设备的过程中,但是在这期间,尤其在设备运行平稳之前,回路控制方式一般在“手动”状态,因此可以说,上述功能对工艺正常操作没有任何影响。
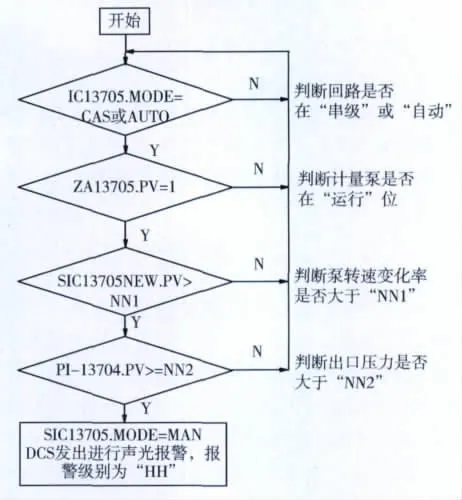
图3 转速探头故障诊断方框图
当系统内部增加的逻辑程序判断出转速检测故障时,通过将副回路SIC-23705控制方式切换到“手动”,由于输出值保持故障前数值,这样四条线的负荷均不会有大的变化,计算出来的总负荷FY-23636的值也不会有大的变化,即使这期间某条线的负荷有一些变化,由于这时负荷回路不具有调节功能,将会导致溶体泵出口压力PIC-21807的测量值发生变化,于是通过该压力调节回路,自动调节熔体泵的负荷,最终保持负荷以及整个系统的稳定。
4 结束语
上述改进目前已经在DCS系统内部实施。通过各种情况下的模拟试验和实际应用,均取得较好效果,对装置的平稳运行起到了非常好的作用。
猜你喜欢
纺织报告(2022年6期)2022-07-18
实验与分析(2021年1期)2021-11-25
实验与分析(2021年2期)2021-07-14
纺织科学与工程学报(2020年1期)2020-06-12
石油石化绿色低碳(2019年6期)2019-01-14
纺织科学研究(2017年4期)2017-05-17
化工设计通讯(2017年8期)2017-03-03
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
华东理工大学学报(自然科学版)(2015年3期)2015-11-07