
精密丝网印刷机结构设计
2011-03-26 06:38张志耀
电子工业专用设备 2011年6期
张志耀,张 燕,白 璐
(中国电子科技集团公司第二研究所,山西太原030024)
随着微电子信息技术的迅猛发展,电子整机在小型化、便携式、多功能、数字化及高可靠性、高性能方面的需求,进一步推动了电子元件日益向微型化、集成化和高频化的方向发展,这就要求基板能满足高传播速度、高布线密度和大芯片封装等要求. 为了迎合电子信息产业的发展需求,出现了许多新型的组件整合技术,如多芯片组件技术 (multi-chip modules,MCM)、低温共烧陶瓷(Low Temperature Co-fired Ceram ic,LTCC)技术和芯片尺寸封装(chip size package,CSP)技术等。其中LTCC技术以其集成密度高和高频特性好等优异的电学、机械、热学及工艺特性,成为目前电子元件集成化的主流方式,广泛应用于电子、通讯、航空航天、汽车、计算机和医疗等领域[1]。
印刷是LTCC生产工艺流程中的重要环节之一,ZSY-250精密丝网印刷机是主要用于LTCC生产线的高精度丝网印刷,完成生瓷基片上的金属化图形印刷、孔填充导体浆料印刷。
1 设备结构及工作原理
ZSY-250精密丝网印刷机结构如图1所示:主要由印刷系统,CCD系统,精密工作台,机架组成。工作时,首先将待印刷的生瓷片放置于精密工作台上,CCD系统识别生瓷片上的两个MARK孔来判断其当前位置;然后,精密工作台通过x、y、θ三个方向的运动,精确调整生瓷片到适当位置;完成对位后,工作台带动生瓷片整体右移,到达网框下方,由印刷系统对生瓷片进行印刷;最后,工作台再带动印刷好的生瓷片返回到CCD下方,完成本次印刷。

图1 精密丝网印刷机结构图
1.1 印刷系统
该设备的印刷质量主要体现在印刷图形在工件上的位置精度和印刷膜厚精度两方面。其中位置精度主要由CCD系统、精密工作台决定,印刷膜厚精度、印刷线路质量主要受印刷系统的影响。印刷系统如图2所示。

图2 印刷系统
刮刀水平方向的运动由电机驱动,电机通过同步带、丝杠带动刮刀安装座左右水平运动,依靠行程开关来判断其运行位置。刮刀安装座上装有升降气缸,气缸带动刮刀组件可整体上下运动。
刮刀组件主要由刮刀、回墨刀、可调节行程气缸等组成。该部件是本设备的主要工作部件,在刮刀安装座上的气缸作用下,刮刀降至大致合适的印刷高度,然后通过可调节行程的升降气缸进行微调,以保证浆料膜厚适度,为了使印制于工件表面的浆料膜厚和铺于网面的浆料膜厚均匀,在刮刀和回墨刀前后各装有微分头进行精确调节,达到刀与网面平行。由于安装有角度调节装置,刮刀、回墨刀的倾角都可在一定范围内调节,以保障印刷质量。
网框安装架主要由升降调节螺杆、网框压紧气缸和百分表等组成,将网框放置网框架上,用4个气缸压紧固定,调节升降调节螺杆可使网框处于不同高度位置,以适应不同厚度产品的印刷。为了保证调节螺杆时网框两侧高度一致,在网框架两侧安装有百分表,以准确调节网框高度。
1.2 CCD系统
CCD视觉系统主要用来实现生瓷片和网框之间的精确对位。其主体结构如图3所示,每个CCD相机在x、y、z三个方向上都具有粗调、微调两级调整结构,通过CCD单元在导轨、导柱上的滑动,以及调整z方向相机的夹持高度实现CCD的粗调;通过z向滑台以及xy滑台实现CCD相机的微调对焦。两级调整结构不仅保证了CCD相机可覆盖工作台上的整个载料区域,而且通过微调还可使CCD达到良好的成像效果,保障了印刷的对位精度。

图3 CCD视觉系统
1.3 精密工作台
工作台的主要作用在于调整生瓷片与网框上印刷图形的相应位置,工作台的性能很大程度上决定了印刷的位置精度,在印刷过程中对工作台的要求包括以下几点[2]:
(1)工作台具有x、y、θ向精确微调机构;
(2)工作台在调整到位后,必须具有锁紧结构;
(3)工作台具有z向抬升功能,即工作台运动至网框下方时能将生瓷片抬升至接近网框位置,以进行印刷,且升降的重复精度必须满足要求。
本设备工作台为三层叠放式结构,由下向上依次为x轴、y轴、θ轴。x、y轴的运动均由“伺服电机+精密丝杠”方式实现,行程范围为±5 mm,其定位精度可控制在1μm以内。θ轴是通过一定机械结构将丝杠螺母的直线运动转化为旋转运动,其转动范围为±1.5°。当 x、y、θ、轴定位完成后,采用如图4所示结构将工作台锁紧。

图4 精密工作台
锁紧板通过“直线轴承+导向柱”结构与工作台基座相连接,在顶起气缸作用下可上下运动,锁紧板上开有负压腔,当腔体与负压管路接通时,锁紧板与载料板被紧紧地压在一起,以此方式限制了载料板x、y、θ向的自由度,实现锁紧功能。顶起气缸的控制气路如图5所示,可以用两种大小不同的气压来顶起4个气缸,即气缸被顶起时可有两种不同大小的推力。调节减压阀使气缸推力能将锁紧板顶起但还不足以将载料板一起顶起。这样,当需锁紧工作台时,压缩空气经过减压阀后作用于顶起气缸,使锁紧板与载料板紧密贴合便于负压腔内形成真空。当需顶起载物板进行印刷时,切换电磁阀,气路跳过减压阀直接作用于顶起气缸,气缸将载料板一起顶起,实现z向运动,将生瓷片抬升至接近网框位置,以进行印刷。
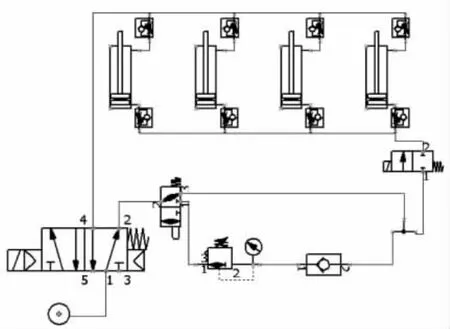
图5 顶起气缸控制气路图
1.4 传动部分
传动部分位于精密工作台下方,当工作台将生瓷片调整对位完成后,传动部分将载有生瓷片的工作台拖至网框下方准备印刷。传动部分结构如图6所示,电机经过减速器、联轴器带动同步带转动,同步带与精密工作台相连接,从而使电机带动工作台运动。

图6 传动部分结构图
2 关键技术及创新点
2.1 视觉定位系统
视觉定位的功能主要是完成印刷网框与生瓷片的对位,以保证印刷后的图形精度。硬件上采用两个相机分别获取两个MARK的位置,利用视觉处理模块计算偏差,获得X、Y、θ方向的偏移量,电机动作相应的位移,完成对位。
视觉系统的具体定位过程为:先将工作台运动至机械原点位置,然后在工作台上放置一张空白生瓷片,移动工作台至网框下方,在生瓷片上印刷上MARK孔的图形,工作台再移回到原点位置处,两个CCD对印刷后的MARK图形进行图像采集,视觉处理模块记录两MARK的相关信息,得出模板与工作台的相对位置信息,并将两MARK作为模板存入系统中,然后就可以进行生瓷片印刷。印刷时,视觉对位系统分别对生瓷片上的两个MARK标志位进行图像采集、分析处理图像,与系统中预先登录的图像模板(包括MARK尺寸、位置等信息)进行比对,得出当前生瓷片上MARK位置的偏差值(包括X、Y、θ三个方向的偏差),通过通讯模块将偏差数据传送给PLC,PLC发出运动指令,X、Y、θ三个电机进行相应运动,完成定位。
2.2 工作台往复运动的控制
通过CCD图像采集、视觉处理以及工作台的精密微调后,即完成了生瓷片的对位,下一步工作台将带动生瓷片移动到网框下方,该运动要求运动速度快,且到位后须使工作台精确定位于一固定位置,因此这个运动采用伺服电机来完成。控制方式使用位置/转矩控制模式,其结构原理如图7所示。工作台在运动过程中,伺服电机采用位置控制模式,到位后转换为转矩控制模式,即电机通过一恒定转矩使工作台与限位块始终紧密接触,以此达到了精确定位工作台的目的。

图7 往复机构原理图
3 市场前景展望
该印刷机的研究成果适用范围很广,既可完成LTCC行业的印刷工艺,也可应用于玻璃板、薄膜、芯片、HIC、MCM、LCD、PPC、膜片、半导体、多层芯片、CSP、SMT的精密印刷。国内现在对此类设备的需求量很大,所以预计此设备的市场前景广阔。
[1]王睿,悦辉,周济,杜波.低温共烧陶瓷技术及其应用[J].硅酸盐学报,2007,35(S1):125-130.
[2]董彦梅,宋俊耀.BWY-300半自动丝网印刷机的研制[J].科技情报开发与经济,2009,19(34):202-204.
[3]熊钢.低温共烧陶瓷技术及其应用[J],硅酸盐学报,2007,27(3):34-36.
猜你喜欢
天津音乐学院学报(2022年2期)2022-07-28
宝藏(2021年12期)2022-01-15
选煤技术(2021年6期)2021-04-19
有色设备(2020年2期)2020-05-18
——论传统对位教学两种体系的冲突
艺术探索(2020年1期)2020-05-08
山东冶金(2018年4期)2018-09-04
客家文博(2018年3期)2018-08-21
天津造纸(2016年1期)2017-01-15
诗林(2016年5期)2016-10-25
小说月刊(2016年9期)2016-09-14
